Clear Sky Science · nl
Precieze spanenbeheersing bereiken voor hoogwaardige productie
Waarom metaalsnippers ertoe doen in moderne fabrieken
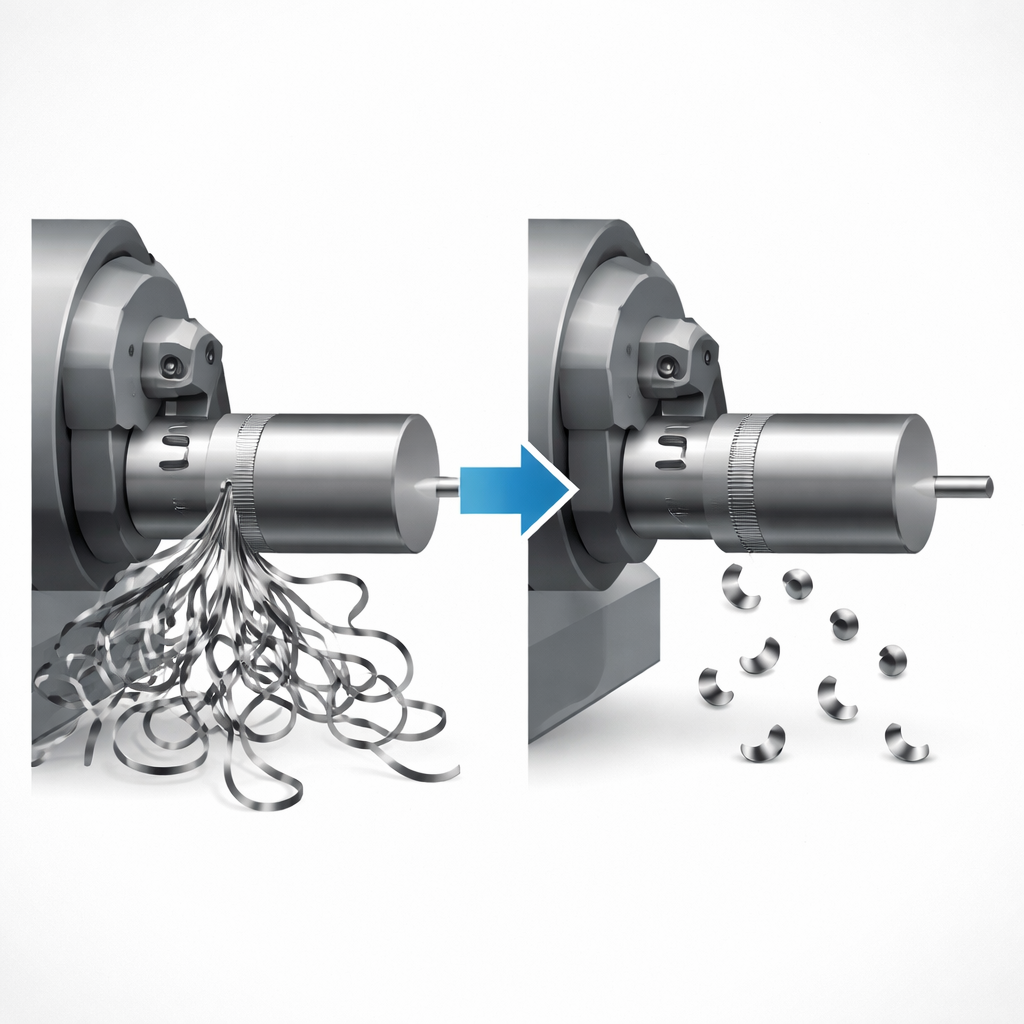
In sterk geautomatiseerde fabrieken kan zelfs iets ogenschijnlijk onbenulligs als de krullen metaal die van een onderdeel worden afgeschaafd de productie stilleggen. Lange, sliertachtige spanen kunnen rond gereedschappen verstrikt raken, zorgvuldig afgewerkte oppervlakken bekrassen en zelfs sensoren en spilonderdelen beschadigen. Dit artikel onderzoekt een nieuwe manier om die lastige spanen te beteugelen met behulp van piepkleine gleuven in het werkstuk zelf, waarmee veiliger, schoner en efficiënter metaal snijden mogelijk wordt voor sectoren variërend van medische instrumenten tot de lucht- en ruimtevaart.
