Clear Sky Science · tr
Yüksek uç üretimde hassas talaş kontrolü sağlamak
Modern fabrikalarda metal talaşlarının önemi
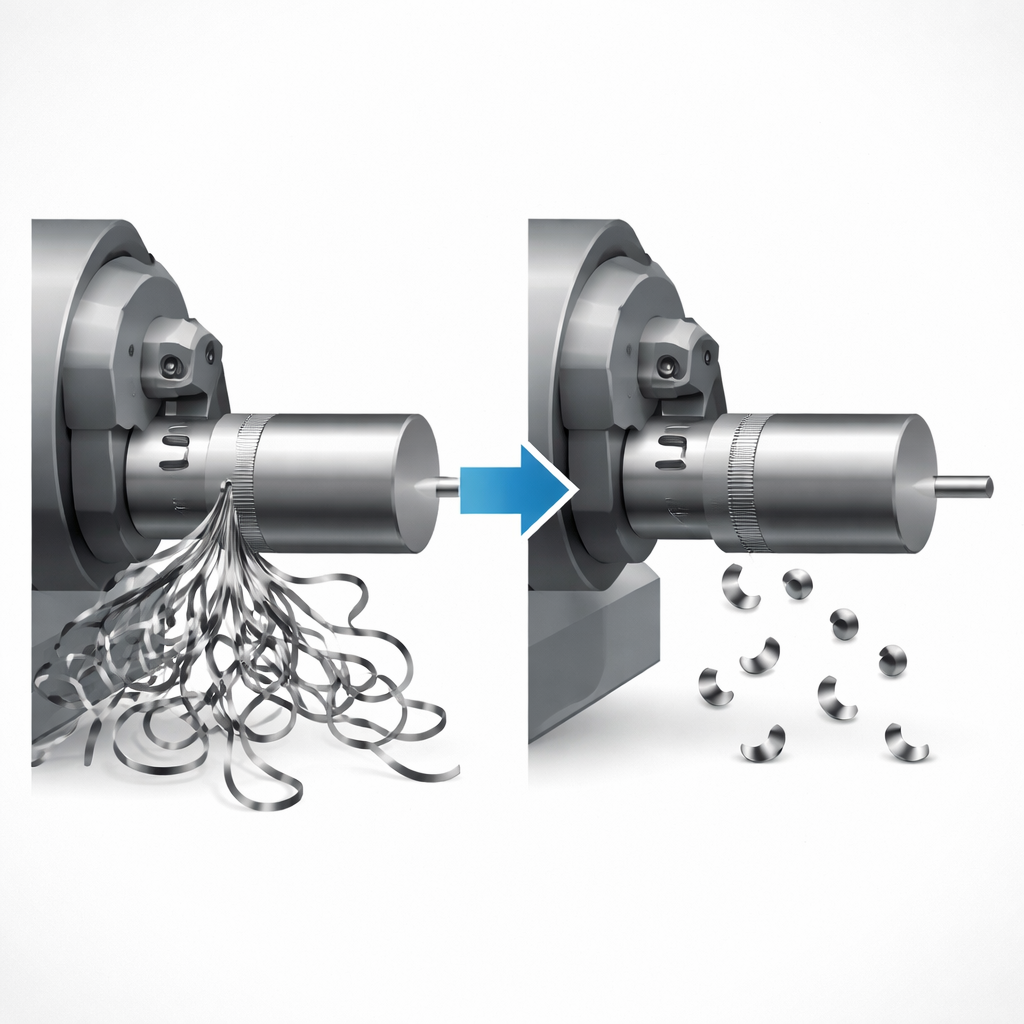
Yüksek düzeyde otomatikleştirilmiş fabrikalarda, bir parçadan kazınan metal kıvrımlarının bile üretimi durdurmaya yetecek kadar etkili olabileceği unutulmamalıdır. Uzun, ipliksi talaşlar takım etrafında dolaşıp aletlere takılabilir, dikkatle bitirilmiş yüzeyleri çizebilir ve hatta sensörlere ve mil yataklarına zarar verebilir. Bu makale, iş parçasının yüzeyine açılan mikro kanallar kullanarak bu sorunlu talaşları kontrol altına almanın yeni bir yolunu inceliyor; tıp cihazlarından havacılığa kadar sektörlerde daha güvenli, temiz ve verimli metal kesim vaat ediyor.
