Clear Sky Science · sv
Hastighetsberoende bildning av skjuvband vid stansningsprocesser
Varför snabbare metallsågning kan ge bättre resultat
När fordonsfabriker eller andra industrier stansar ut delar ur hårda stålskivor blir snittkanterna ofta grova och kräver efterbearbetning. Denna studie undersöker en fascinerande idé: om man skär metallen extremt snabbt mjuknar och omfördelar materialet vid kanten under en kort stund i en smal zon, vilket kan ge en förvånansvärt jämn, stark och slitstark yta. Att förstå hur denna effekt beror på skärhastigheten kan hjälpa till att utforma processer där detaljerna lämnar pressen redan ”färdiga”, vilket sparar tid, energi och kostnader.
Hur metalldelar stansas ur plåt
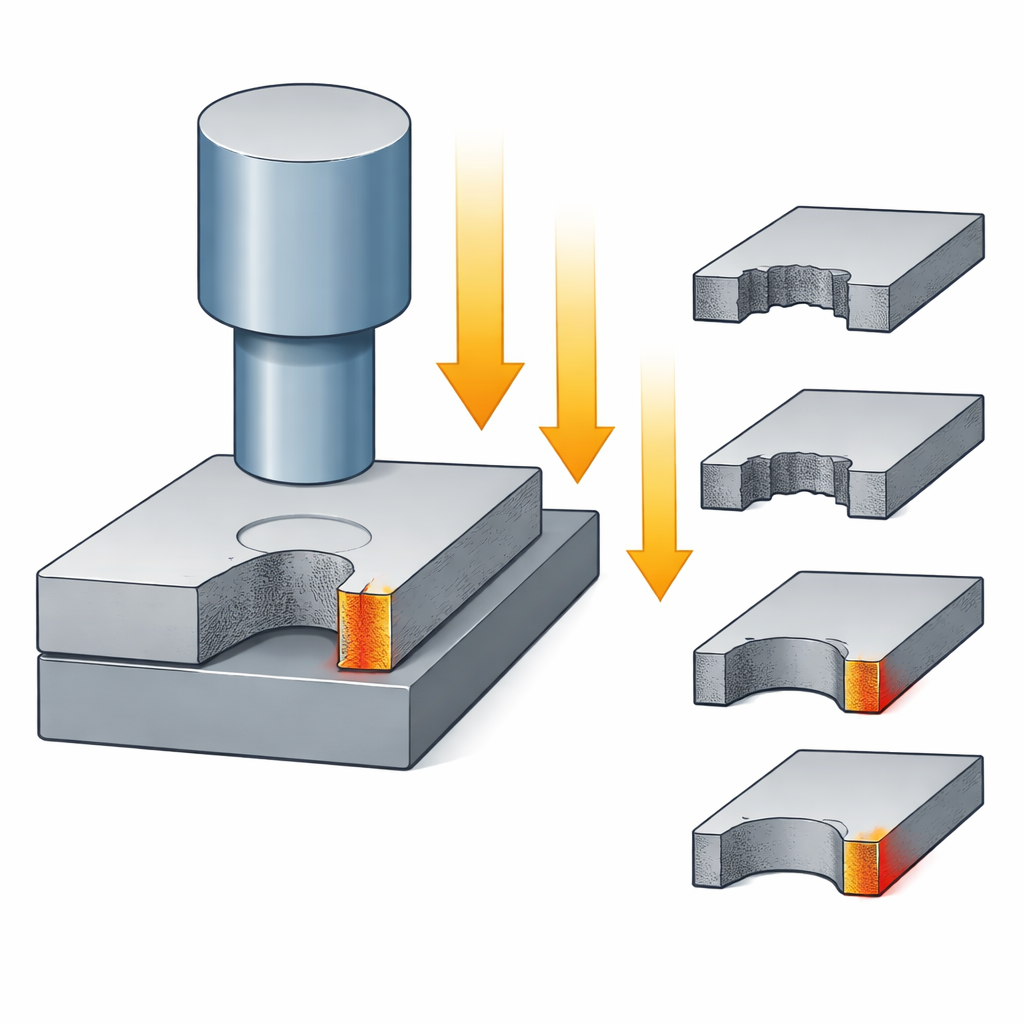
I många fabriker formas plana stålskivor genom att en stans pressas genom plåten in i en dyna, en process som kallas blankning. Vid låga hastigheter är det en ganska långsam press; vid mycket höga hastigheter liknar det en kontrollerad stöt. Forskargruppen fokuserade på ett starkt stål som används i fordonsäkerhetsdetaljer, först värmt och format och sedan hårdnat så att det är segt men svårt att få ett rent snitt i. De varierade hur snabbt stansen rörde sig, från en mjuk 0,12 meter per sekund upp till kraftfulla 17 meter per sekund, med tre olika typer av maskiner: en traditionell mekanisk press, ett högfarts hydrauliksystem och en elektromagnetisk drivning som kan accelerera stansen mycket snabbt. I varje fall hölls verktygsgeometrin och gapet mellan stans och dyna oförändrade, så att endast skärhastigheten varierade.
