Clear Sky Science · nl
Snelheidsafhankelijke vorming van schuifbanden bij stansprocessen
Waarom sneller metaal snijden het beter kan maken
Wanneer autofabrikanten of andere industrieën onderdelen uit harde staalplaten ponsen, zijn de snijkanten vaak ruw en is nabehandeling nodig. Deze studie onderzoekt een intrigerend idee: als je het metaal extreem snel snijdt, verzacht en herordent het materiaal aan de rand zich kortstondig in een smalle zone, waardoor er een verrassend glad, sterk en slijtbestendig oppervlak ontstaat. Begrijpen hoe dit effect afhankelijk is van de snijsnelheid kan helpen om onderdelen zo te ontwerpen dat ze uit de pers komen als afgewerkt, wat tijd, energie en kosten bespaart.
Hoe metalen onderdelen uit plaat worden geponsd
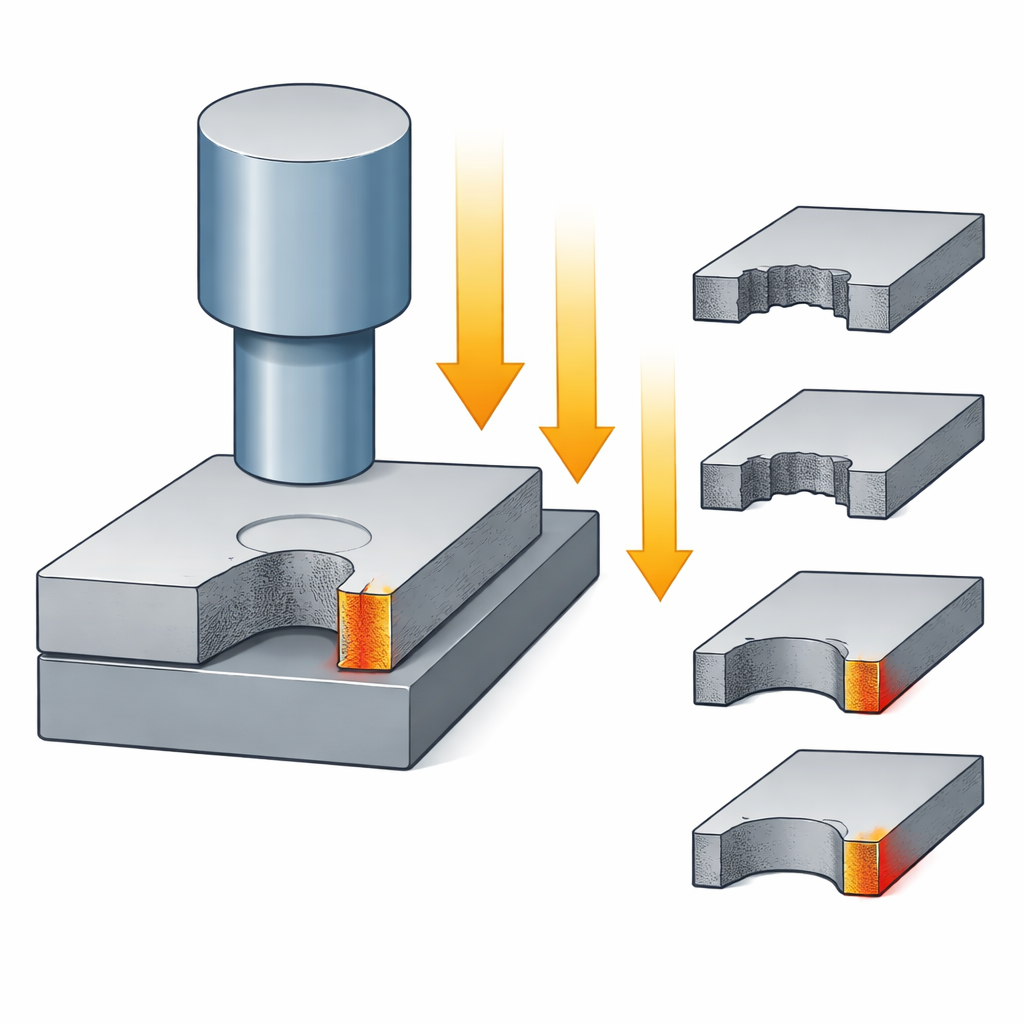
In veel fabrieken worden vlakke staalplaten gevormd door een stempel door de plaat in een matrijs te drukken, een proces dat stansen wordt genoemd. Bij lage snelheden is dit een redelijk langzame knijping; bij zeer hoge snelheden lijkt het meer op een gecontroleerde inslag. Het team richtte zich op een sterk staal dat wordt gebruikt in auto‑veiligheidsdelen: eerst verhit en gevormd, daarna gehard zodat het taai is maar moeilijk schoon te snijden. Ze varieerden hoe snel de stempel bewoog, van een zachte 0,12 meter per seconde tot een krachtige 17 meter per seconde, met drie verschillende soorten machines: een traditionele mechanische pers, een hogesnelheid hydraulisch systeem en een elektromagnetische aandrijving die de stempel extreem snel kan versnellen. In elk geval bleven de gereedschapsgeometrie en de speling tussen stempel en matrijs hetzelfde, zodat alleen de snijsnelheid veranderde.
