Clear Sky Science · ru
Достижение точного контроля стружки для высококлассного производства
Почему металлическая стружка важна в современных цехах
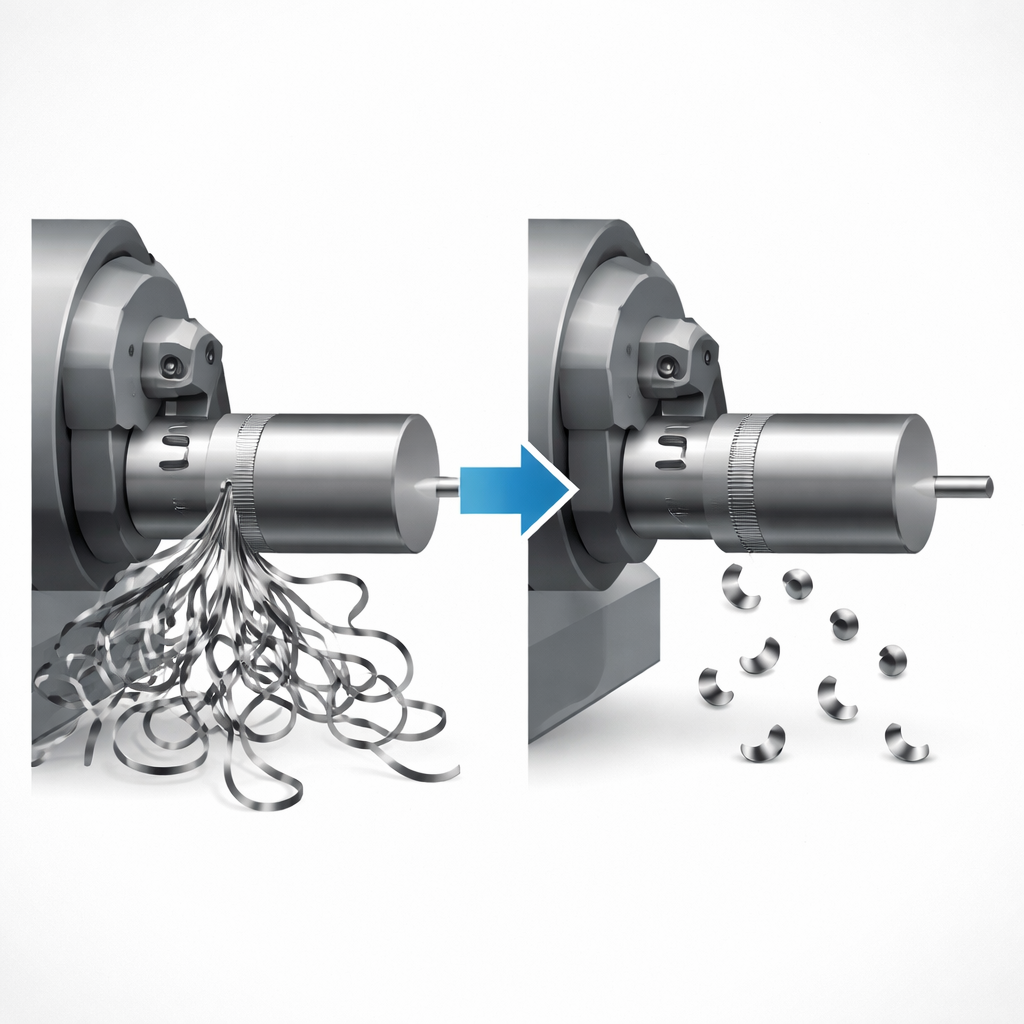
В высокоавтоматизированных цехах даже такие, казалось бы, незначительные фрагменты, как завитки металла, счищаемого с детали, могут останавливать производство. Длинные, нитевидные стружки запутываются вокруг инструментов, царапают тщательно обработанные поверхности и даже могут повредить датчики и шпиндели. В этой статье рассматривается новый способ укрощения проблемной стружки с помощью крошечных канавок на самой обрабатываемой детали, что обещает более безопасную, чистую и эффективную резку металла для отраслей от медицинских приборов до аэрокосмической техники.
Новый способ заставить стружку вести себя
Когда режущий инструмент обтачивает металлический пруток, он отрывает непрерывную ленту материала, называемую стружкой. В идеале эта лента регулярно лопается на короткие, скрученные фрагменты, которые легко удалять. На практике, особенно при обработке прочных сплавов вроде нержавеющей стали AISI 316L, стружка часто выходит в виде длинных, запутанных нитей. Существующие решения пытаются управлять этим за счёт изменения траектории инструмента, его геометрии или способа подачи охлаждающей жидкости, но у каждого подхода есть недостатки — повышенный износ инструмента, рост энергозатрат или узкие технологические окна. Авторы предлагают новую идею — разрушающее стружку воздействие канавками (GICB): вместо того чтобы фокусироваться на инструменте или охлаждении, они тонко ослабляют стружку прямо в месте её образования на поверхности заготовки.
