Clear Sky Science · ru
Формирование сдвиговых полос, зависящее от скорости, при процессах вырубки
Почему быстрее резать металл может означать лучше
Когда автопроизводители или другие отрасли вырубает детали из закалённых стальных листов, кромки часто получаются шероховатыми и требуют дополнительной обработки. В этом исследовании рассматривается интригующая идея: если резать металл экстремально быстро, материал на краю кратковременно размягчается и перестраивается в узкой зоне, что даёт неожиданно гладкую, прочную и износостойкую поверхность. Понимание того, как этот эффект зависит от скорости резания, может помочь проектировать детали, которые выходят из пресса уже «готовыми», экономя время, энергию и затраты.
Как вырубают детали из листа
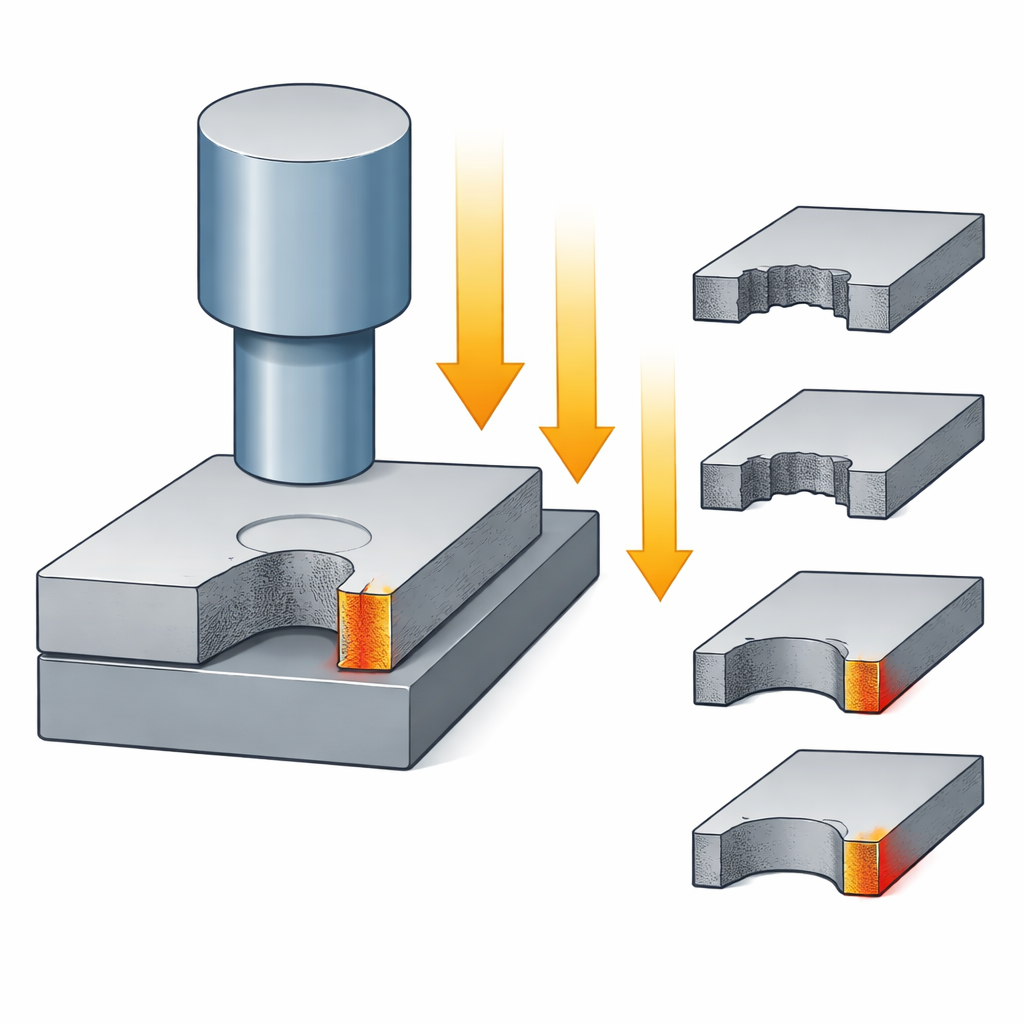
Во многих цехах плоские стальные листы формуют, проталкивая пуансоном через лист в матрицу — процесс, называемый вырубкой. При низких скоростях это довольно медленное сжатие; при очень высоких скоростях оно ближе к контролируемому удару. Авторы сосредоточились на прочной стали, применяемой в элементах безопасности автомобилей: её сначала нагревают и формуют, затем закаливают, в результате она получается прочной, но трудно режется чисто. Они варьировали скорость хода пуансона — от мягких 0,12 метра в секунду до впечатляющих 17 метров в секунду — используя три типа машин: традиционный механический пресс, высокоскоростную гидравлическую систему и электромагнитный привод, способный очень быстро разгонять пуансон. В каждом случае геометрия инструмента и зазор между пуансоном и матрицей сохранялись неизменными, так что менялась только скорость резания.
