Clear Sky Science · de
Geschwindigkeitsabhängige Bildung von Scherungsbändern beim Stanzprozess
Warum Metall schneller zu schneiden die Qualität verbessern kann
Wenn Autohersteller oder andere Industrien Bauteile aus harten Stahlblechen stanzen, sind die Schnittkanten oft rau und müssen nachbearbeitet werden. Diese Studie untersucht eine interessante Idee: Wenn man das Metall extrem schnell schneidet, erweicht und reorganisiert sich das Material an der Kante kurzzeitig in einer engen Zone, wodurch eine überraschend glatte, feste und verschleißbeständige Oberfläche entstehen kann. Zu verstehen, wie dieser Effekt von der Schnittgeschwindigkeit abhängt, könnte helfen, Bauteile so zu gestalten, dass sie bereits aus der Presse „fertig“ herauskommen und dadurch Zeit, Energie und Kosten sparen.
Wie Bauteile aus Blech ausgestanzt werden
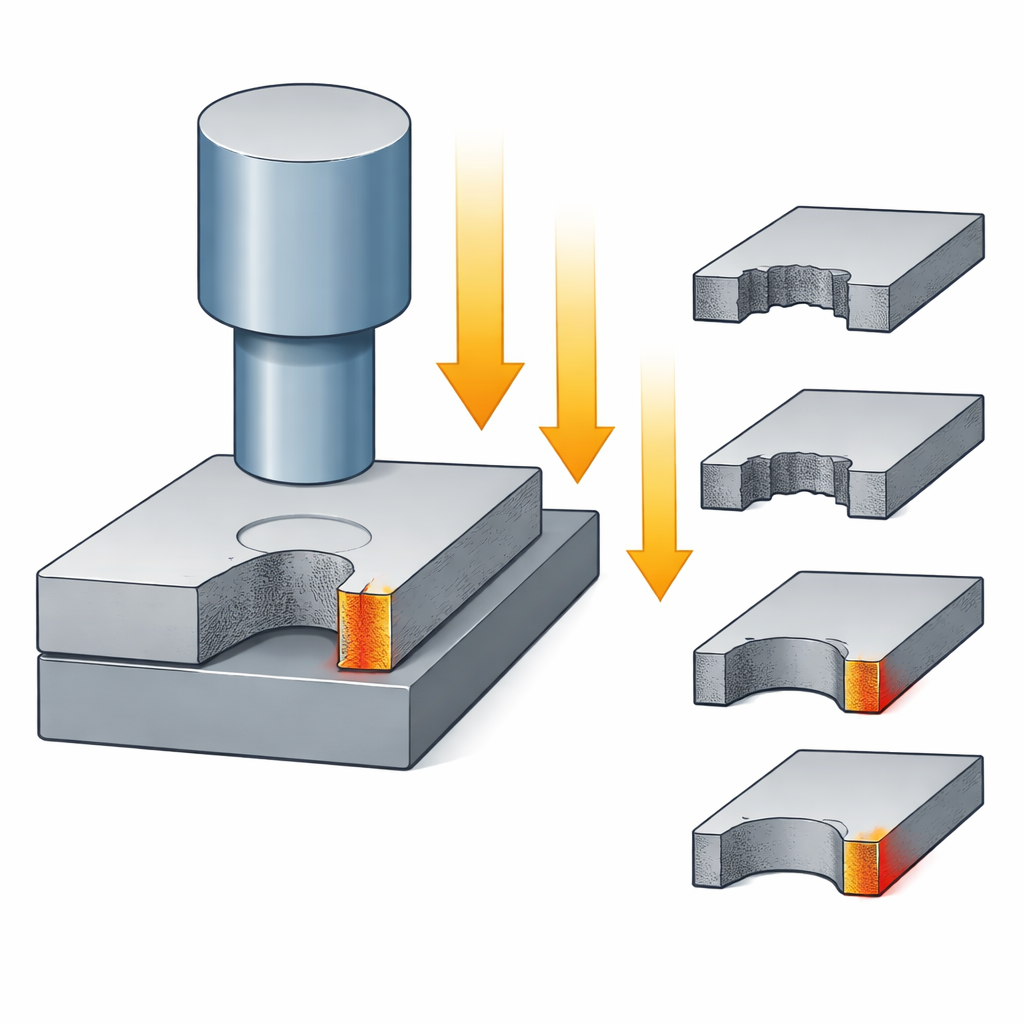
In vielen Fabriken werden flache Stahlbleche geformt, indem ein Stempel durch das Blech in eine Matrize gedrückt wird — ein Prozess, der Stanzen genannt wird. Bei geringen Geschwindigkeiten ist das ein vergleichsweise langsames Zusammendrücken; bei sehr hohen Geschwindigkeiten ähnelt es einem kontrollierten Aufprall. Das Team konzentrierte sich auf einen hochfesten Stahl, der in Sicherheitsbauteilen von Autos Verwendung findet, zunächst erhitzt und geformt und dann gehärtet wurde, sodass er zäh, aber schwierig sauber zu schneiden ist. Sie variierten die Stempelgeschwindigkeit von sanften 0,12 Metern pro Sekunde bis zu auffallenden 17 Metern pro Sekunde und nutzten drei verschiedene Maschinentypen: eine traditionelle mechanische Presse, ein schnelllaufendes Hydrauliksystem und einen elektromagnetischen Antrieb, der den Stempel extrem schnell beschleunigen kann. In allen Fällen blieben Werkzeuggeometrie und Spalt zwischen Stempel und Matrize gleich, sodass sich nur die Schnittgeschwindigkeit änderte.