Talaşları disipline etmenin yeni yolu
Bir kesme takımı metal bir çubuğu döndürürken, malzemenin sürekli bir şeridi olan talaşı kazır. İdeal olarak, bu şerit düzenli olarak kopar ve çıkarılması kolay kısa, kıvrımlı parçalara ayrılır. Pratikte ise, özellikle AISI 316L gibi zor alaşımlarda, talaşlar sıklıkla uzun, dolaşmış iplikler halinde çıkar. Mevcut çözümler bunu takım hareketini, takım geometrisini veya soğutma yöntemini değiştirmek suretiyle yönetmeye çalışır; ancak her seçeneğin ekstra takım aşınması, daha yüksek enerji kullanımı veya dar proses pencerelerine duyarlılık gibi dezavantajları vardır. Yazarlar, talaş-kırmayı iş parçasının kendisinde tetikleyen mikro kanallar fikrini öneriyor: GICB (grooves induced chip-breaking) olarak adlandırılan bu yaklaşım, odağı takıma veya soğutmaya değil, talaşın doğduğu yüzeydeki zayıflatmaya koyuyor.
Büyük işi olan minik kanallar
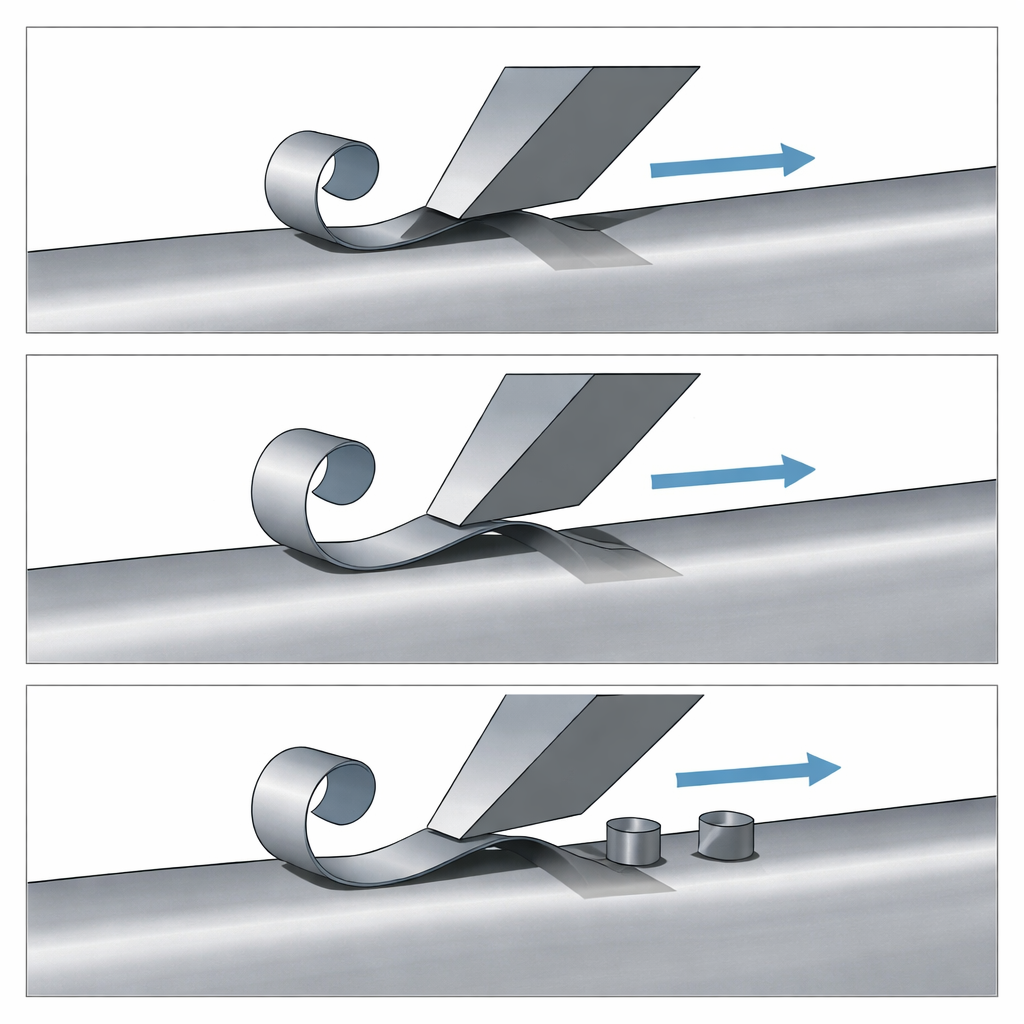
GICB yaklaşımında araştırmacılar, işlem başlamadan önce silindirik paslanmaz çelik iş parçasının yüzeyine lazerle mikroskobik kanallar açıyor. Bu ön işlemli mikro-kanallar yaklaşık 30 mikrometre genişliğinde ve 100 mikrometre derinliğinde olup, daha sonra kesilecek talaş kalınlığından çok daha küçüktür. Bilgisayar kontrollü torna üzerinde iş parçası dönerken kesme takımı periyodik olarak bu kanalların üzerinden geçer. Her geçtiğinde, koparılan talaş kanalın hemen üzerindeki yerel bir zayıflıkla karşılaşır; bu, talaşın kontrollü bir konumda bükülmesini ve kırılmasını kolaylaştırır. Besleme hızı ve kesme derinliği gibi yaygın kesme ayarları değiştirilerek ekip, bu kanal destekli kırılmanın pratik yüzey işleme koşulları genelinde nasıl performans gösterdiğini gözlemleyebildi.
