Clear Sky Science · de
Präzise Spanführung für hochwertige Fertigung erreichen
Warum Metallspäne in modernen Fabriken wichtig sind
In stark automatisierten Fabriken kann bereits etwas so Unscheinbares wie die Späne, die von einem Bauteil abgeschert werden, die Produktion zum Stillstand bringen. Lange, fadenförmige Späne können sich um Werkzeuge wickeln, sorgsam bearbeitete Oberflächen verkratzen und sogar Sensoren oder Spindeln beschädigen. Dieser Beitrag untersucht eine neue Methode, diese lästigen Späne mithilfe winziger Rillen direkt auf dem Werkstück zu zähmen und verspricht dadurch sichereres, saubereres und effizienteres Zerspanen in Branchen von Medizintechnik bis Luft- und Raumfahrt.
Ein neuer Weg, Späne zu kontrollieren
Wenn ein Schneidwerkzeug eine Metallstange bearbeitet, löst es ein kontinuierliches Band Material ab, das als Span bezeichnet wird. Im Idealfall reißt dieses Band regelmäßig in kurze, aufgewickelte Stücke, die sich leicht entfernen lassen. In der Praxis, insbesondere bei zähen Legierungen wie dem Edelstahl AISI 316L, entstehen Späne jedoch oft als lange, verhedderte Fäden. Bestehende Lösungen versuchen, dies durch veränderte Werkzeugbewegungen, andere Werkzeuggeometrien oder Kühlmittelsprays zu steuern, doch jede Option hat Nachteile wie erhöhten Werkzeugverschleiß, höheren Energieverbrauch oder enge Prozessfenster. Die Autoren schlagen eine neue Idee vor: grooves induced chip-breaking (GICB) – statt das Werkzeug oder das Kühlmittel in den Mittelpunkt zu stellen, schwächen sie den Span gezielt bereits an seiner Entstehungsstelle auf der Werkstückoberfläche.
Winzige Rillen mit großer Wirkung
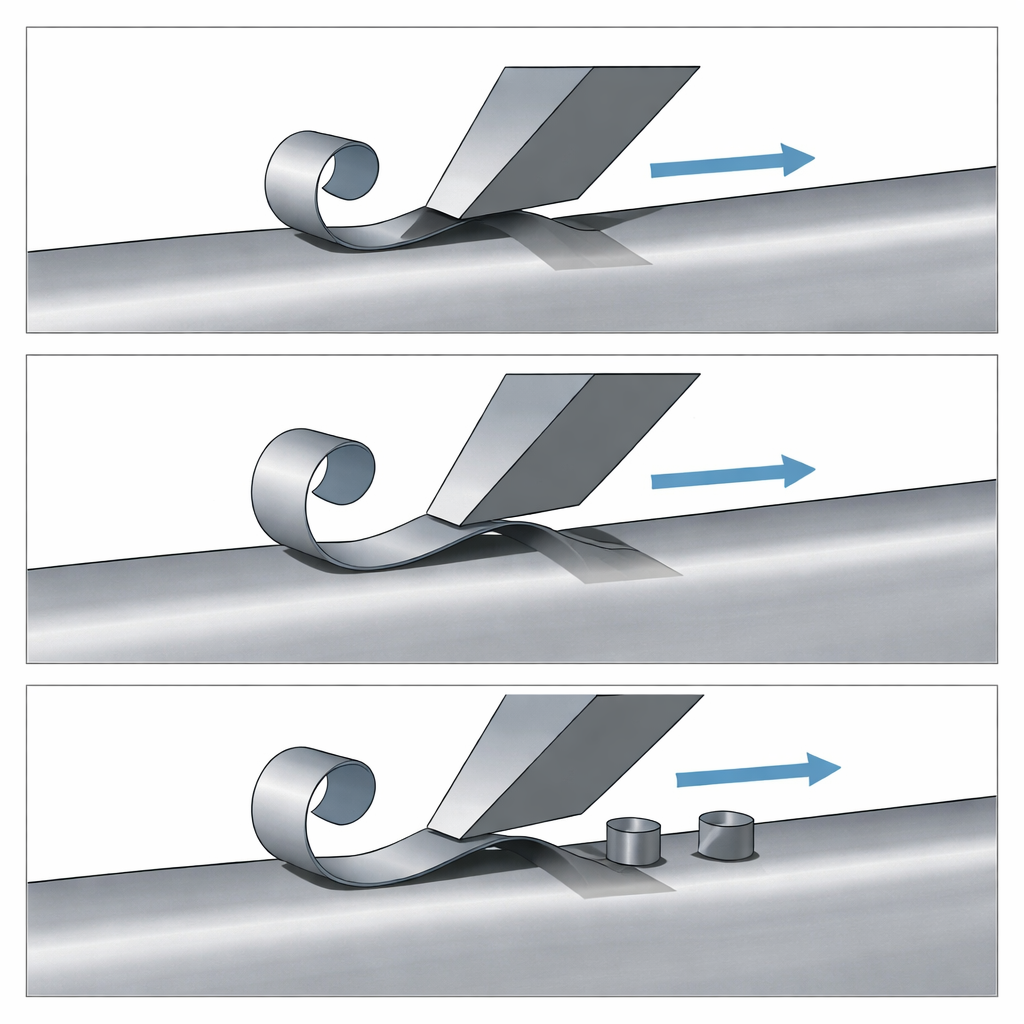