Een verborgen heldere band aan de snijkant
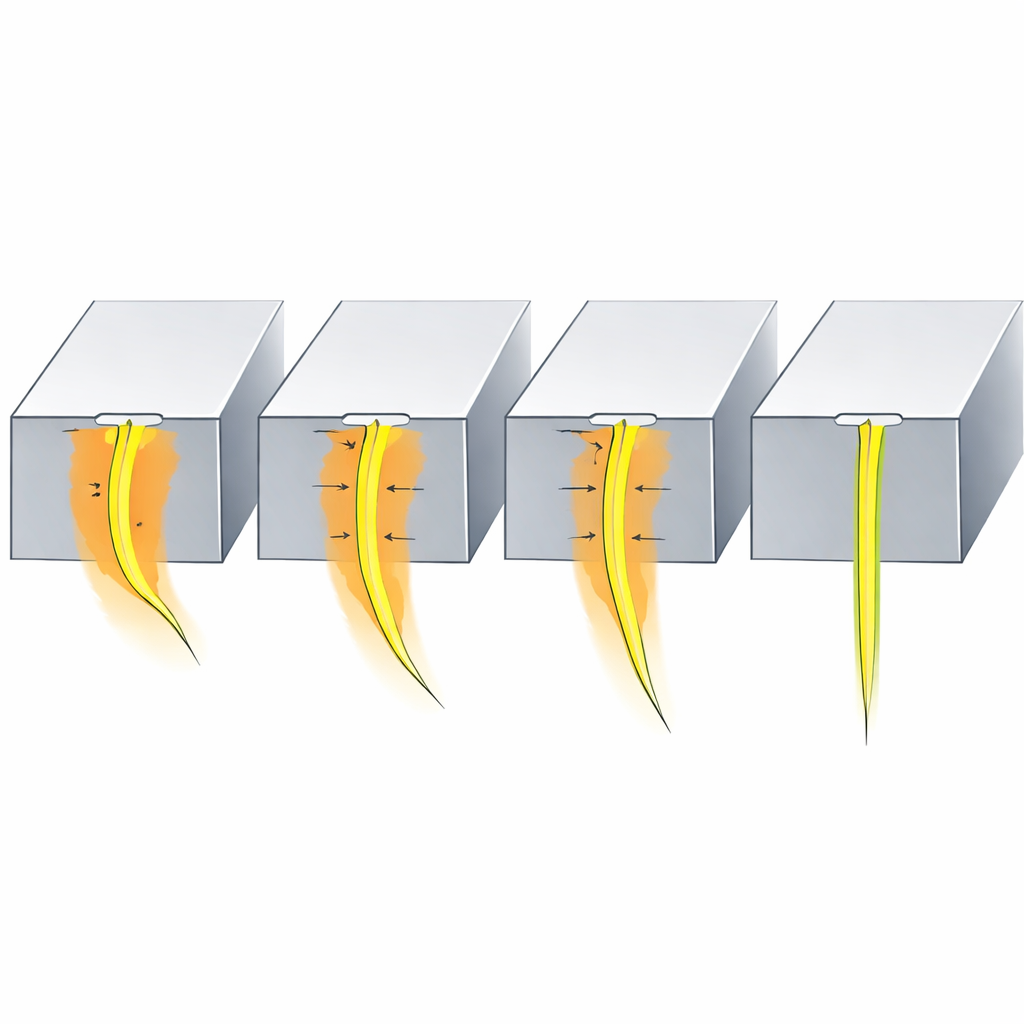
Wanneer staal bij zeer hoge snelheden wordt gesneden, kan het materiaal nabij de snede kortstondig opwarmen sneller dan de warmte kan afvoeren. Het resultaat is een smalle zone waarin vervorming en temperatuur samenwerken om de kleine kristallen in het staal te herschikken. Deze zone, een adiabatishce schuifband genoemd, verschijnt in microscoopbeelden als een heldere, bandvormige streep langs de snijkant. In deze studie polijstten de onderzoekers zorgvuldig dwarsdoorsneden van de uitgeponste schijven en onderzochten ze de randen. Zelfs bij de laagste snelheid vonden ze al een smalle band in het midden van de rand, omgeven door een bredere regio die sterk vervormd was. Bij hogere snelheden werd de band langer en verplaatste ze zich, terwijl de omringende vervormde zone krimpt.
Van ruwe breuken naar gladde, S‑vormige sneden
De zichtbare vorm en ruwheid van de snijkant veranderden dramatisch met de snelheid. Bij lage snelheden liet de rand een brede zone van beschadigd materiaal en een gekarteld fractuuroppervlak zien, wat tot relatief hoge ruwheid leidde. Toen de stempel sneller bewoog, kreeg het randprofiel een kenmerkende S‑vorm en werd het oppervlak gladder. Rond 8 meter per seconde strekte de heldere band zich over meer dan de helft van de plaatdikte uit en leek de breuk deze nauw te volgen. De gemeten ruwheid daalde ruim onder die van conventioneel stansen. Bij de hoogste snelheid van 17 meter per seconde liep de band door de volledige dikte van de plaat, zag de rand er zeer glad uit en verdween de bredere vervormde zone vrijwel helemaal.
Wat er binnenin het staal gebeurt
