Clear Sky Science · zh
实现高端制造中对切屑的精确控制
为什么金属切屑在现代工厂很重要
在高度自动化的工厂中,即便是从零件上刮下的金属屑这样微不足道的东西,也可能造成停产。长而成绳状的切屑会缠绕在刀具上、刮伤精整的表面,甚至损坏传感器和主轴。本文探讨了一种利用工件表面微小沟槽来驯服这些恼人切屑的新方法,承诺为从医疗器械到航空航天的多个行业带来更安全、更清洁且更高效的金属切削工艺。
一种让切屑“听话”的新途径
当切削刀具切削金属棒时,会剥离出一条连续的材料带,称为切屑。理想情况下,这条带会定期断裂成易于清除的短卷片。但在实践中,尤其是在像AISI 316L不锈钢等难加工合金上,切屑常常呈现为长而纠结的绳状。现有方案通常通过改变刀具运动、刀具形状或冷却液喷射方式来应对,但每种办法都有缺点,例如增加刀具磨损、提高能耗或对工艺窗口敏感。作者提出了一种新思路——沟槽诱导切屑断裂(GICB):不再把注意力放在刀具或冷却上,而是在切屑诞生的工件表面处微弱地削弱切屑,使其更易断裂。
微小沟槽、大作用
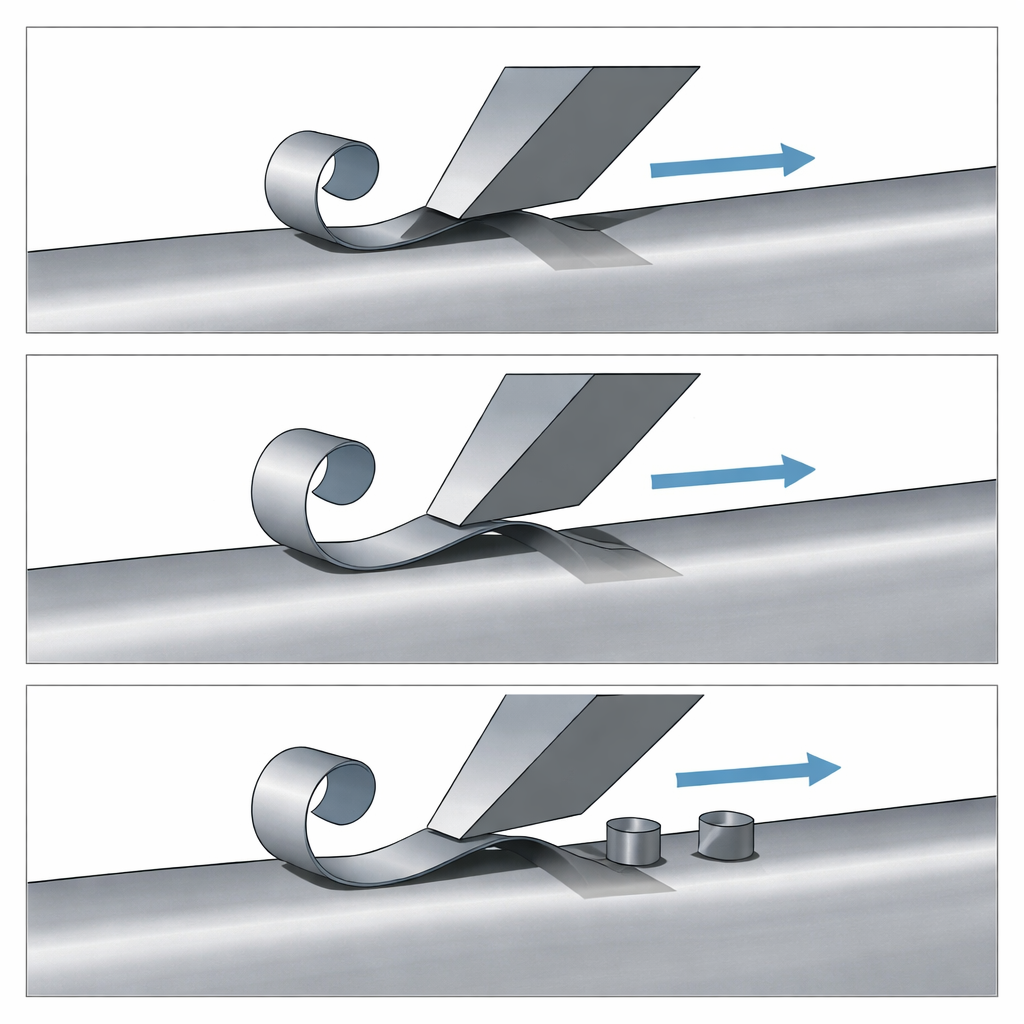
在GICB方法中,研究人员在车削前用激光在圆柱形不锈钢工件表面刻出显微沟槽。这些预处理的微沟宽度约为30微米、深度约100微米——远小于随后被切除的切屑厚度。在数控车床的车削过程中,随着工件旋转,刀具周期性地经过这些沟槽。每次经过时,正在剥离的切屑会在沟槽上方遇到局部薄弱点,从而更容易在受控位置弯曲并断裂。通过调整进给率、切削深度等常见切削参数,团队观察到了这种沟槽辅助断裂在宽广实际精加工条件下的表现。