Ein verborgenes helles Band an der Schnittkante
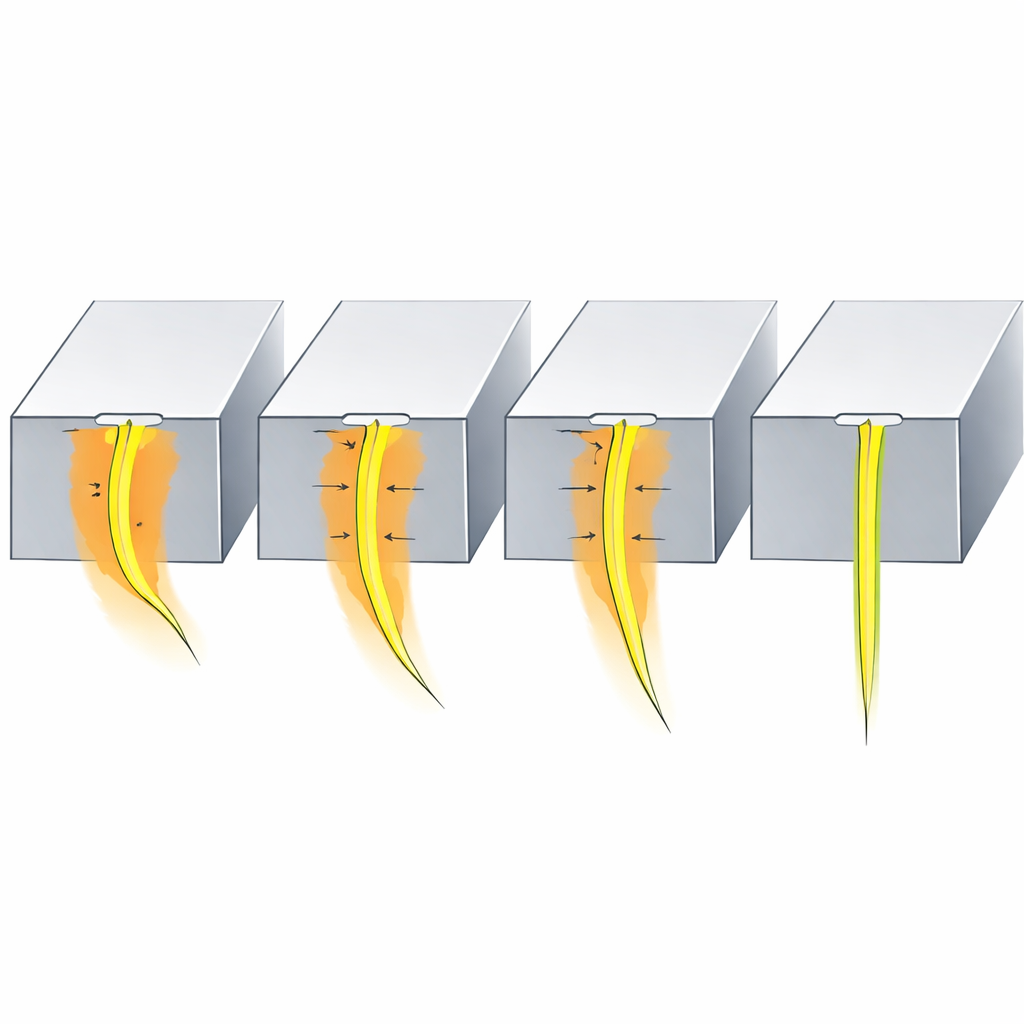
Wenn Stahl bei sehr hohen Geschwindigkeiten geschnitten wird, kann sich das Material nahe der Schnittstelle so schnell erwärmen, dass die Wärme nicht entweichen kann. Das Ergebnis ist eine schmale Zone, in der Verformung und Temperatur zusammenwirken und die feinen Kristalle im Stahl umordnen. Diese Zone, als adiabatiches Scherungsband bezeichnet, erscheint in Mikroskopaufnahmen als heller, bandförmiger Streifen entlang der Schnittkante. In dieser Studie polierten die Forschenden sorgfältig Querschnitte der ausgestanzten Scheiben und untersuchten die Kanten. Selbst bei der niedrigsten Geschwindigkeit fanden sie bereits ein schmales Band in der Mitte der Kante, umgeben von einer breiteren Zone starker Verformung. Bei höheren Geschwindigkeiten wurde das Band länger und verschob sich, während die umgebende verformte Zone schrumpfte.
