Clear Sky Science · fr
Formation de bandes de cisaillement dépendant de la vitesse dans les procédés d’emboutissage
Pourquoi couper le métal plus vite peut l’améliorer
Quand les constructeurs automobiles ou d’autres industries détachent des pièces dans des tôles d’acier dur, les bords découpés sont souvent rugueux et nécessitent des opérations d’usinage supplémentaires. Cette étude explore une idée intrigante : si l’on coupe le métal extrêmement rapidement, le matériau au niveau du bord s’adoucit et se réarrange brièvement dans une zone étroite, créant une surface étonnamment lisse, résistante et peu sujette à l’usure. Comprendre comment cet effet dépend de la vitesse de coupe pourrait aider à concevoir des pièces qui sortent de la presse déjà « finies », économisant ainsi du temps, de l’énergie et des coûts.
Comment on extrait des pièces dans la tôle
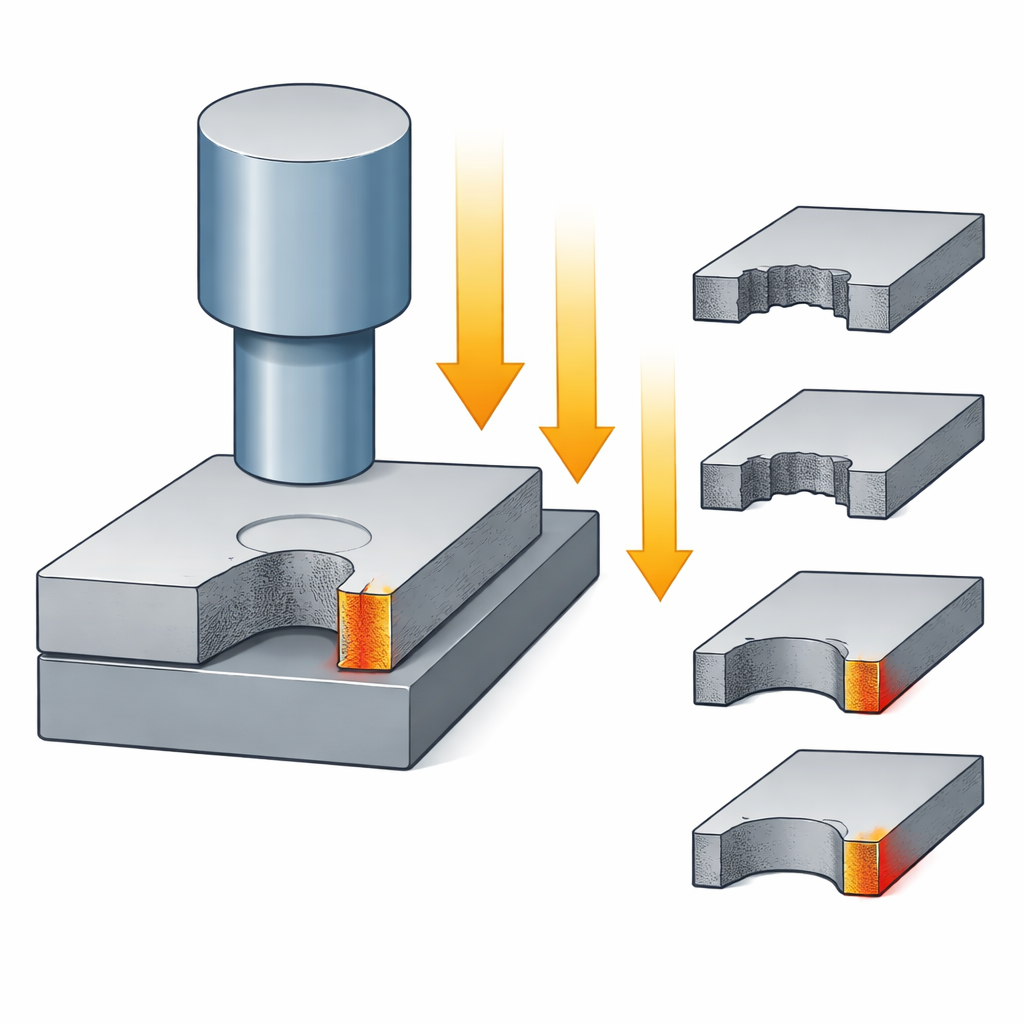
Dans de nombreuses usines, des tôles d’acier plates sont formées en poussant un poinçon à travers la tôle dans une matrice, un procédé appelé emboutissage (blanking). À basse vitesse il s’agit d’un écrasement relativement lent ; à très haute vitesse c’est plutôt un impact contrôlé. L’équipe s’est concentrée sur un acier résistant utilisé pour les pièces de sécurité automobile, préalablement chauffé et formé, puis trempé de sorte qu’il soit tenace mais difficile à découper proprement. Ils ont fait varier la vitesse du poinçon, d’un mouvement doux de 0,12 mètre par seconde jusqu’à un frappé de 17 mètres par seconde, en utilisant trois types de machines : une presse mécanique traditionnelle, un système hydraulique haute vitesse et un entraînement électromagnétique capable d’accélérer le poinçon très rapidement. Dans chaque cas, la géométrie de l’outil et le jeu entre poinçon et matrice ont été maintenus identiques, de sorte que seule la vitesse de coupe changeait.