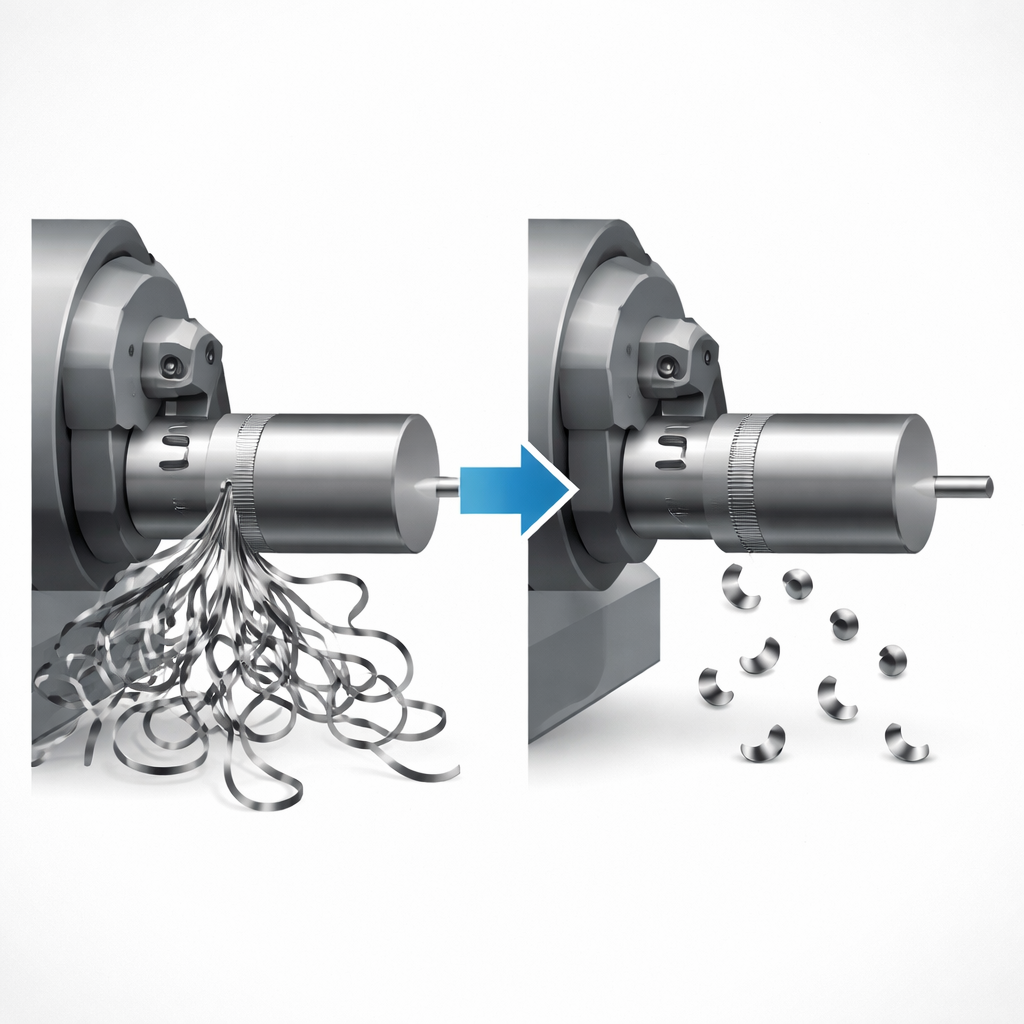
从纠结带到整齐卷片
在相同条件下比较常规切削与GICB切削,切屑形态的差别非常明显。没有沟槽时,切屑往往又长又畸变,容易打结和缠绕。有了沟槽,切屑形成了长度和弯曲度都非常相似的短段,表明它们在刀具穿过每个沟槽时以规则、近乎“打点”式的方式断裂。尽管切屑被频繁中断,这种周期性断裂并未显著增加施加在刀具上的力。在围绕工件布置多个沟槽的专门试验中,整体切削力信号反而变得更平滑,显示出失控切屑带来的混沌行为被抑制了。
更光滑的零件与更稳定的切削
好处不仅限于切屑形态。研究人员测量了加工表面的粗糙度,发现带沟槽的区域在多种精加工条件下始终比无沟槽区域更光滑,在某些条件下表面粗糙度最多降低约27%。由于沟槽比被去除的层更浅,它们不会在最终表面留下可见痕迹。它们在视线之外发挥作用:在切屑甩动并撞击新切面之前就使其断裂,并减少导致表面损伤的侧向力波动。对切削力的频谱分析证实,GICB使用时与不稳定切屑行为相关的随机高频成分显著下降。
对未来制造的意义
对非专业读者来说,关键结论是:对工件施加一个非常小且成本低廉的改动——激光蚀刻的微沟——就能改变切削过程中切屑的形成和断裂方式。研究表明,这些沟槽可以可靠地把麻烦的连续切屑转变为有序的短段,同时改善表面质量并稳定切削过程。这为在高端制造中走向更安静、更安全、更可预测的加工,尤其是在零件质量至关重要的精整阶段,提供了一条切实可行的路径。
引用: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
关键词: 切屑控制, 金属加工, 表面光洁度, 激光微沟, 制造自动化