En dold ljus list vid snittkanten
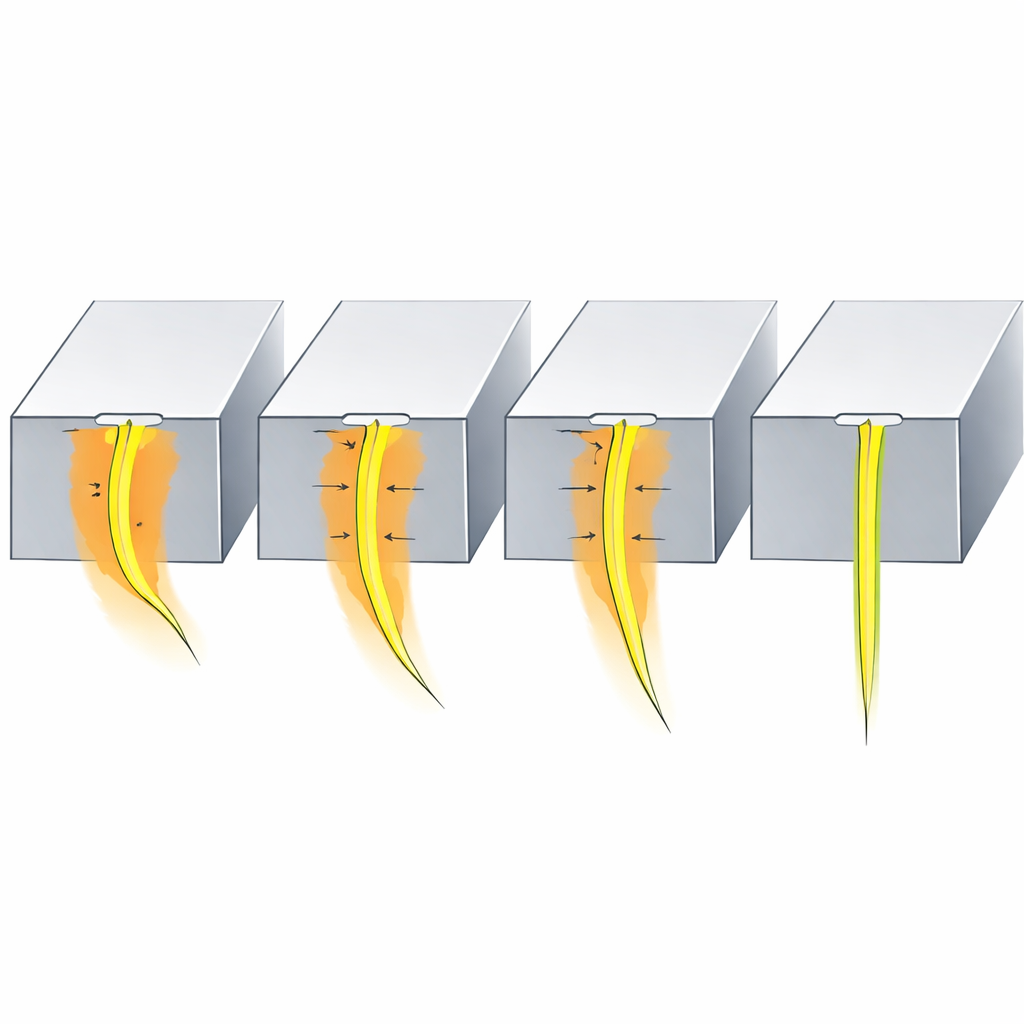
När stål skärs vid mycket höga hastigheter kan materialet nära snittet snabbt värmas upp snabbare än värmen hinner avledas. Resultatet blir en smal zon där deformation och temperatur samverkar för att omlagra stålets små kristaller. Denna zon, kallad ett adiabatisk skjuvband, syns i mikroskopbilder som en ljus, bandliknande rand längs snittkanten. I studien polerade forskarna noggrant tvärsnitt av de utskurna skivorna och undersökte kanterna. Även vid den lägsta hastigheten fann de redan ett smalt band i mitten av kanten, omgivet av en bredare region som blivit kraftigt deformerad. Vid högre hastigheter blev bandet längre och försköt sig, medan den omgivande deformerade zonen krympte.
Från grova brott till jämna, S‑formade snitt
Den synliga formen och grovheten hos snittkanten förändrades dramatiskt med hastigheten. Vid låga hastigheter visade kanten en bred zon med skadat material och en ojämn brottyta, vilket gav relativt hög grovhet. När stansen rörde sig snabbare fick kantprofilen en karakteristisk S‑form och ytan blev jämnare. Runt 8 meter per sekund sträckte sig det ljusa bandet över mer än halva plåttjockleken och brottet följde det tätt. Uppmätt grovhet föll väl under den vid konventionell blankning. Vid högsta hastigheten på 17 meter per sekund gick bandet igenom hela plåttjockleken, kanten såg mycket slät ut och den bredare deformationszonen nästan försvann.
Vad som sker inne i stålet
