Clear Sky Science · pt
Alcançando controle preciso de cavacos para manufatura de alta precisão
Por que os cavacos de metal importam nas fábricas modernas
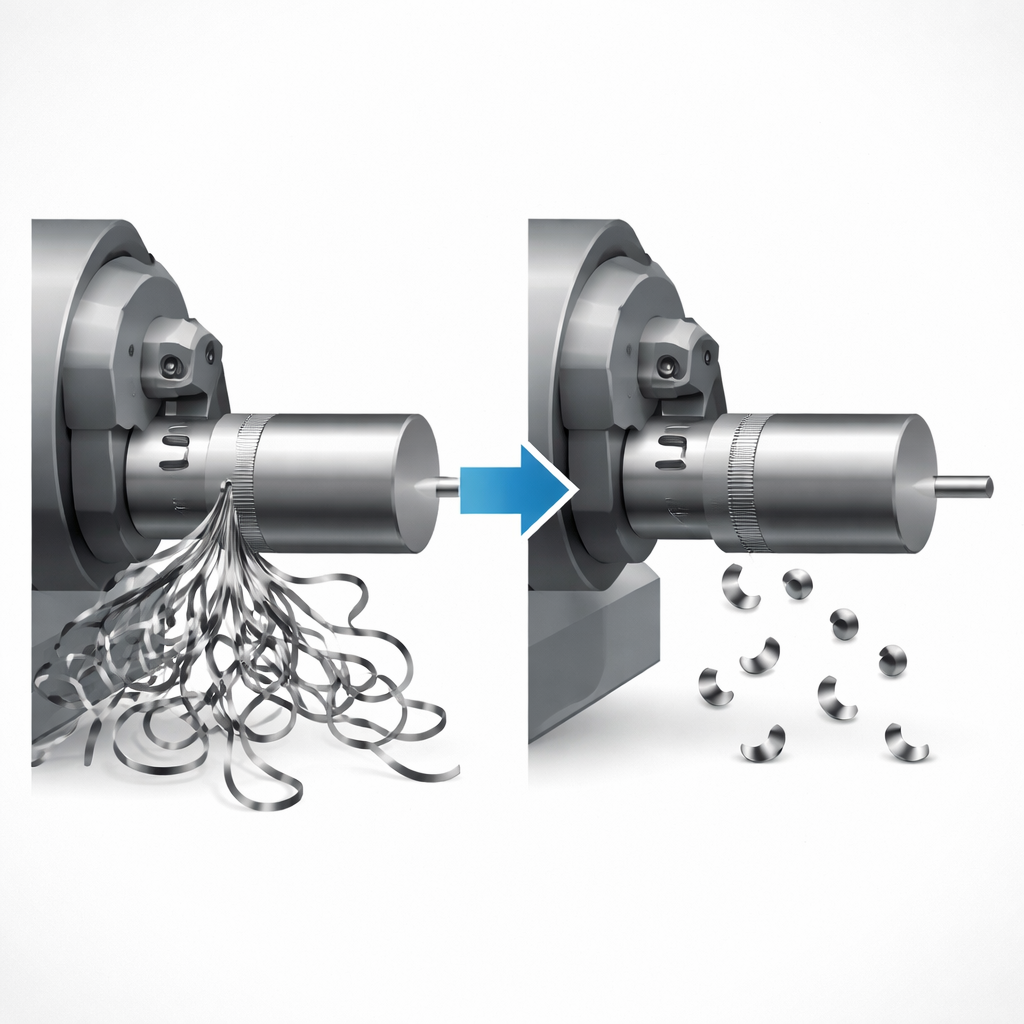
Em fábricas altamente automatizadas, até algo aparentemente humilde como os caracóis de metal raspados de uma peça pode paralisar a produção. Cavacos longos e filamentosos podem se enroscar em ferramentas, arranhar superfícies cuidadosamente acabadas e até danificar sensores e fusos. Este artigo explora uma nova maneira de domar esses cavacos problemáticos usando ranhuras minúsculas na própria peça, prometendo cortes de metal mais seguros, limpos e eficientes para indústrias que vão desde dispositivos médicos até aeroespacial.
