Clear Sky Science · pl
Tworzenie pasm ścinających zależnych od prędkości w procesach wykrawania
Dlaczego szybsze cięcie metalu może dawać lepsze efekty
Kiedy producenci samochodów lub inne branże wykrawają części z twardych arkuszy stali, krawędzie cięcia często są chropowate i wymagają dodatkowej obróbki. To badanie bada interesującą hipotezę: jeśli ciąć metal ekstremalnie szybko, materiał przy krawędzi krótko zmiękcza się i przekształca w wąskiej strefie, tworząc zaskakująco gładką, wytrzymałą i odporną na zużycie powierzchnię. Zrozumienie, jak ten efekt zależy od prędkości cięcia, może pomóc zaprojektować części wychodzące z pras już „wykończone”, oszczędzając czas, energię i koszty.
Jak części metalowe są wykrawane z blachy
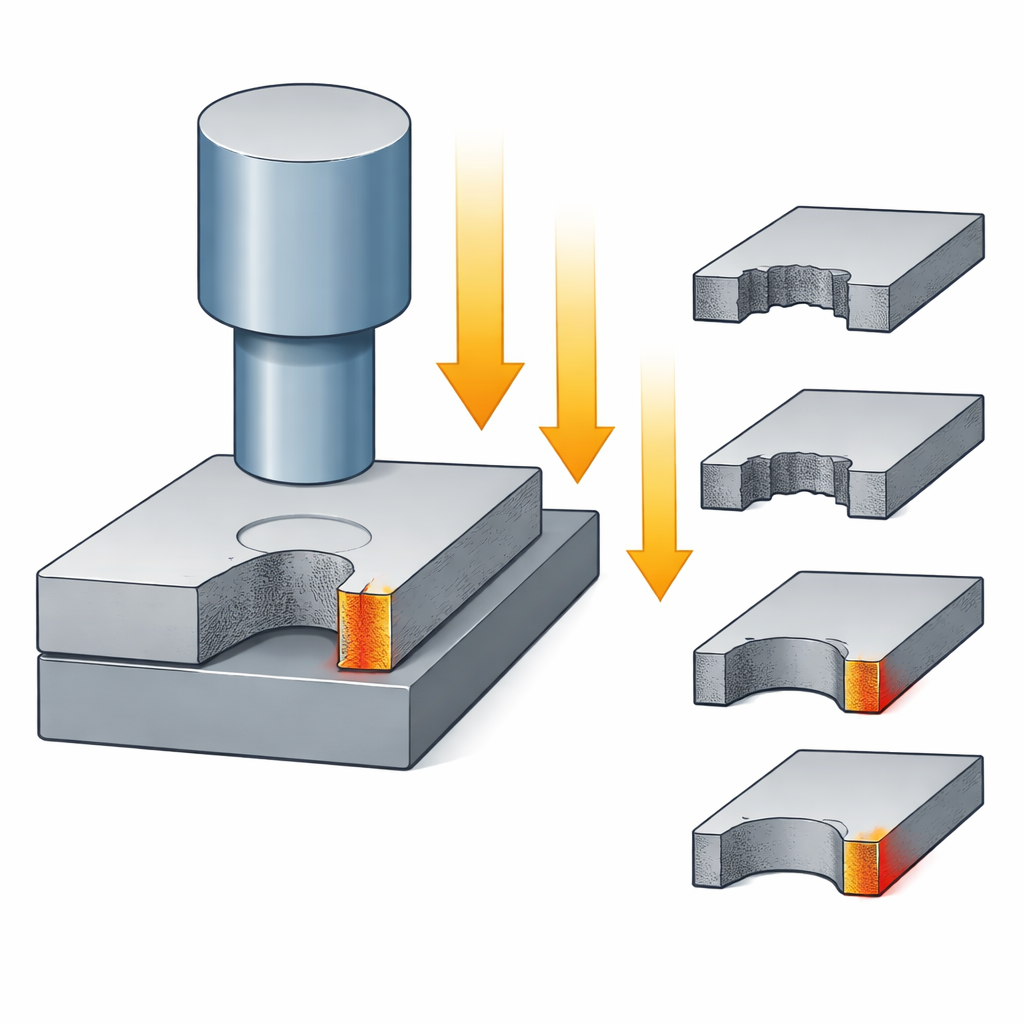
W wielu zakładach płaskie arkusze stali formuje się, wtłaczając stempelek przez arkusz w matrycę — proces nazywany wykrawaniem. Przy niskich prędkościach to raczej powolne miażdżenie; przy bardzo wysokich prędkościach przypomina kontrolowany udar. Zespół skupił się na wytrzymałej stali stosowanej w częściach związanych z bezpieczeństwem w samochodach: najpierw podgrzewanej i kształtowanej, a następnie hartowanej, dzięki czemu jest trudno obrabialna na czysto. Zmieniali prędkość ruchu stempla — od łagodnych 0,12 metra na sekundę do uderzeniowych 17 metrów na sekundę — używając trzech typów maszyn: tradycyjnej prasy mechanicznej, hydraulicznego systemu dużej prędkości oraz napędu elektromagnetycznego, który może bardzo szybko przyspieszyć stempel. W każdym przypadku geometrię narzędzia i szczelinę między stemplem a matrycą utrzymywano bez zmian, tak aby jedyną zmienną była prędkość cięcia.
