Clear Sky Science · it
Ottenere il controllo preciso dei trucioli per la produzione di alta gamma
Perché i trucioli di metallo contano nelle fabbriche moderne
Nelle fabbriche altamente automatizzate, anche qualcosa di umile come le spirali di metallo raschiate da un pezzo può bloccare la produzione. Trucioli lunghi e filamentosi possono aggrovigliarsi attorno agli utensili, graffiare superfici finemente lavorate e persino danneggiare sensori e mandrini. Questo articolo esplora un nuovo modo per domare questi trucioli problematici usando piccole scanalature sulla stessa superficie del pezzo, promettendo tagli del metallo più sicuri, puliti ed efficienti per settori che vanno dai dispositivi medici all'aerospaziale.
Un nuovo modo per far comportare i trucioli
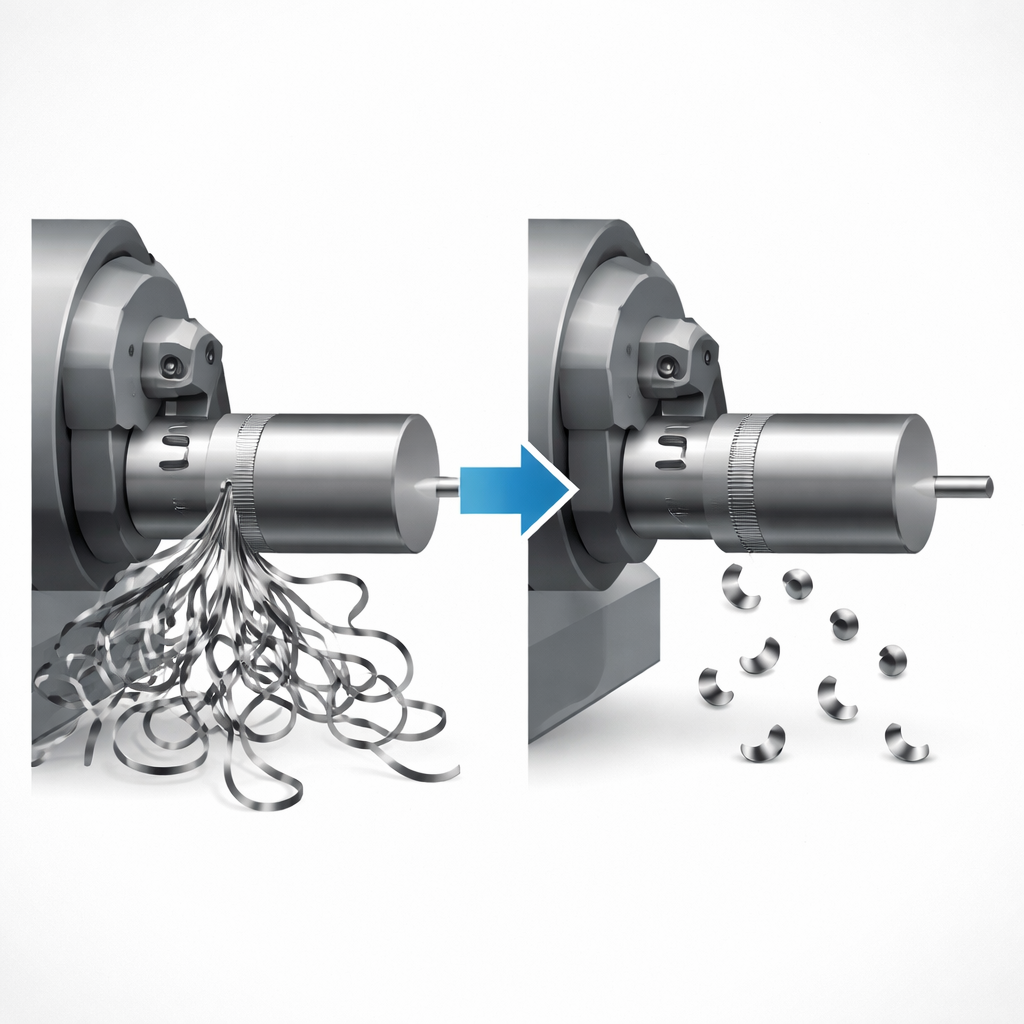
Quando un utensile da taglio gira una barra di metallo, asporta un nastro continuo di materiale chiamato truciolo. Idealmente quel nastro si spezza regolarmente in pezzi corti e arricciati, facili da rimuovere. In pratica, soprattutto con leghe resistenti come l’acciaio inossidabile AISI 316L, i trucioli spesso escono come lunghi fili aggrovigliati. Le soluzioni esistenti cercano di gestire il problema modificando il movimento dell’utensile, la sua geometria o la distribuzione del refrigerante, ma ciascuna opzione ha svantaggi come maggiore usura dell’utensile, consumo energetico più elevato o sensibilità a finestre di processo ristrette. Gli autori propongono un’idea nuova chiamata rottura dei trucioli indotta da scanalature, o GICB: invece di concentrarsi sull’utensile o sul refrigerante, si indebolisce sottilmente il truciolo proprio dove nasce, sulla superficie del pezzo.
