Clear Sky Science · en
Velocity-dependent shear band formation in blanking processes
Why cutting metal faster can make it better
When car makers or other industries punch parts out of hard steel sheets, the cut edges are often rough and need extra finishing. This study explores an intriguing idea: if you cut the metal extremely fast, the material at the edge briefly softens and rearranges itself in a narrow zone, creating a surprisingly smooth, strong, and wear‑resistant surface. Understanding how this effect depends on cutting speed could help design parts that come out of the press already "finished," saving time, energy, and cost.
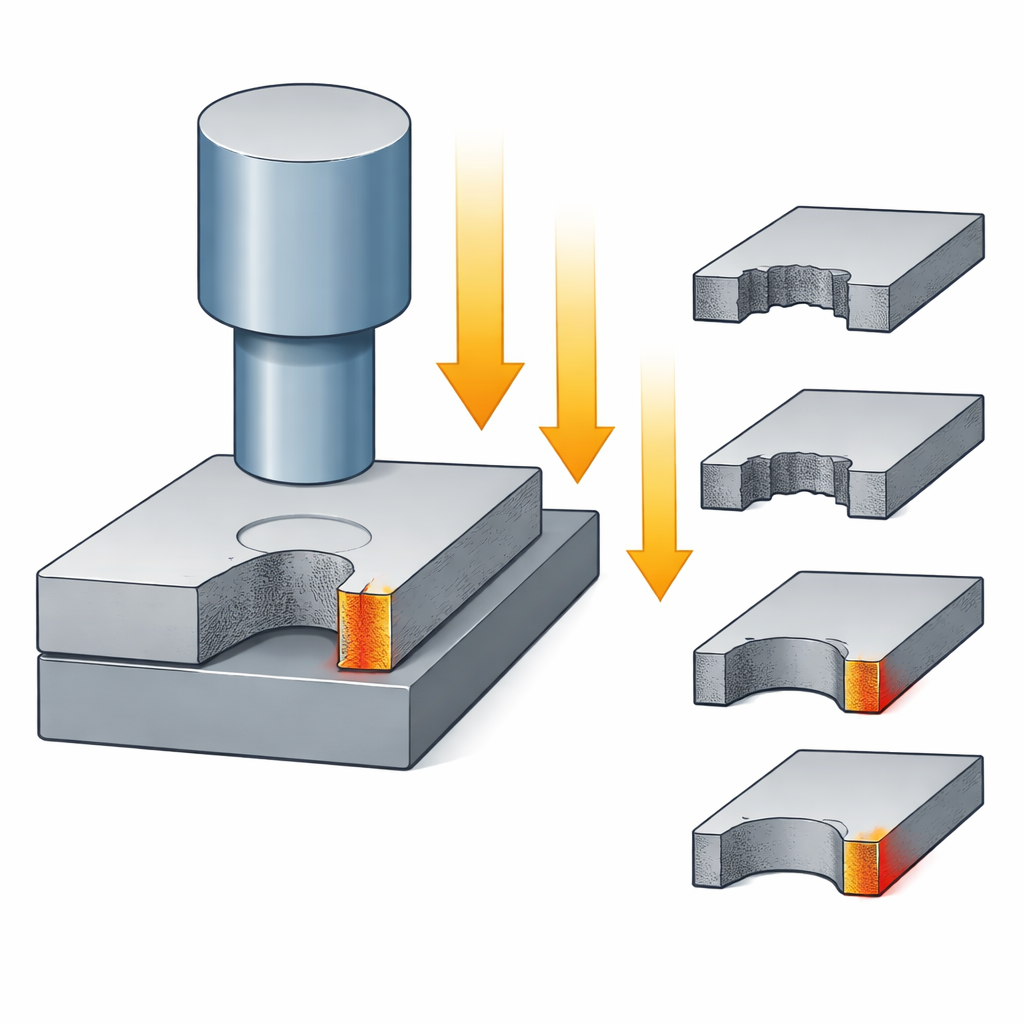
How metal parts are punched from sheet
In many factories, flat steel sheets are shaped by pressing a punch through the sheet into a die, a process called blanking. At low speeds this is a fairly slow squeeze; at very high speeds it is more like a controlled impact. The team focused on a strong steel used in car safety parts, first heated and formed, then hardened so it is tough but difficult to cut cleanly. They varied how fast the punch moved, from a gentle 0.12 meters per second up to a striking 17 meters per second, using three different kinds of machines: a traditional mechanical press, a high‑speed hydraulic system, and an electromagnetic drive that can accelerate the punch extremely quickly. In each case, the tool geometry and the gap between punch and die were kept the same, so that only the cutting speed changed.