Uma nova maneira de fazer os cavacos se comportarem
Quando uma ferramenta de corte gira uma barra metálica, ela destaca uma fita contínua de material chamada cavaco. Idealmente, essa fita se rompe regularmente em pedaços curtos e curvados que são fáceis de remover. Na prática, especialmente com ligas resistentes como o aço inoxidável AISI 316L, os cavacos frequentemente surgem como fios longos e emaranhados. Soluções existentes tentam gerenciar isso alterando o movimento da ferramenta, sua geometria ou a forma como o fluido de corte é aplicado, mas cada opção tem desvantagens, como maior desgaste da ferramenta, consumo de energia mais alto ou sensibilidade a janelas de processo estreitas. Os autores propõem uma ideia nova chamada quebra de cavacos induzida por ranhuras, ou GICB: em vez de focar na ferramenta ou no fluido, enfraquecem sutilmente o cavaco exatamente onde ele nasce, na superfície da peça.
Micro-ranhuras com uma grande função
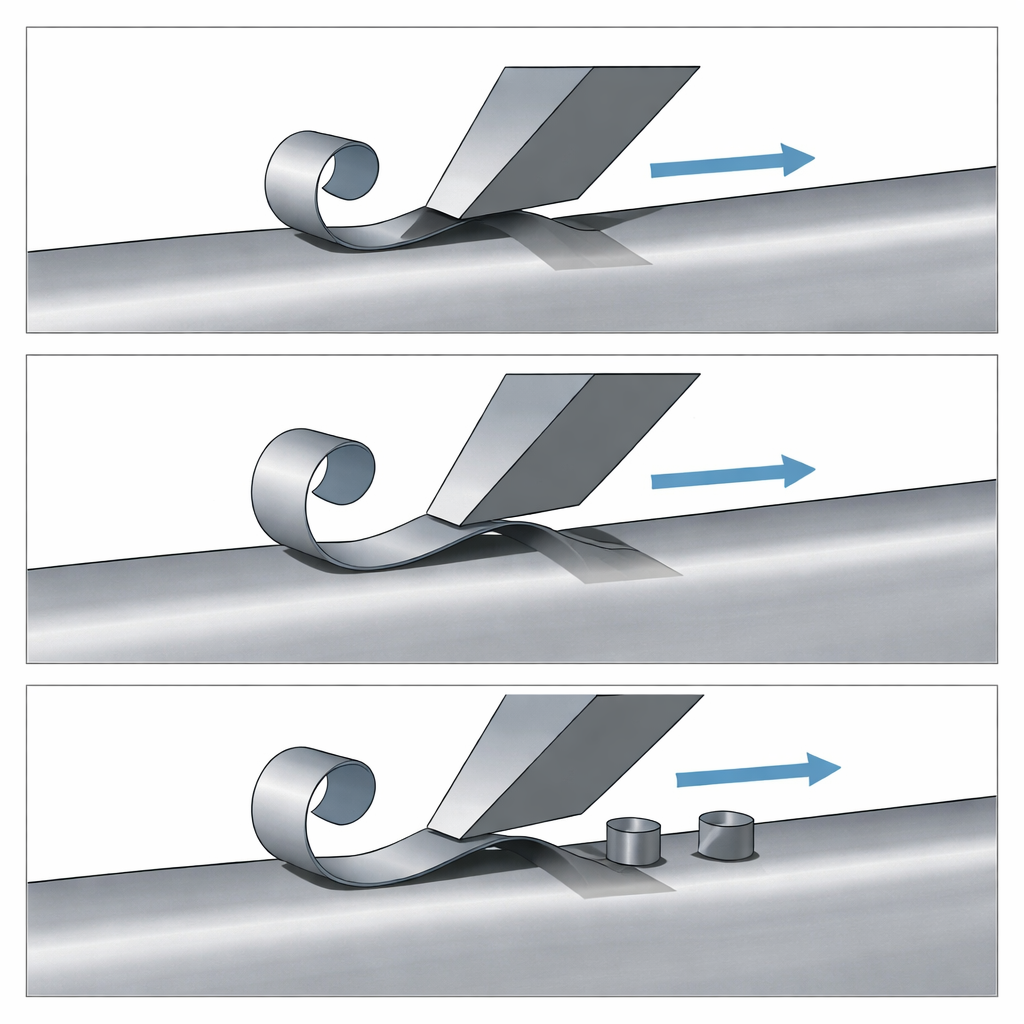
No método GICB, os pesquisadores usam um laser para esculpir ranhuras microscópicas ao longo da superfície de uma peça cilíndrica de aço inoxidável antes do início do torneamento. Essas micro-ranhuras pré-processadas têm apenas cerca de 30 micrômetros de largura e 100 micrômetros de profundidade—muito menores que a espessura do cavaco que será removido em seguida. Durante o torneamento em um torno controlado por computador, a ferramenta de corte passa periodicamente sobre essas ranhuras enquanto a peça gira. Cada vez que isso ocorre, o cavaco que está sendo destacado encontra uma fraqueza local justamente acima da ranhura, tornando mais fácil sua flexão e ruptura em uma localização controlada. Ajustando parâmetros de corte comuns, como avanço e profundidade de corte, a equipe pôde observar como esse auxílio das ranhuras se comportava ao longo de uma ampla gama de condições práticas de acabamento.
De fitas emaranhadas a caracóis ordenados