Micro-scanalature con un grande compito
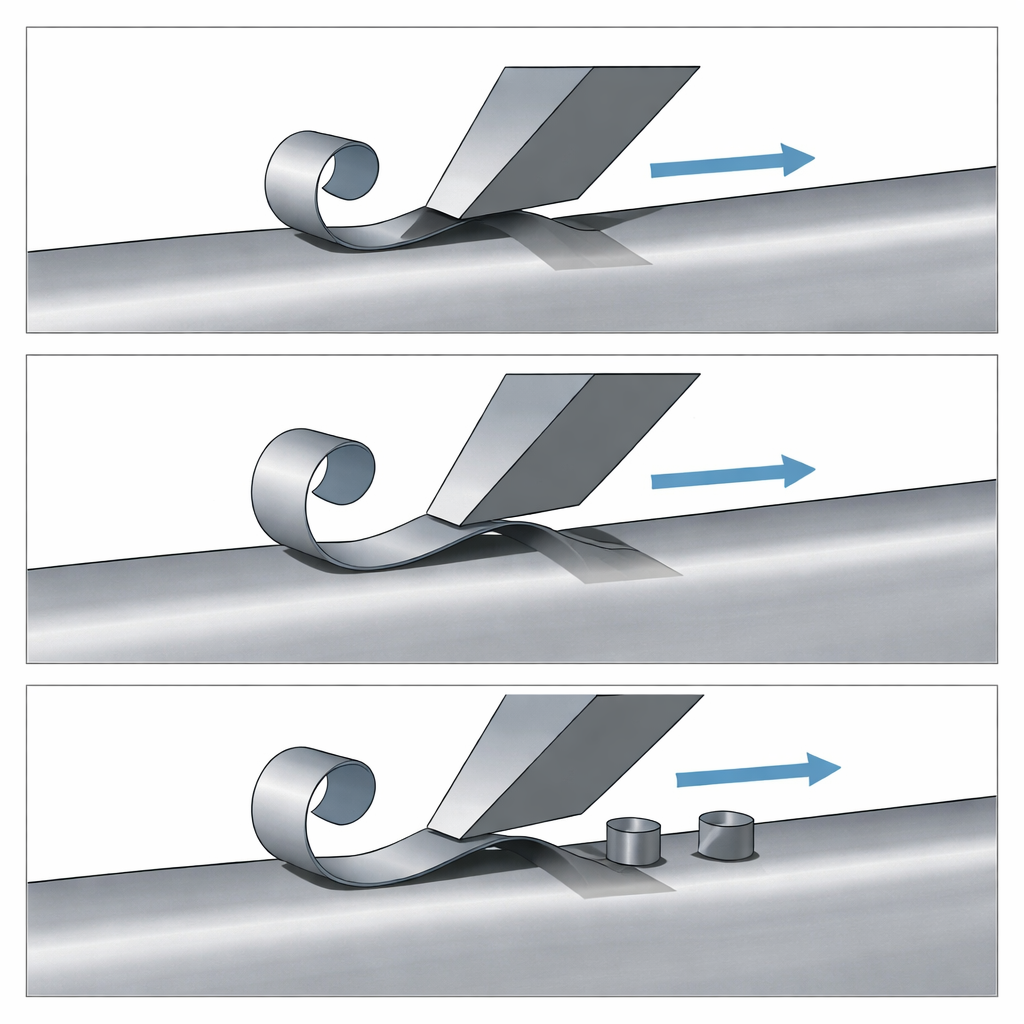
Nell’approccio GICB, i ricercatori usano un laser per incidere micro-scanalature lungo la superficie di un pezzo cilindrico in acciaio inossidabile prima dell’inizio della lavorazione. Queste micro-scanalature pre-trattate sono larghe solo circa 30 micrometri e profonde 100 micrometri—molto più piccole dello spessore del truciolo che sarà poi asportato. Durante la tornitura su un tornio a controllo numerico, l’utensile da taglio passa periodicamente sopra queste scanalature mentre il pezzo ruota. Ogni volta che ciò avviene, il truciolo che si sta staccando incontra una debolezza locale proprio sopra la scanalatura, rendendo più facile la sua flessione e rottura in una posizione controllata. Regolando parametri di taglio comuni come l’avanzamento e la profondità di passata, il team ha potuto osservare l’efficacia di questa rottura assistita dalle scanalature su un’ampia gamma di condizioni di finitura pratiche.
Da nastri aggrovigliati a riccioli ordinati
Confrontando tagli tradizionali e tagli GICB alle stesse condizioni, la differenza nella forma dei trucioli è stata evidente. Senza scanalature, i trucioli tendevano a essere lunghi, deformati e soggetti ad annodarsi e aggrovigliarsi. Con le scanalature, i trucioli si formavano in segmenti corti con lunghezze e curvature sorprendentemente uniformi, indicando che si rompevano in modo regolare, quasi a intervalli regolari, man mano che l’utensile superava ciascuna scanalatura. Questa rottura periodica non ha aumentato in modo significativo le forze agenti sull’utensile, nonostante il truciolo venisse interrotto molte volte. In test appositamente progettati con più scanalature attorno al pezzo, il segnale della forza di taglio complessiva è diventato addirittura più regolare, rivelando che il comportamento caotico dei trucioli incontrollati era stato attenuato.
