Clear Sky Science · he
יצירת פסי גזירה התלויה במהירות בתהליכי חיתוך בלנקינג
מדוע חיתוך מהיר יכול לשפר את המתכת
כשיצרני רכב ותעשיות אחרות מדחסים חלקים מפני גיליונות פלדה קשים, קצוות החיתוך לעתים קרובות גסים ודורשים גימור נוסף. מחקר זה בוחן רעיון מעניין: אם חותכים את המתכת במהירות גבוהה מאוד, החומר בקצה נשאר רך לשבריר שניה ומתארגן מחדש באזור צר, מה שיוצר פני שטח חלקים, חזקים ועמידים לשחיקה באופן מפתיע. הבנת התלות של אפקט זה במהירות החיתוך יכולה לסייע בתכנון חלקים שיוצאים מהעובש כבר "גמורים", ובכך לחסוך זמן, אנרגיה ועלויות.
כיצד מחתיכים חלקים מגיליון
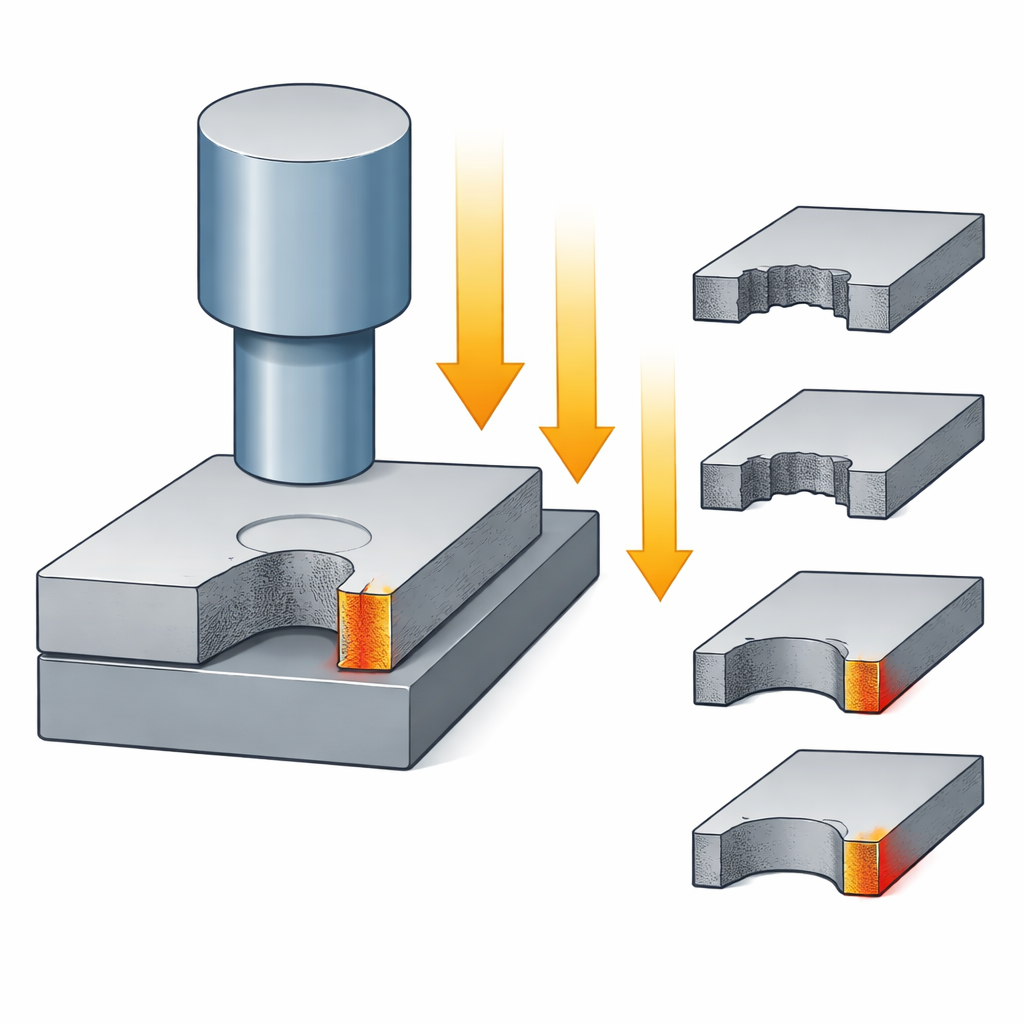
ברוב המפעלים מעצבים גיליונות פלדה שטוחים על ידי דחיפת פאנץ' דרך הגיליון לתוך מתכתית, בתהליך שנקרא בלנקינג. במהירויות נמוכות זה יותר דחיסה איטית; במהירויות גבוהות זה דומה להלם מבוקר. הצוות התמקד בפלדה חזקה המשמשת ברכיבי בטיחות ברכב, שחוממה ועוצבה תחילה ואז הוקשה, כך שהיא חזקה אך קשה לחיתוך נקי. הם שינו את מהירות תנועת הפאנץ', מ־0.12 מטר לשנייה רכה ועד 17 מטר לשנייה מהירה, בעזרת שלושה סוגי מכונות: רצ'שיון מכני מסורתי, מערכת הידראולית מהירה, ומניעת אלקטרומגנטית שיכולה להאיץ את הפאנץ' במהירות גבוהה מאוד. בכל מקרה שמרו על גאומטריית הכלי והמרווח בין הפאנץ' לנקב כדי שרק מהירות החיתוך תשתנה.