Om te zien wat er op microscopisch niveau gebeurde, gebruikte het team geavanceerde elektronengebaseerde beeldvorming om de kristalstructuur en korrelgrootte nabij de snijkant in kaart te brengen, en ze maten hardheid op vele kleine punten. Bij de laagste snelheid vonden ze een brede regio van sterk vervormde kristallen rond de band en een duidelijk hardingseffect: de band zelf werd erg hard doordat de korrels verfijnd raakten, en falen trad op net naast die band in de meer beschadigde zone. Bij de hoogste snelheid werd de vervorming geconcentreerd in een veel dunnere band van zeer fijne korrels, met vrijwel geen omringende vervormde zone. Hier was de band slechts iets harder dan het basismateriaal, wat suggereert dat lokale opwarming en zachting, eerder dan harding, het gedrag domineerden en bepaalden waar het materiaal uiteindelijk brak.
Waarom dit belangrijk is voor toekomstige productie
Door snijsnelheden over een ongebruikelijk breed bereik te vergelijken, toont dit werk aan dat de snelheid van stansen kan worden gebruikt als een krachtig instrument om te sturen waar en hoe adiabatishce schuifbanden ontstaan, hoe lang en breed ze zijn en hoe glad het resulterende randoppervlak wordt. Bij zeer hoge snelheden bestrijkt de band de volledige plaatdikte, volgt de snede deze smalle getransformeerde zone en daalt de ruwheid tot niveaus die extra randafwerking mogelijk overbodig maken. Voor de industrie betekent dit dat het met goed ontworpen hogesnelheidspersen mogelijk kan zijn om complexe onderdelen uit zeer sterke stalen te ponsen en in één stap functionele, hoogwaardige randen te verkrijgen.
Bronvermelding: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Trefwoorden: hoogsnelheidsstansen, adiabatische schuifbanden, plaatmetaalsnijden, oppervlaktekwaliteit, auto‑staal