Superfici più uniformi e taglio più stabile
I benefici si estendevano oltre la forma dei trucioli. I ricercatori hanno misurato la rugosità delle superfici lavorate e hanno riscontrato che le sezioni scanalate risultavano costantemente più lisce rispetto a quelle non scanalate, con riduzioni della rugosità superficiale fino a circa il 27 percento in alcune condizioni di finitura. Poiché le scanalature erano più superficiali dello strato rimosso, non lasciavano segni visibili sulla superficie finale. Agivano invece in modo discreto: interrompendo i trucioli prima che potessero sferzare e urtare l’area appena tagliata e riducendo le fluttuazioni della forza laterale che tende a rovinare la superficie. L’analisi in frequenza delle forze di taglio ha confermato che le componenti casuali ad alta frequenza associate al comportamento instabile dei trucioli sono diminuite drasticamente con l’uso della GICB.
Cosa significa per la produzione futura
Per i non addetti ai lavori, il risultato chiave è che una modifica molto piccola ed economica al pezzo—micro-scanalature incise al laser—può trasformare il modo in cui i trucioli si formano e si rompono durante la lavorazione. Lo studio dimostra che queste scanalature possono trasformare in modo affidabile trucioli continui problematici in segmenti ordinati, migliorando al contempo la finitura superficiale e stabilizzando il processo di taglio. Ciò suggerisce una via pratica verso una lavorazione più silenziosa, sicura e prevedibile nella produzione di alta gamma, in particolare nelle fasi critiche di finitura dove la qualità del pezzo è fondamentale.
Citazione: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Parole chiave: controllo dei trucioli, lavorazione dei metalli, finitura superficiale, micro-scanalature laser, automazione della produzione