פס בהיר נסתר בקצה החיתוך
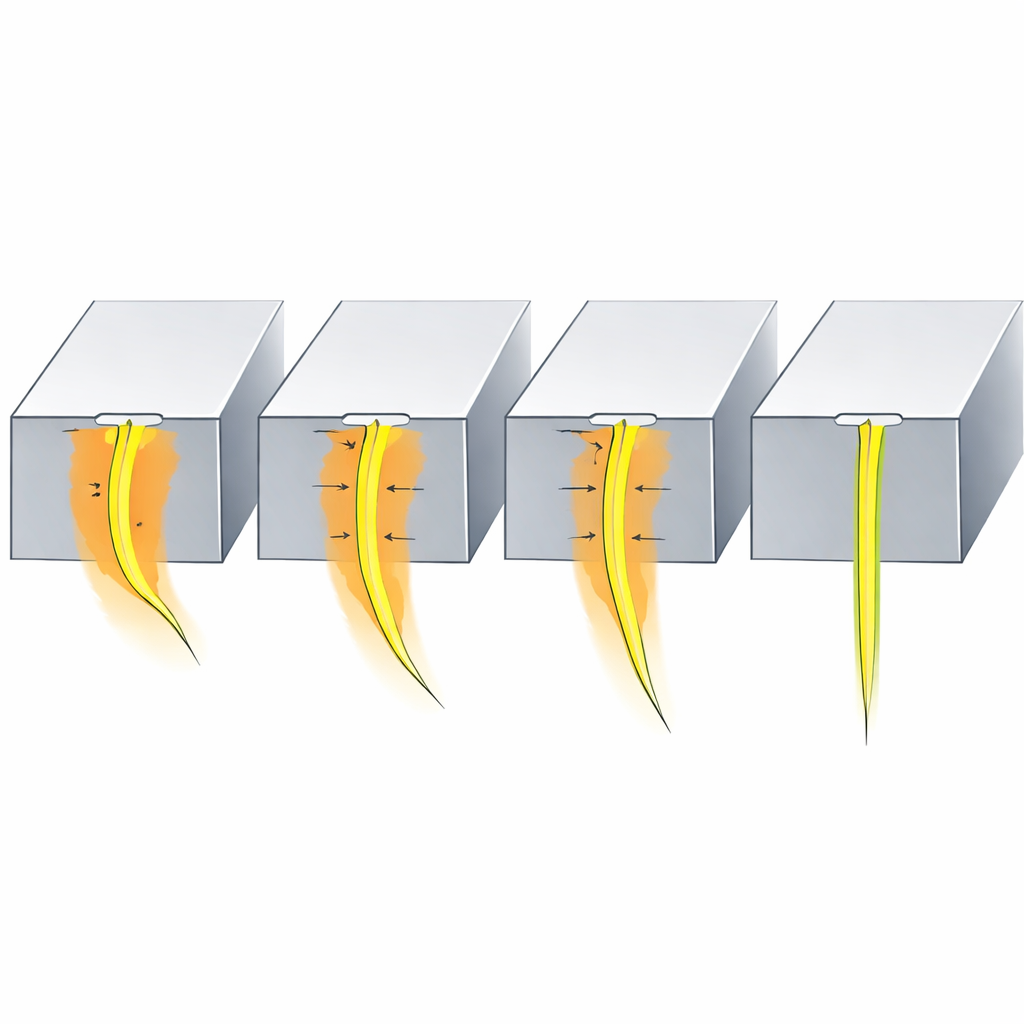
כאשר חותכים פלדה במהירויות גבוהות מאוד, החומר בקרבת החיתוך יכול להתחמם במהירות גדולה יותר מיכולת הבריחה של החום. התוצאה היא אזור צר שבו העיוות והטמפרטורה פועלים יחד כדי לארגן מחדש את הגבישים הקטנים בתוך הפלדה. אזור זה, שנקרא פס גזירה אדיאבטי, מופיע בתמונות מיקרוסקופיות כפס בהיר לאורך קצה החיתוך. במחקר זה החוקרם ליטשו בעדינות חתכים רוחביים של הדיסקים המותכים ובחנו את הקצוות. אפילו במהירות הנמוכה ביותר הם מצאו כבר פס צר באמצע הקצה, מוקף באזור נרחב יותר שעובר עיוות חמור. במהירויות גבוהות יותר הפס התארך והזיז את מיקומו, ואזור העיוות הסובב הצטמצם.