Een nieuwe manier om spanen te laten gedragen
Wanneer een snijgereedschap een metalen staaf bewerkt, schraapt het een continue band materiaal weg die een spaan wordt genoemd. Idealiter breekt die band regelmatig in korte, gekrulde stukjes die gemakkelijk te verwijderen zijn. In de praktijk ontstaan, met name bij taaie legeringen zoals roestvast staal AISI 316L, vaak lange, verwarde slierten. Bestaande oplossingen proberen dit te managen door te variëren in gereedschapsbeweging, gereedschapsvorm of koeling, maar elke optie heeft nadelen zoals extra gereedschapsverslijting, hoger energiegebruik of gevoeligheid voor smalle procesvensters. De auteurs stellen een nieuw idee voor: grooves induced chip-breaking (GICB). In plaats van te focussen op het gereedschap of de koeling, verzwakken ze de spaan subtiel direct bij zijn ontstaan op het oppervlak van het werkstuk.
Minieme gleuven met een grote taak
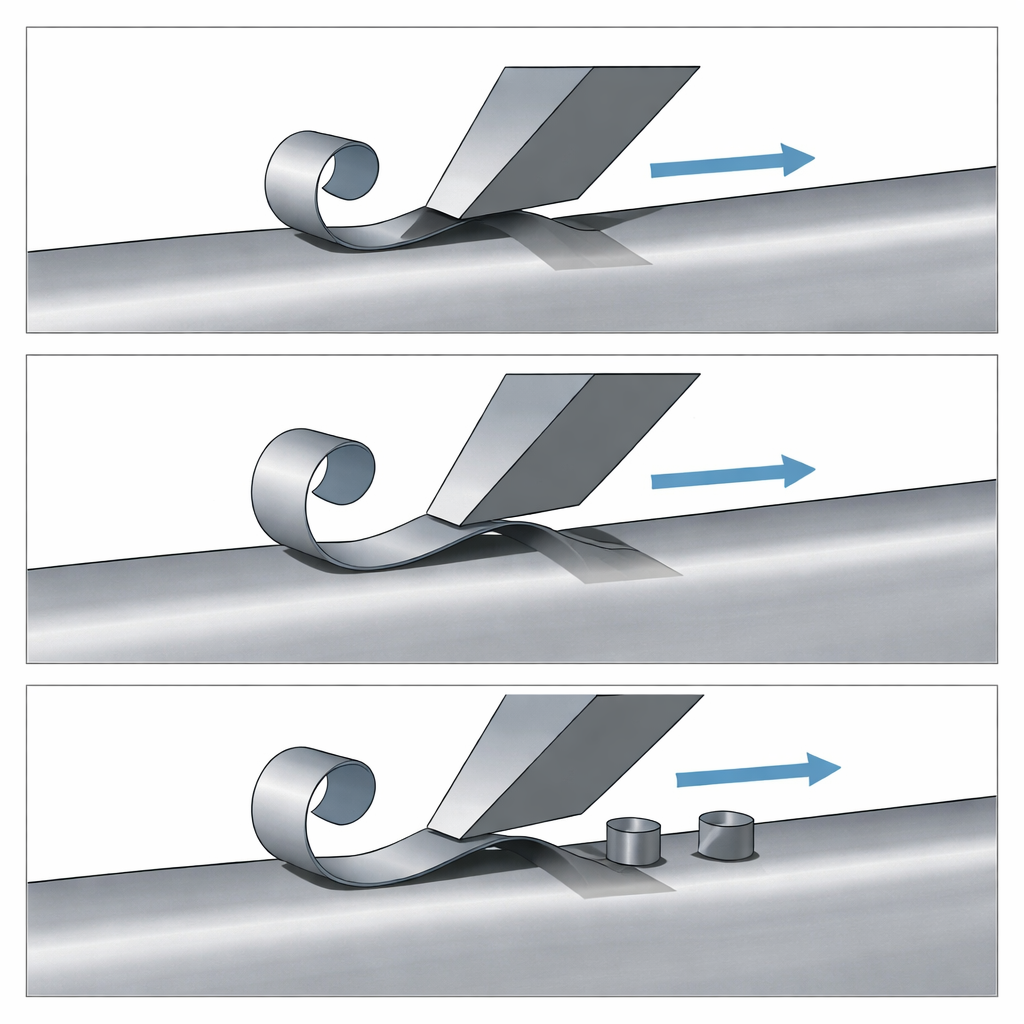
Bij de GICB-aanpak gebruiken de onderzoekers een laser om microscopische gleuven in de omtrek van een cilindrisch roestvaststalen werkstuk te graveren voordat het verspanen begint. Deze voorbewerkte micro-gleuven zijn slechts ongeveer 30 micrometer breed en 100 micrometer diep—veel kleiner dan de dikte van de spaan die later wordt weggesneden. Tijdens het draaien op een CNC-draaibank passeert het snijgereedschap periodiek deze gleuven terwijl het werkstuk ronddraait. Elke keer dat dit gebeurt, treft de afgeschraapte spaan een lokale zwakke plek precies boven de gleuf, waardoor hij gemakkelijker buigt en op een gecontroleerde plaats breekt. Door gangbare bewerkingsparameters zoals aanslag per omwenteling en diepte van snede aan te passen, kon het team observeren hoe goed dit gleuf-geassisteerde breken presteerde over een breed bereik van praktische afwerkingscondities.
Van verwarde slierten naar nette krullen