Von rauen Brüchen zu glatten, S‑förmigen Schnitten
Die sichtbare Form und Rauheit der Schnittkante veränderte sich mit der Geschwindigkeit dramatisch. Bei niedrigen Geschwindigkeiten zeigte die Kante eine breite Zone beschädigten Materials und eine gezackte Bruchfläche, was zu relativ hoher Rauheit führte. Mit zunehmender Stempelgeschwindigkeit nahm das Kantprofil eine charakteristische S‑Form an und die Oberfläche wurde glatter. Etwa bei 8 Metern pro Sekunde erstreckte sich das helle Band über mehr als die Hälfte der Blechdicke und der Bruch schien ihm eng zu folgen. Die gemessene Rauheit fiel deutlich unter das Niveau des konventionellen Stanzens. Bei der höchsten Geschwindigkeit von 17 Metern pro Sekunde durchzog das Band die gesamte Blechdicke, die Kante erschien sehr glatt und die breitere Verformungszone verschwand nahezu.
Was im Inneren des Stahls vor sich geht
Um das Geschehen auf mikroskopischer Ebene zu untersuchen, nutzte das Team fortschrittliche elektronenbasierte Bildgebung, um Kristallstruktur und Korngröße nahe der Schnittkante zu kartieren, und bestimmte die Härte an vielen winzigen Punkten. Bei der niedrigsten Geschwindigkeit fanden sie eine breite Region stark verzerrter Kristalle um das Band und einen deutlichen Härtungseffekt: Das Band selbst wurde durch Kornverfeinerung sehr hart, und das Versagen trat direkt daneben in der stärker beschädigten Zone auf. Bei der höchsten Geschwindigkeit wurde die Verformung in ein viel dünneres Band sehr feiner Körner gelenkt, mit nahezu keiner umgebenden Verformungszone. Hier war das Band nur geringfügig härter als der Grundwerkstoff, was darauf hindeutet, dass lokale Erwärmung und Erweichung — statt Härtung — das Verhalten dominierten und bestimmten, wo das Material schließlich brach.
Warum das für die Fertigung der Zukunft wichtig ist
Indem sie Schnittgeschwindigkeiten über einen ungewöhnlich weiten Bereich verglichen, zeigen die Ergebnisse, dass die Geschwindigkeit beim Stanzen als mächtiger Hebel eingesetzt werden kann, um zu steuern, wo und wie adiabatice Scherungsbänder entstehen, wie lang und breit sie sind und wie glatt die resultierende Kante wird. Bei sehr hohen Geschwindigkeiten nimmt das Band die volle Blechdicke ein, der Schnitt folgt dieser schmalen umgewandelten Zone, und die Rauheit sinkt auf Werte, die zusätzliche Kantenbearbeitung möglicherweise überflüssig machen. Für die Industrie bedeutet das, dass mit entsprechend ausgelegten Hochgeschwindigkeitspressen komplexe Bauteile aus sehr harten Stählen gestanzt und funktionsfähige, hochwertige Kanten in einem einzigen Arbeitsschritt erzielt werden könnten.
Zitation: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Schlüsselwörter: Hochgeschwindigkeitsstanzen, adiabatische Scherungsbänder, Blechschneiden, Oberflächenqualität, Automobilstahl