Ukryte jasne pasmo przy krawędzi cięcia
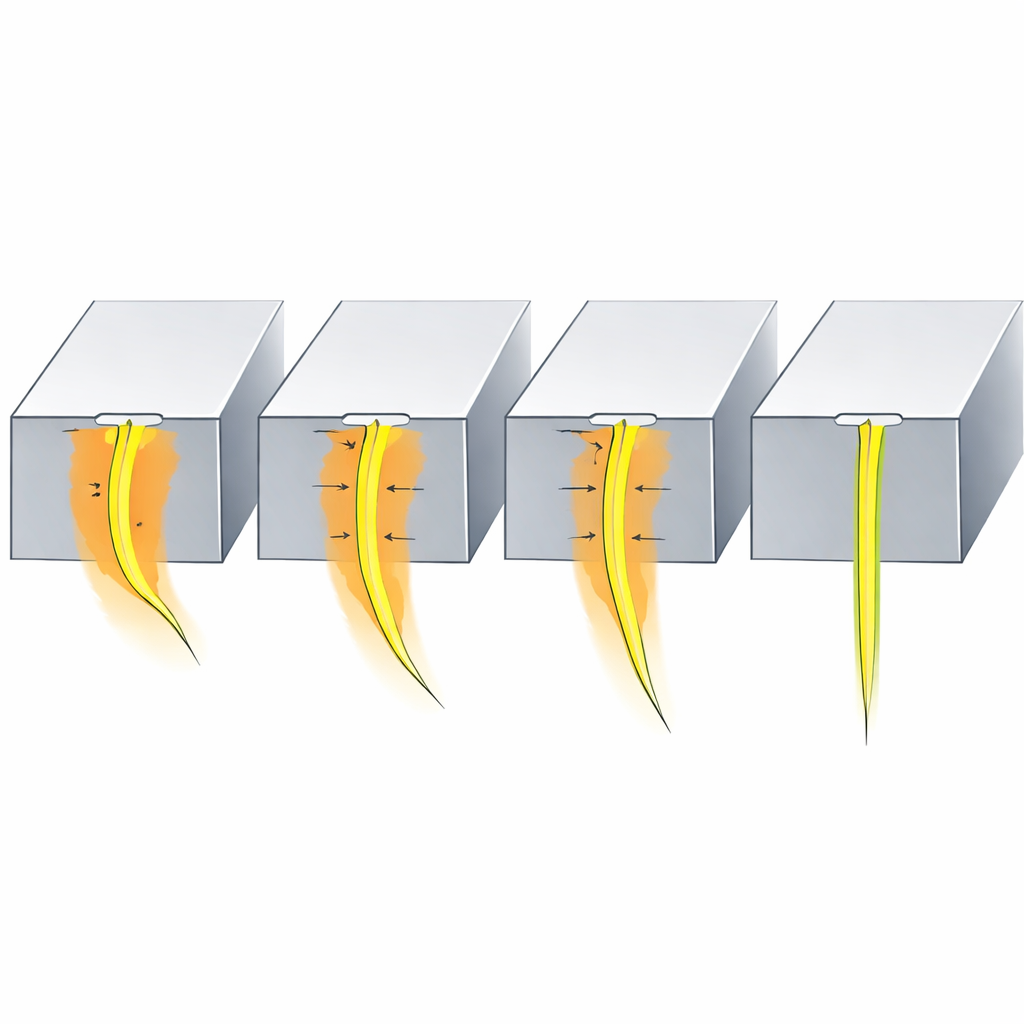
Gdy stal jest cięta bardzo szybko, materiał blisko krawędzi może chwilowo nagrzewać się szybciej, niż ciepło ma szansę uciec. W efekcie powstaje wąska strefa, w której odkształcenie i temperatura łączą się, przekształcając drobne kryształy wewnątrz stali. Ta strefa, zwana adiabatycznym pasmem ścinającym, uwidacznia się w obrazach mikroskopowych jako jasne, pasmowate pasmo wzdłuż krawędzi cięcia. W badaniu badacze starannie polerowali przekroje wyciętych dysków i analizowali krawędzie. Nawet przy najniższej prędkości znaleźli w środkowej części krawędzi wąskie pasmo, otoczone szerszym obszarem silnie odkształconym. Przy wyższych prędkościach pasmo wydłużało się i przesuwało, a otaczająca strefa odkształcenia zmniejszała się.