Скрытая светлая полоса на кромке реза
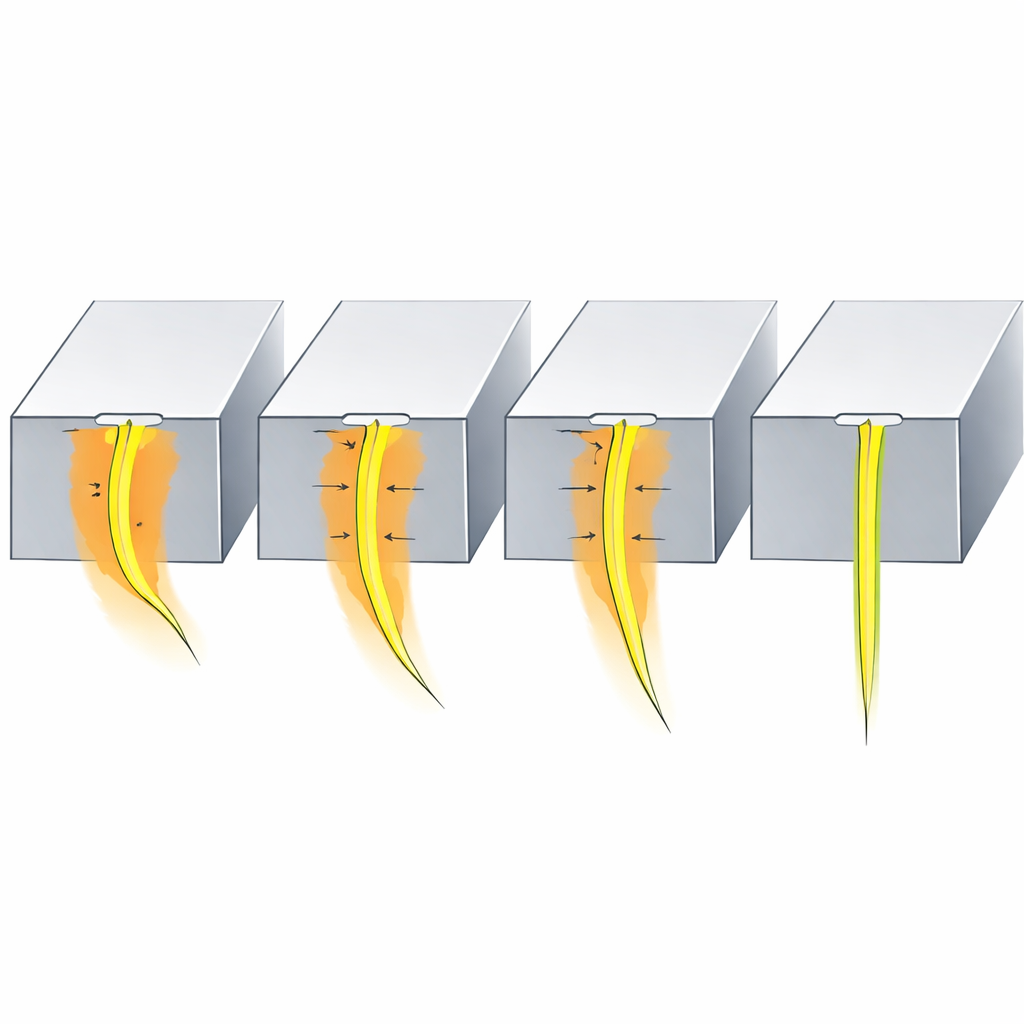
При очень высокой скорости резания материал рядом с разрезом может кратковременно нагреваться быстрее, чем тепло успевает отводиться. В результате образуется узкая зона, где деформация и температура сочетаются и перестраивают микрокристаллическую структуру стали. Эта зона, называемая адиабатической сдвиговой полосой, в микроскопе проявляется как светлая полоска вдоль кромки реза. В исследовании авторы тщательно полировали поперечные сечения вырубленных дисков и изучали кромки. Даже при самой низкой скорости они обнаружили узкую полосу посередине кромки, окружённую более широкой зоной сильной деформации. При повышении скоростей полоса удлинялась и смещалась, а окружающая её зона деформации уменьшалась.
От грубых изломов к гладким S‑образным срезам
Видимая форма и шероховатость кромки резко изменялись в зависимости от скорости. При низких скоростях кромка показывала широкую зону повреждённого материала и зубчатую поверхность излома, что приводило к относительно высокой шероховатости. По мере увеличения скорости профиль кромки приобретал характерную S‑образную форму, а поверхность становилась гладче. Около 8 метров в секунду светлая полоса тянулась более чем на половину толщины листа, и излом, по-видимому, следовал за ней. Измеренная шероховатость опускалась значительно ниже значений для традиционной вырубки. При наивысшей скорости 17 метров в секунду полоса проходила через всю толщину листа, кромка выглядела очень гладкой, а более широкая зона деформации почти исчезла.
Что происходит внутри стали