För att se vad som hände på mikroskopisk nivå använde teamet avancerad elektronbaserad avbildning för att kartlägga kristallstrukturen och kornstorleken nära snittkanten, och de mätte hårdhet på många små punkter. Vid lägsta hastighet fann de en bred region med kraftigt förvridna kristaller runt bandet och en tydlig hårdnings effekt: själva bandet blev mycket hårt då kornen förfinades, och brott uppstod precis intill i den mer skadade zonen. Vid högsta hastighet kanaliserades deformationen in i ett mycket tunnare band av mycket fina korn, med nästan ingen omgivande deformationszon. Här var bandet endast något hårdare än basstålet, vilket tyder på att lokal uppvärmning och mjukning snarare än hårdning dominerade beteendet och styrde var materialet slutligen brast.
Varför detta betyder något för framtida tillverkning
Genom att jämföra skärhastigheter över ett ovanligt brett intervall visar detta arbete att blankningshastigheten kan användas som en kraftfull parameter för att kontrollera var och hur adiabatisk skjuvband bildas, hur långa och breda de blir och hur jämn den resulterande kanten blir. Vid mycket höga hastigheter tar bandet över hela plåttjockleken, snittet följer denna smala transformerade zon och grovheten sjunker till nivåer som kan göra ytterligare kantbearbetning onödig. För industrin innebär detta att det med rätt utformade högfartspressar kan bli möjligt att stansa komplexa delar ur mycket starka stål och få funktionella, högkvalitativa kanter i ett enda steg.
Citering: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Nyckelord: högfartstansning, adiabatiska skjuvband, plåtbearbetning, ytkvalitet, fordonsstål