Крошечные канавки — большая задача
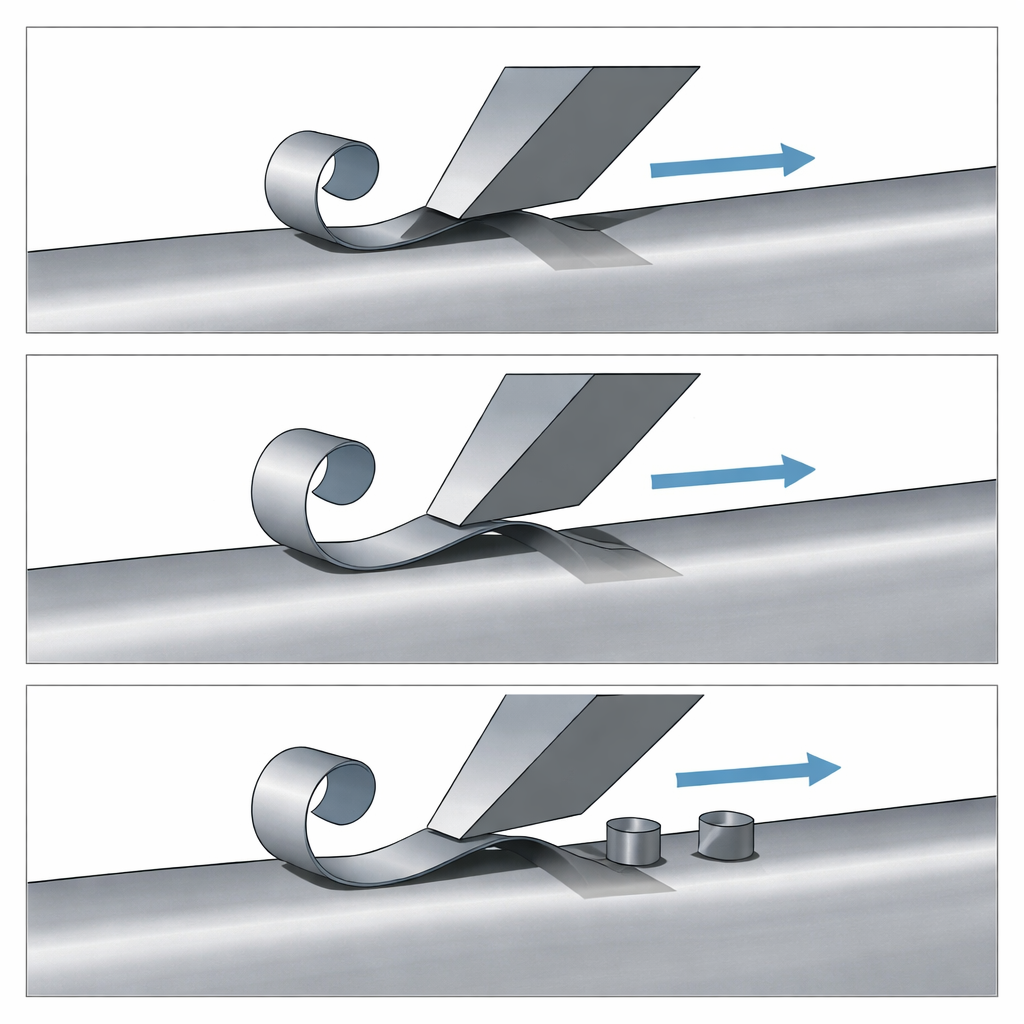
В подходе GICB исследователи используют лазер для вырезания микроскопических канавок по поверхности цилиндрической нержавеющей заготовки до начала резки. Эти заранее нанесённые микроканавки имеют примерно 30 микрометров в ширину и 100 микрометров в глубину — значительно меньше толщины стружки, которая будет срезана позже. При точении на числовом токарном станке инструмент периодически проходит над этими канавками по мере вращения заготовки. Каждый такой проход заставляет отрываемую стружку встретить локальную зону ослабления прямо над канавкой, что облегчает её изгиб и разрыв в контролируемом месте. Корректируя обычные параметры резания — подачу и глубину реза — команда могла наблюдать эффективность разрыва, инициированного канавками, в широком диапазоне практических чистовых условий.
От спутанных лент к аккуратным завиткам
Сравнение традиционных резов и резов с GICB в одинаковых условиях показало поразительную разницу в форме стружки. Без канавок стружка имела тенденцию быть длинной, деформированной и склонной к образованию узлов и спутыванию. С канавками стружка формировалась в короткие сегменты с поразительно одинаковой длиной и кривизной, что указывает на регулярный, почти «часовой» характер её разрыва при пересечении инструментом каждой канавки. Это периодическое разрушение не приводило к значительному увеличению сил, действующих на инструмент, хотя стружка прерывалась много раз. В специально разработанных испытаниях с несколькими канавками по окружности заготовки общий сигнал режущей силы фактически стал более плавным, показывая, что хаотичное поведение неконтролируемой стружки было подавлено.
Более гладкие детали и более устойчивое резание
Преимущества выходили за рамки формы стружки. Исследователи измеряли шероховатость обработанных поверхностей и обнаружили, что участки с канавками последовательно получались более гладкими, чем без канавок, с уменьшением шероховатости поверхности до примерно 27 процентов в некоторых чистовых режимах. Поскольку канавки были мельче снимаемого слоя, они не оставляли заметных следов на конечной поверхности. Вместо этого они тихо выполняли свою работу незаметно: ломая стружку до того, как та могла бы разметать и удариться о свежеработанную область, и снижая колебания боковой силы, обычно порчающие поверхность. Частотный анализ сил резания подтвердил, что случайные высокочастотные составляющие, связанные с нестабильным поведением стружки, резко снизились при использовании GICB.
Что это значит для будущего производства
Для неспециалистов ключевой вывод заключается в том, что очень небольшое и недорогое изменение заготовки — лазерное нанесение микроканавок — может трансформировать образование и разрушение стружки в процессе резания. Исследование показывает, что эти канавки надежно превращают проблемную непрерывную стружку в упорядоченные сегменты, одновременно улучшая чистоту поверхности и стабилизируя процесс резания. Это указывает на практический путь к более тихой, безопасной и предсказуемой обработке в высококлассном производстве, особенно на критических чистовых этапах, где качество детали имеет первостепенное значение.
Цитирование: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Ключевые слова: контроль стружки, обработка металла, шлифовка поверхности, лазерные микропазЫ, автоматизация производства