Beim GICB-Ansatz tragen die Forscher vor dem eigentlichen Zerspanen mit einem Laser mikroskopisch kleine Rillen längs an der Oberfläche eines zylindrischen Edelstahl-Werkstücks ein. Diese vorbearbeiteten Mikrorillen sind nur etwa 30 Mikrometer breit und 100 Mikrometer tief — damit deutlich kleiner als die Spanstärke, die später abgetragen wird. Beim Drehen auf einer CNC-Drehmaschine passiert das Schneidwerkzeug periodisch diese Rillen, während das Werkstück rotiert. Jedes Mal trifft der entstehende Span an dieser Stelle auf eine lokale Schwächung, was das Biegen und Brechen an einer kontrollierten Stelle erleichtert. Durch Anpassung gängiger Schnittparameter wie Vorschub und Schnitttiefe konnten die Forscher beobachten, wie gut dieses rillenunterstützte Brechen über einen weiten Bereich praktischer Feinbearbeitungsbedingungen funktioniert.
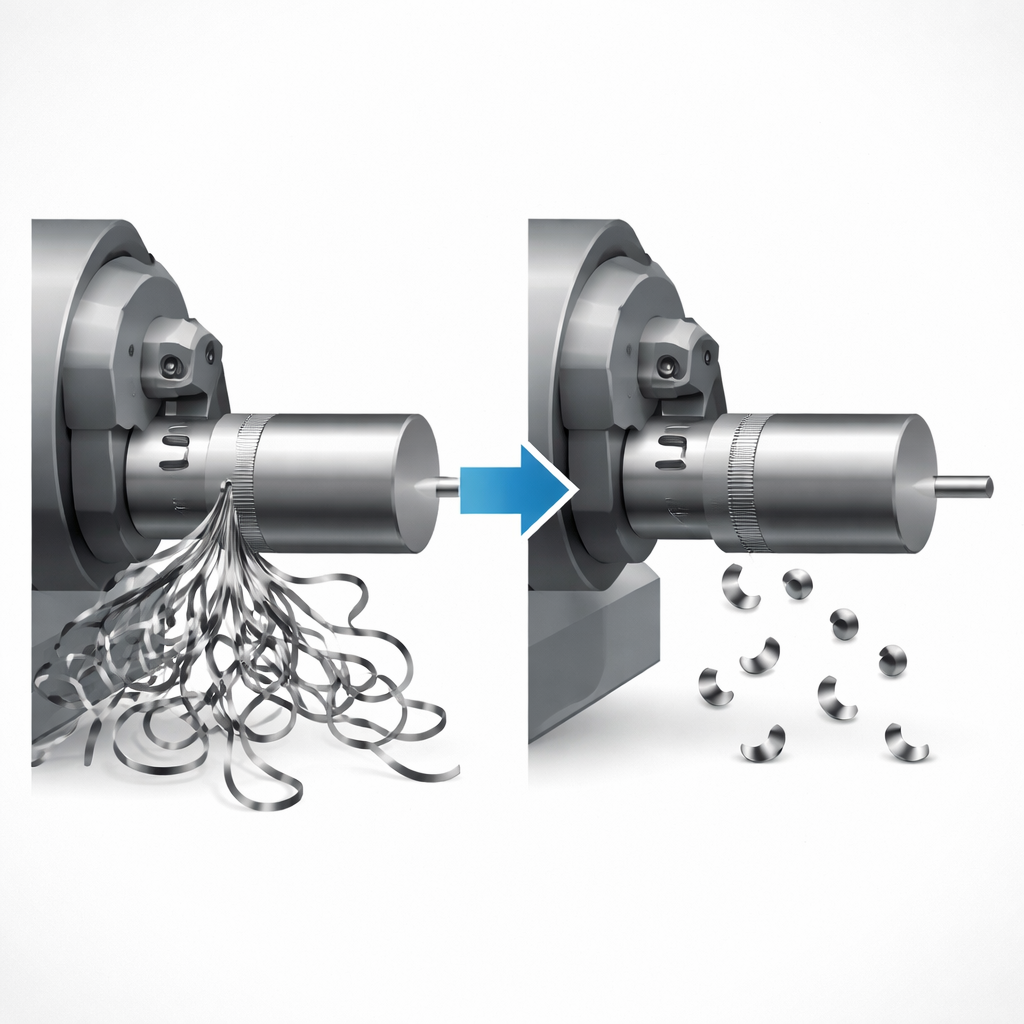
Von verhedderten Bändern zu ordentlichen Locken
Der Vergleich traditioneller Schnitte mit GICB-Schnitten unter identischen Bedingungen zeigte einen deutlichen Unterschied in der Spanform. Ohne Rillen neigten die Späne zu langen, verzerrten Formen, die leicht verknoten und verheddern. Mit Rillen bildeten die Späne kurze Segmente mit bemerkenswert ähnlicher Länge und Krümmung, was darauf hindeutet, dass sie in einem regelmäßigen, fast „uhrwerkartigen“ Muster brachen, wenn das Werkzeug jede Rille passierte. Dieses periodische Brechen erhöhte die auf das Werkzeug wirkenden Kräfte nicht signifikant, obwohl der Span häufig unterbrochen wurde. In speziell gestalteten Versuchen mit mehreren Rillen um das Werkstück wurde das Gesamtschnittkraftsignal sogar glatter, was zeigte, dass das chaotische Verhalten unkontrollierter Späne unterdrückt worden war.
Glattere Bauteile und stabileres Zerspanen