Comparando cortes tradicionais com cortes GICB sob as mesmas condições, a diferença na forma dos cavacos foi marcante. Sem ranhuras, os cavacos tendiam a ser longos, deformados e propensos a formar nós e emaranhados. Com as ranhuras presentes, os cavacos formavam segmentos curtos com comprimento e curvatura notavelmente semelhantes, indicando que se rompiam de maneira regular, quase como um padrão cronometrado, cada vez que a ferramenta cruzava uma ranhura. Essa quebra periódica não aumentou significativamente as forças atuantes sobre a ferramenta, apesar das interrupções frequentes do cavaco. Em testes especialmente desenhados com múltiplas ranhuras ao redor da peça, o sinal global da força de corte tornou-se de fato mais suave, revelando que o comportamento caótico dos cavacos descontrolados havia sido suprimido.
Peças mais lisas e corte mais estável
Os benefícios foram além da forma dos cavacos. Os pesquisadores mediram a rugosidade das superfícies usinadas e constataram que as seções com ranhuras saíam consistentemente mais suaves do que as sem ranhuras, com redução da rugosidade superficial de até cerca de 27% em algumas condições de acabamento. Como as ranhuras eram mais rasas que a camada removida, elas não deixaram marcas visíveis na superfície final. Em vez disso, operaram discretamente fora da vista: ao quebrar os cavacos antes que pudessem chicotear e colidir com a área recém-cortada, e ao reduzir as flutuações na força lateral que tende a prejudicar a superfície. A análise em frequência das forças de corte confirmou que os componentes aleatórios e de alta frequência associados ao comportamento instável dos cavacos diminuíram drasticamente quando o GICB foi empregado.
O que isso significa para a manufatura futura
Para não-especialistas, o resultado-chave é que uma modificação muito pequena e de baixo custo na peça—micro-ranhuras gravadas a laser—pode transformar como os cavacos se formam e se rompem durante o corte. O estudo mostra que essas ranhuras podem, de forma confiável, converter cavacos contínuos problemáticos em segmentos ordenados, ao mesmo tempo em que melhoram o acabamento superficial e estabilizam o processo de corte. Isso sugere um caminho prático rumo a usinagem mais silenciosa, segura e previsível na manufatura de alto padrão, particularmente nas etapas cruciais de acabamento onde a qualidade da peça é primordial.
Citação: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Palavras-chave: controle de cavacos, usinagem de metais, acabamento superficial, micro-ranhuras a laser, automação de manufatura