Dolaşık şeritlerden düzenli kıvrımlara
Aynı koşullar altında geleneksel kesimler ile GICB kesimleri karşılaştırıldığında, talaş şekillerindeki fark çarpıcıydı. Kanalsız durumda talaşlar uzun, bozulmuş ve düğümlenmeye, dolaşmaya eğilimli oluyordu. Kanallar olduğunda, talaşlar birbirine çok benzer uzunluk ve eğrilikte kısa segmentler halinde oluştu; bu, takım her kanalı kestiğinde neredeyse saatli bir düzenle kırıldıklarını gösteriyordu. Bu periyodik kırılma, talaşın birçok kez kesintiye uğramasına rağmen takım üzerindeki kuvvetleri önemli ölçüde artırmadı. İş parçası etrafına yerleştirilmiş çoklu kanallar içeren özel testlerde ise toplam kesme kuvveti sinyali aslında daha düzgünleşti; bu da kontrolsüz talaşların yol açtığı kaotik davranışın bastırıldığını ortaya koydu.
Daha düzgün parçalar ve daha kararlı kesim
Yararlar talaş şeklini aşarak yayıldı. Araştırmacılar işlenmiş yüzeylerin pürüzlülüğünü ölçtüler ve kanallı bölümlerin kanalsız olanlara kıyasla tutarlı şekilde daha pürüzsüz çıktığını; bazı yüzey bitirme koşullarında yüzey pürüzlülüğünün yaklaşık yüzde 27’ye kadar azaldığını buldular. Kanallar, çıkarılan katmandan daha sığ oldukları için nihai yüzeyde görünür iz bırakmadı. Bunun yerine görünmez şekilde işlerini yaptılar: talaşların etrafta savrulup yeni kesilmiş yüzeye çarpmasını engelleyerek ve yüzeyi bozma eğilimindeki yana kuvvet dalgalanmalarını azaltarak. Kesme kuvvetlerinin frekans analizi, GICB kullanıldığında kararsız talaş davranışıyla ilişkilendirilen rastgele, yüksek frekanslı bileşenlerin dramatik şekilde düştüğünü doğruladı.
Gelecek imalat için anlamı
Uzman olmayanlar için kilit sonuç şudur: iş parçasına lazerle işlenen çok küçük, düşük maliyetli bir değişiklik—mikro-kanallar—kesim sırasında talaşların oluşum ve kırılma biçimini dönüştürebilir. Çalışma, bu kanalların sorunlu sürekli talaşları düzenli segmentlere güvenilir şekilde dönüştürebileceğini, aynı zamanda yüzey kalitesini iyileştirip kesme sürecini stabilize edebileceğini gösteriyor. Bu, özellikle parça kalitesinin kritik olduğu son işleme aşamalarında, yüksek uç üretimde daha sessiz, daha güvenli ve daha öngörülebilir işleme yönünde pratik bir yol öneriyor.
Atıf: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Anahtar kelimeler: talaş kontrolü, metal işleme, yüzey bitişi, lazer mikro-kanallar, imalat otomasyonu