Une bande brillante cachée au bord de la coupe
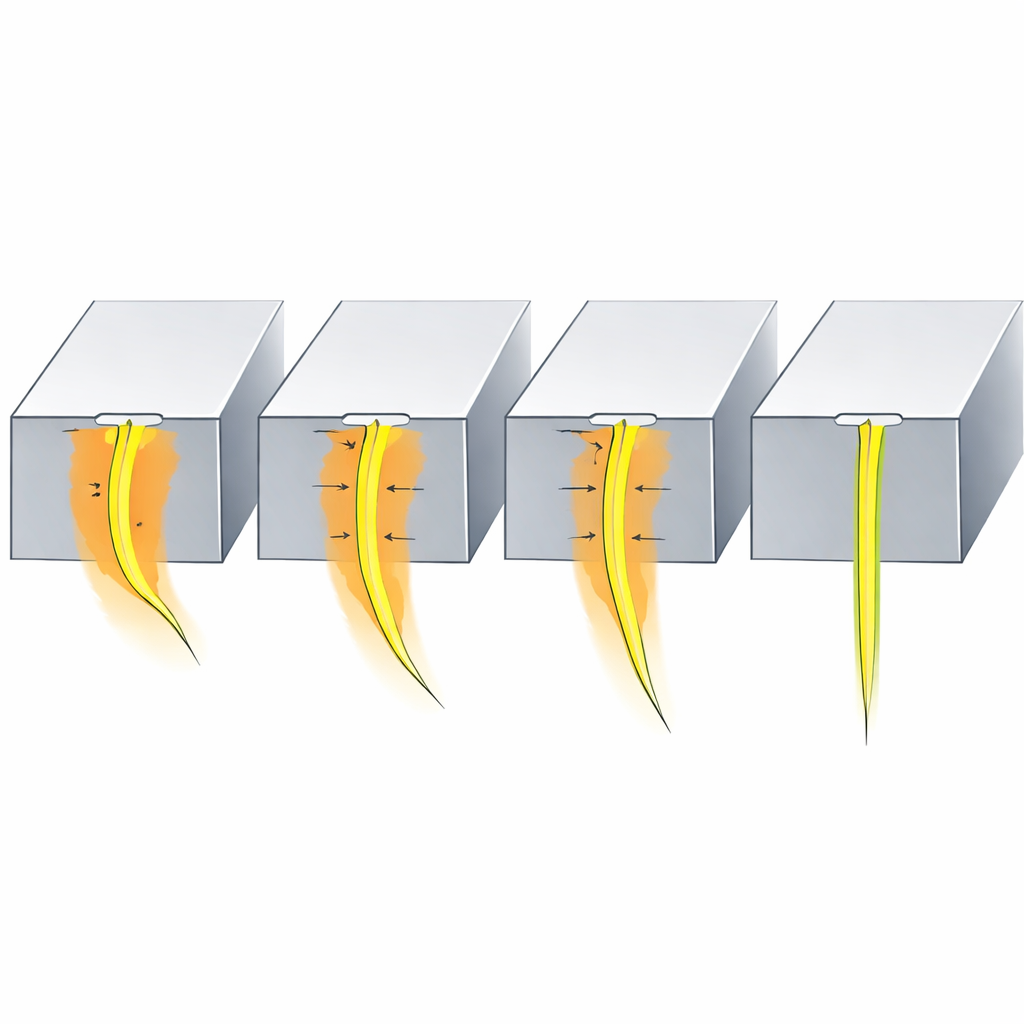
Lorsque l’acier est coupé à très grande vitesse, le matériau près de la coupe peut chauffer plus vite que la chaleur ne peut s’évacuer. Il en résulte une zone étroite où la déformation et la température se combinent pour réarranger les petits cristaux à l’intérieur de l’acier. Cette zone, appelée bande de cisaillement adiabatique, apparaît en microscopie comme une bande brillante le long du bord découpé. Dans cette étude, les chercheurs ont soigneusement poli des sections transversales des disques extraits et examiné les bords. Même à la vitesse la plus faible, ils ont déjà trouvé une bande étroite au milieu du bord, entourée d’une région plus large fortement déformée. À des vitesses plus élevées, la bande s’allongeait et se déplaçait, tandis que la zone déformée environnante rétrécissait.
Des ruptures rugueuses aux découpes lisses en S
La forme visible et la rugosité du bord découpé ont changé radicalement avec la vitesse. À basse vitesse, le bord présentait une large zone de matériau endommagé et une surface de fracture dentelée, entraînant une rugosité relativement élevée. À mesure que le poinçon se déplaçait plus vite, le profil du bord prenait une forme caractéristique en S et la surface devenait plus lisse. Autour de 8 mètres par seconde, la bande brillante s’étendait sur plus de la moitié de l’épaisseur de la tôle et la fracture semblait la suivre de près. La rugosité mesurée chutait bien en dessous de celle de l’emboutissage conventionnel. À la vitesse maximale de 17 mètres par seconde, la bande traversait toute l’épaisseur de la tôle, le bord paraissait très lisse et la zone de déformation plus large avait presque disparu.
Ce qui se passe à l’intérieur de l’acier