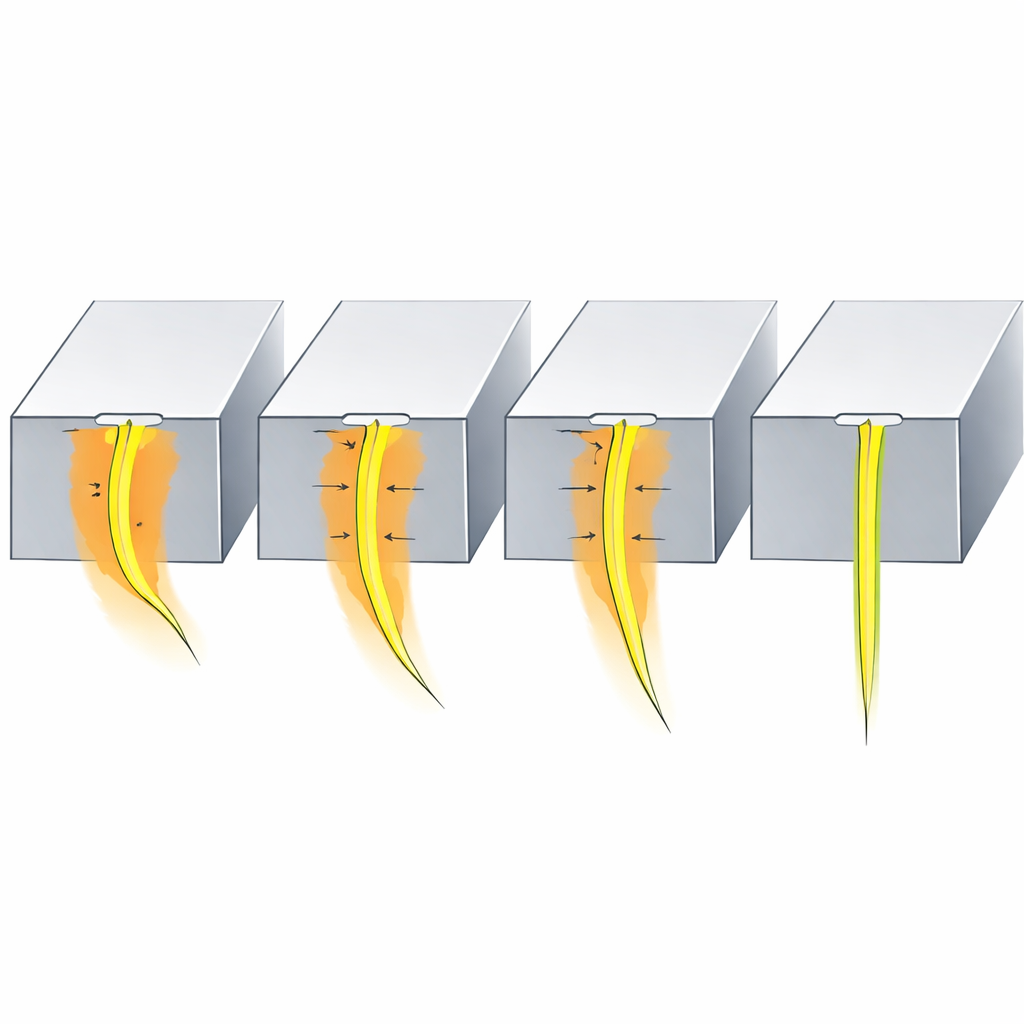
A hidden bright band at the cut edge
When steel is cut at very high speeds, the material near the cut can briefly heat up faster than the heat can escape. The result is a narrow zone where deformation and temperature combine to rearrange the tiny crystals inside the steel. This zone, called an adiabatic shear band, shows up in microscope images as a bright, band‑like stripe along the cut edge. In this study, the researchers carefully polished cross sections of the punched‑out disks and examined the edges. Even at the slowest speed, they already found a narrow band in the middle of the edge, surrounded by a broader region that had been heavily deformed. At higher speeds, the band grew longer and shifted, and the surrounding deformed zone shrank.
From rough breaks to smooth, S‑shaped cuts
The visible shape and roughness of the cut edge changed dramatically with speed. At low speeds, the edge showed a wide zone of damaged material and a jagged fracture surface, leading to relatively high roughness. As the punch moved faster, the edge profile took on a characteristic S‑shape and the surface became smoother. Around 8 meters per second, the bright band stretched over more than half the sheet thickness and the fracture seemed to follow it closely. The measured roughness dropped well below that of conventional blanking. At the highest speed of 17 meters per second, the band extended across the entire thickness of the sheet, the edge appeared very smooth, and the broader deformation zone almost vanished.
What happens inside the steel
To see what was happening on the microscopic level, the team used advanced electron‑based imaging to map the crystal structure and grain size near the cut edge, and they measured hardness at many tiny points. At the lowest speed, they found a wide region of heavily distorted crystals around the band and a clear hardening effect: the band itself became very hard as the grains refined, and failure occurred just beside it in the more damaged zone. At the highest speed, the deformation was funneled into a much thinner band of very fine grains, with almost no surrounding deformation zone. Here, the band was only slightly harder than the base steel, suggesting that local heating and softening, rather than hardening, dominated the behavior and guided where the material finally broke.
Why this matters for future manufacturing
By comparing cutting speeds over an unusually wide range, this work shows that the speed of blanking can be used as a powerful lever to control where and how adiabatic shear bands form, how long and wide they are, and how smooth the resulting edge becomes. At very high speeds, the band takes over the full thickness of the sheet, the cut follows this narrow transformed zone, and roughness drops to levels that may make additional edge finishing unnecessary. For industry, this means that, with properly designed high‑speed presses, it may be possible to punch complex parts from very strong steels and obtain functional, high‑quality edges in a single step.
Citation: Winter, L., Winter, S., Martinitz, K. et al. Velocity-dependent shear band formation in blanking processes. Sci Rep 16, 14388 (2026). https://doi.org/10.1038/s41598-026-51972-3
Keywords: high-speed blanking, adiabatic shear bands, sheet metal cutting, surface quality, automotive steel