Het vergelijken van traditionele sneden met GICB-sneden onder gelijke condities liet een duidelijk verschil in spaanvorm zien. Zonder gleuven waren de spanen geneigd lang, vervormd en vatbaar voor knopen en verstrengeling te zijn. Met gleuven vormden de spanen korte segmenten met opmerkelijk gelijkmatige lengte en kromming, wat aangeeft dat ze op een regelmatige, bijna klokachtige manier braken telkens wanneer het gereedschap een gleuf kruiste. Dit periodieke breken verhoogde de krachten op het gereedschap niet significant, hoewel de spaan veelvuldig werd onderbroken. In speciaal ontworpen proeven met meerdere gleuven rond het werkstuk werd het totale snijkracht-signaal zelfs vloeiender, wat aantoonde dat het chaotische gedrag van ongecontroleerde spanen was onderdrukt.
Soepeler onderdelen en stabieler snijden
De voordelen gingen verder dan alleen de spaanvorm. De onderzoekers maten de ruwheid van de bewerkte oppervlakken en vonden dat de gegroefde secties consequent gladder uit de bewerking kwamen dan de niet-gegroefde delen, met een reductie van de oppervlakteruwheid tot ongeveer 27 procent in sommige afwerkingscondities. Omdat de gleuven ondieper waren dan de te verwijderen laag, lieten ze geen zichtbare sporen achter op het eindoppervlak. In plaats daarvan deden ze hun werk onopgemerkt: door spanen te laten breken voordat ze zouden rondslaan en in het pas gesneden gebied zouden botsen, en door schommelingen in de dwarskracht die het oppervlak kan aantasten te verminderen. Frequentieanalyse van de snijkrachten bevestigde dat de willekeurige, hoogfrequente componenten die samenhangen met instabiel spaangedrag dramatisch afnamen wanneer GICB werd toegepast.
Wat dit betekent voor toekomstige productie
Voor niet-specialisten is de kernboodschap dat een zeer kleine, goedkope aanpassing aan het werkstuk—laser-geëtste micro-gleuven—kan veranderen hoe spanen zich vormen en breken tijdens het bewerken. De studie toont aan dat deze gleuven betrouwbaar probleemloze continue spanen kunnen omzetten in ordelijke segmenten, terwijl ze tegelijkertijd de oppervlakteafwerking verbeteren en het snijproces stabiliseren. Dit wijst op een praktische route naar stillere, veiligere en beter voorspelbare bewerking in hoogwaardige productie, met name in de cruciale afwerkingsfasen waar onderdeelkwaliteit vooropstaat.
Bronvermelding: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Trefwoorden: spanenbeheersing, metaalbewerking, oppervlakteafwerking, laser micro-gleuven, productieautomatisering