Die Vorteile beschränkten sich nicht nur auf die Spanform. Die Forscher maßen die Rauheit der bearbeiteten Oberflächen und stellten fest, dass die gerillten Bereiche durchweg glatter waren als die ungerillten, mit einer Reduktion der Oberflächenrauheit um bis zu etwa 27 Prozent unter einigen Feinbearbeitungsbedingungen. Da die Rillen flacher waren als die abgetragene Schicht, hinterließen sie keine sichtbaren Spuren auf der Endfläche. Stattdessen wirkten sie unauffällig im Hintergrund: Sie brachen die Späne, bevor diese ausschlagen und mit der frisch bearbeiteten Fläche kollidierten, und verringerten Schwankungen der Querkräfte, die die Oberfläche beeinträchtigen können. Die Frequenzanalyse der Schnittkräfte bestätigte, dass die zufälligen, hochfrequenten Komponenten, die mit instabilem Spanverhalten verbunden sind, bei Einsatz von GICB deutlich zurückgingen.
Was das für die zukünftige Fertigung bedeutet
Für Nicht-Spezialisten ist das zentrale Ergebnis, dass eine sehr kleine, kostengünstige Modifikation des Werkstücks — lasergeätzte Mikrorillen — die Art und Weise, wie Späne beim Zerspanen entstehen und brechen, grundlegend verändern kann. Die Studie zeigt, dass diese Rillen zuverlässig problematische kontinuierliche Späne in geordnete Segmente verwandeln können, gleichzeitig die Oberflächenqualität verbessern und den Schnittprozess stabilisieren. Das deutet auf einen praktikablen Weg zu leiseren, sichereren und vorhersehbareren Bearbeitungsprozessen in der hochwertigen Fertigung hin, insbesondere in den entscheidenden Feinbearbeitungsphasen, in denen die Bauteilqualität oberste Priorität hat.
Zitation: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Schlüsselwörter: Spanführung, Metallbearbeitung, Oberflächenbeschaffenheit, Laser-Mikrorillen, Fertigungsautomatisierung