Pour voir ce qui se passait au niveau microscopique, l’équipe a utilisé des techniques d’imagerie avancées par électrons pour cartographier la structure cristalline et la taille des grains près du bord découpé, et a mesuré la dureté en de nombreux points microscopiques. À la vitesse la plus basse, ils ont trouvé une large région de cristaux fortement déformés autour de la bande et un effet d’écrouissage net : la bande elle‑même devenait très dure à mesure que les grains se raffinaient, et la rupture survenait juste à côté dans la zone plus endommagée. À la vitesse la plus élevée, la déformation s’est concentrée dans une bande beaucoup plus fine de grains très fins, avec presque aucune zone de déformation environnante. Ici, la bande n’était que légèrement plus dure que l’acier de base, ce qui suggère que le chauffage et l’adoucissement locaux, plutôt que l’écrouissage, dominaient le comportement et guidaient l’endroit où le matériau finissait par se rompre.
Pourquoi cela compte pour la fabrication future
En comparant des vitesses de coupe sur une plage exceptionnellement large, ce travail montre que la vitesse d’emboutissage peut être utilisée comme un levier puissant pour contrôler où et comment se forment les bandes de cisaillement adiabatiques, leur longueur et leur largeur, et la finesse du bord obtenu. À très haute vitesse, la bande occupe toute l’épaisseur de la tôle, la coupe suit cette zone transformée étroite et la rugosité chute à des niveaux qui peuvent rendre inutile tout usinage de finition supplémentaire. Pour l’industrie, cela signifie qu’avec des presses haute vitesse correctement conçues, il peut être possible d’extraire des pièces complexes à partir d’aciers très résistants et d’obtenir des bords fonctionnels et de haute qualité en une seule étape.
Citation: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Mots-clés: emboutissage à grande vitesse, bandes d’écrouissage adiabatiques, découpe de tôle, qualité de surface, acier automobile