Чтобы понять происходящее на микроскопическом уровне, команда использовала продвинутую электронную микроскопию для картирования кристаллической структуры и размера зёрен у кромки реза и измеряла твёрдость в множестве точек. При самой низкой скорости они обнаружили широкую область сильно искривлённых кристаллов вокруг полосы и очевидный эффект упрочнения: сама полоса становилась очень твердой за счёт дробления зёрен, а разрушение происходило сразу рядом с ней в более повреждённой зоне. При наивысшей скорости деформация концентрировалась в гораздо более тонкой полосе из очень мелких зёрен, с почти отсутствующей окружающей зоной деформации. Здесь полоса была лишь слегка твёрже базовой стали, что указывает на то, что локальный нагрев и размягчение, а не упрочнение, доминировали в поведении и определяли место окончательного разрушения.
Почему это важно для будущего производства
Сравнивая скорости резания в необычно широком диапазоне, работа показывает, что скорость вырубки может служить мощным рычагом для управления тем, где и как формируются адиабатические сдвиговые полосы, насколько длинными и широкими они будут и насколько гладкой станет поверхность кромки. При очень высоких скоростях полоса охватывает всю толщину листа, разрез следует за этой узкой преобразованной зоной, и шероховатость падает до уровней, при которых дополнительная отделка кромки может стать не нужна. Для промышленности это означает, что при правильно сконструированных высокоскоростных прессах может быть возможно вырубать сложные детали из очень прочных сталей и получать функциональные, высококачественные кромки за один технологический шаг.
Цитирование: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Ключевые слова: высокоскоростная вырубка, адиабатические сдвиговые полосы, резка листового металла, качество поверхности, автомобильная сталь