Od chropowatych pęknięć do gładkich, S-kształtnych cięć
Widoczny kształt i chropowatość krawędzi zmieniały się dramatycznie wraz z prędkością. Przy niskich prędkościach krawędź wykazywała szeroką strefę uszkodzonego materiału i poszarpaną powierzchnię pęknięcia, co skutkowało relatywnie dużą chropowatością. Gdy stempel poruszał się szybciej, profil krawędzi przyjmował charakterystyczny kształt S, a powierzchnia stawała się gładsza. Około 8 metrów na sekundę jasne pasmo rozciągało się na ponad połowę grubości blachy, a pęknięcie zdawało się podążać niemal dokładnie za nim. Zmierzona chropowatość spadła znacząco poniżej poziomu typowego dla konwencjonalnego wykrawania. Przy najwyższej prędkości 17 metrów na sekundę pasmo obejmowało całą grubość blachy, krawędź wyglądała bardzo gładko, a szersza strefa odkształcenia niemal zniknęła.
Co dzieje się wewnątrz stali
Aby zobaczyć, co zachodzi na poziomie mikrostrukturalnym, zespół użył zaawansowanych metod obrazowania elektronowego do mapowania struktury krystalicznej i rozmiaru ziaren w pobliżu krawędzi cięcia oraz zmierzył twardość w wielu drobnych punktach. Przy najniższej prędkości stwierdzili szeroki obszar silnie zdeformowanych kryształów wokół pasma oraz wyraźne utwardzenie: samo pasmo stało się bardzo twarde wskutek rafinacji ziaren, a zniszczenie następowało tuż obok niego w bardziej uszkodzonej strefie. Przy najwyższej prędkości deformacja skupiła się w znacznie cieńszym paśmie bardzo drobnych ziaren, z prawie żadną otaczającą strefą odkształcenia. Tutaj pasmo było tylko nieznacznie twardsze od stali bazowej, co sugeruje, że dominowało miejscowe nagrzewanie i zmiękczanie, a nie utwardzanie, i to ono kierowało miejscem ostatecznego pęknięcia materiału.
Dlaczego to ma znaczenie dla przyszłej produkcji
Porównując prędkości cięcia w nietypowo szerokim zakresie, praca ta pokazuje, że prędkość wykrawania może być użyta jako potężna dźwignia do kontrolowania, gdzie i jak formują się adiabatyczne pasma ścinające, jak długie i szerokie są oraz jak gładka staje się powstała krawędź. Przy bardzo dużych prędkościach pasmo obejmuje całą grubość blachy, cięcie podąża za tą wąską przemienioną strefą, a chropowatość spada do poziomów, które mogą uczynić dodatkowe wykańczanie krawędzi zbędnym. Dla przemysłu oznacza to, że przy odpowiednio zaprojektowanych prasach wysokiej prędkości może być możliwe wykrawanie złożonych części z bardzo wytrzymałych stali i uzyskanie funkcjonalnych, wysokiej jakości krawędzi w jednym kroku.
Cytowanie: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Słowa kluczowe: wykrawanie z dużą prędkością, adiabatyczne pasma ścinające, }cięcie blachy, jakość powierzchni, stal samochodowa