מנסיונות שבר גסים לחיתוכים חלקים בצורת S
צורת הקצה הנראית וגבישיותו השתנו באופן דרמטי עם המהירות. במהירויות נמוכות הופיע באזור רוחב של חומר פגוע ומשטח שבר משונן, מה שהוביל למחוספסות יחסית גבוהה. ככל שהפאנץ' נע מהר יותר, פרופיל הקצה קיבל צורת S אופיינית ומשטחו נעשה חלק יותר. בסביבות 8 מטר לשנייה הפס הבהיר התפרש על יותר ממחצית עובי הגיליון וההשבר נראה כעוקב אחריו בצמוד. המחוספסות הנמדדת ירדה מתחת לרמות של בלנקינג קונבנציונלי. במהירות הגבוהה ביותר של 17 מטר לשנייה הפס התפרש על כל עובי הגיליון, הקצה נראה חלק מאוד, ואזור העיוות הרחב כמעט נעלם.
מה קורה בתוך הפלדה
כדי לראות את ההתנהגות ברמה המיקרוסקופית השתמשו החוקרים בהתמיינות אלקטרונית מתקדמת למיפוי מבנה הגבישים וגודל הגרעינים בסמוך לקצה החיתוך, ומדדו קשיות בנקודות זעירות רבות. במהירות הנמוכה ביותר הם מצאו אזור רחב של גבישים מעוותים בחוזקה סביב הפס ואפקט התקשות ברור: הפס עצמו התקשה מאוד כאשר הגרעינים עודנו, והכשל התרחש מיד לצידו באזור הפגוע יותר. במהירות הגבוהה ביותר העיוות הופנה לפס דק הרבה יותר של גרעינים מאוד עדינים, עם כמעט אפס אזור עיוות סובב. כאן הפס היה רק מעט קשה יותר מהפלדה הבסיסית, מה שמרמז שחימום מקומי וריכוך, ולא התקשות, שלטו בהתנהגות וכיוונו היכן החומר נשבר בסופו של דבר.
מדוע זה חשוב לייצור עתידי
בהשוואת מהירויות חיתוך בטווח רחב מהרגיל, עבודה זו מראה שניתן להשתמש במהירות הבלנקינג כלוח עוצמתי לשינוי איפה ואיך נוצרים פסי גזירה אדיאבטיים, עד כמה הם ארוכים ורחבים, וכמה חלק הופך הקצה. במהירויות גבוהות מאוד הפס כובש את כל עובי הגיליון, החיתוך עוקב אחרי האזור המהונדס הצר הזה, והמחוספסות יורדת לרמות שעשויות להמנע צורך בגימור קצה נוסף. עבור התעשייה, משמעות הדבר היא שבעזרת עיצוב נכון של מכונות בלנקינג מהירות ניתן לדחוס חלקים מורכבים מפלדות מאוד חזקות ולקבל קצוות פונקציונליים ואיכותיים בצעד בודד.
ציטוט: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
מילות מפתח: חיתוך בלנקינג במהירות גבוהה, פסי גזירה אדיאבטיים, חיתוך גיליונות מתכת, איכות פני השטח, פלדת רכב