Clear Sky Science · ar
تحقيق التحكم الدقيق في الرقائق للتصنيع الراقي
لماذا تهم رقائق المعدن في المصانع الحديثة
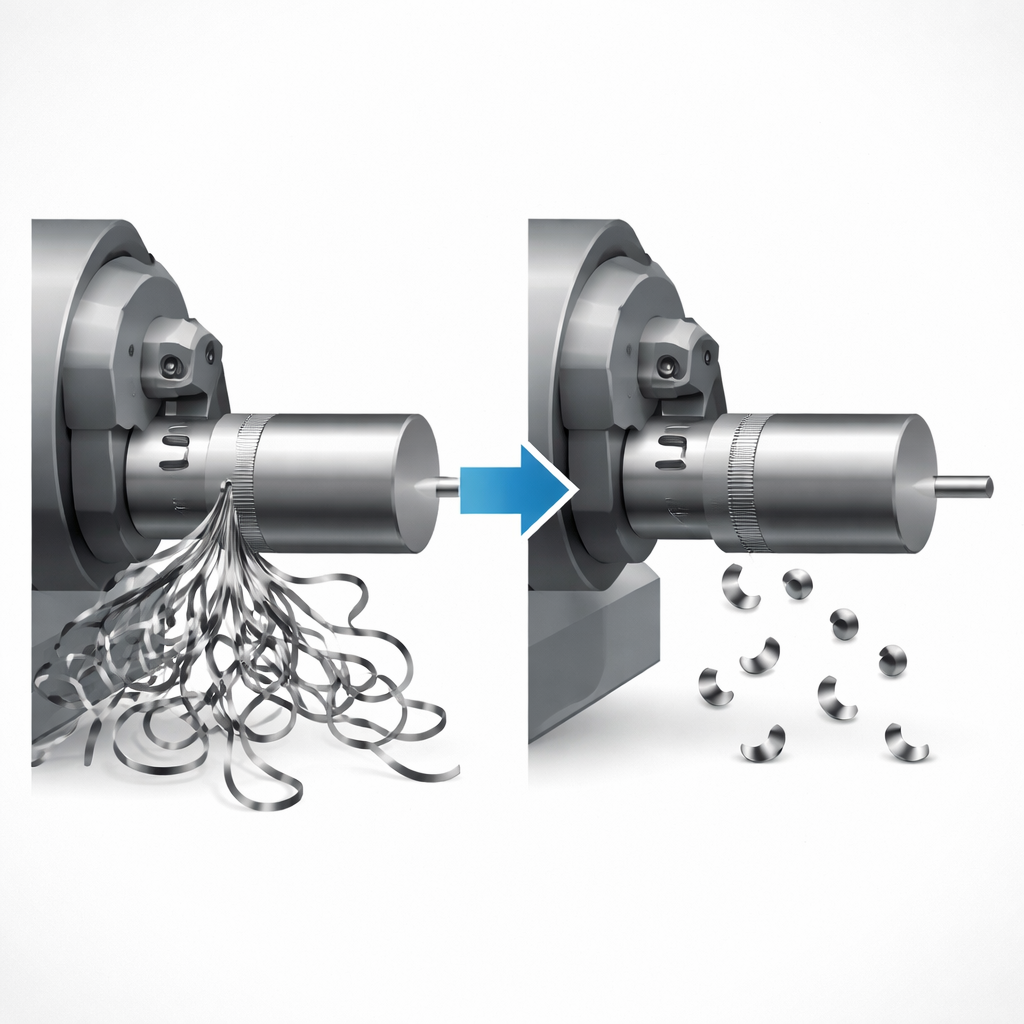
في المصانع عالية الأتمتة، حتى شيء متواضع مثل لفائف المعدن المُقَشَّرة من قطعة يمكن أن يوقف الإنتاج. الرقائق الطويلة والخيطية قد تتشابك حول الأدوات، تخدش الأسطح المنتهية بعناية، بل وتلحق ضرراً بالمستشعرات والمحاور الدورانية. يستعرض هذا المقال طريقة جديدة للتعامل مع تلك الرقائق المزعجة باستخدام شقوق صغيرة على قطعة العمل نفسها، واعدة بقطع معدني أكثر أماناً ونظافة وكفاءة للصناعات بدءاً من الأجهزة الطبية وحتى الطيران.
طريقة جديدة لجعل الرقائق تتصرف
عندما يدور أداة قطع حول شريط معدني، تقشر شريطاً مستمراً من المادة يسمى الرقاقة. في الحالة المثالية، ينكسر ذلك الشريط بانتظام إلى قطع قصيرة ومقوسة يسهل إزالتها. في التطبيق العملي، وبخاصة مع سبائك صلبة مثل الفولاذ المقاوم للصدأ AISI 316L، غالباً ما تخرج الرقائق على شكل خيوط طويلة ومتشابكة. تحاول الحلول الحالية إدارة المشكلة من خلال تغيير حركة الأداة أو شكلها أو طريقة رش المبرد، لكن لكل خيار عيوب مثل زيادة تآكل الأداة، استهلاك طاقة أعلى، أو حساسية لنوافذ عملية ضيقة. يقترح المؤلفون فكرة جديدة تُسمى كسر الرقاقة بتحفيز الشقوق (GICB): بدلاً من التركيز على الأداة أو المبرد، يضعفون الرقاقة بشكل دقيق عند منشأها على سطح قطعة العمل.
شقوق دقيقة بوظيفة كبيرة
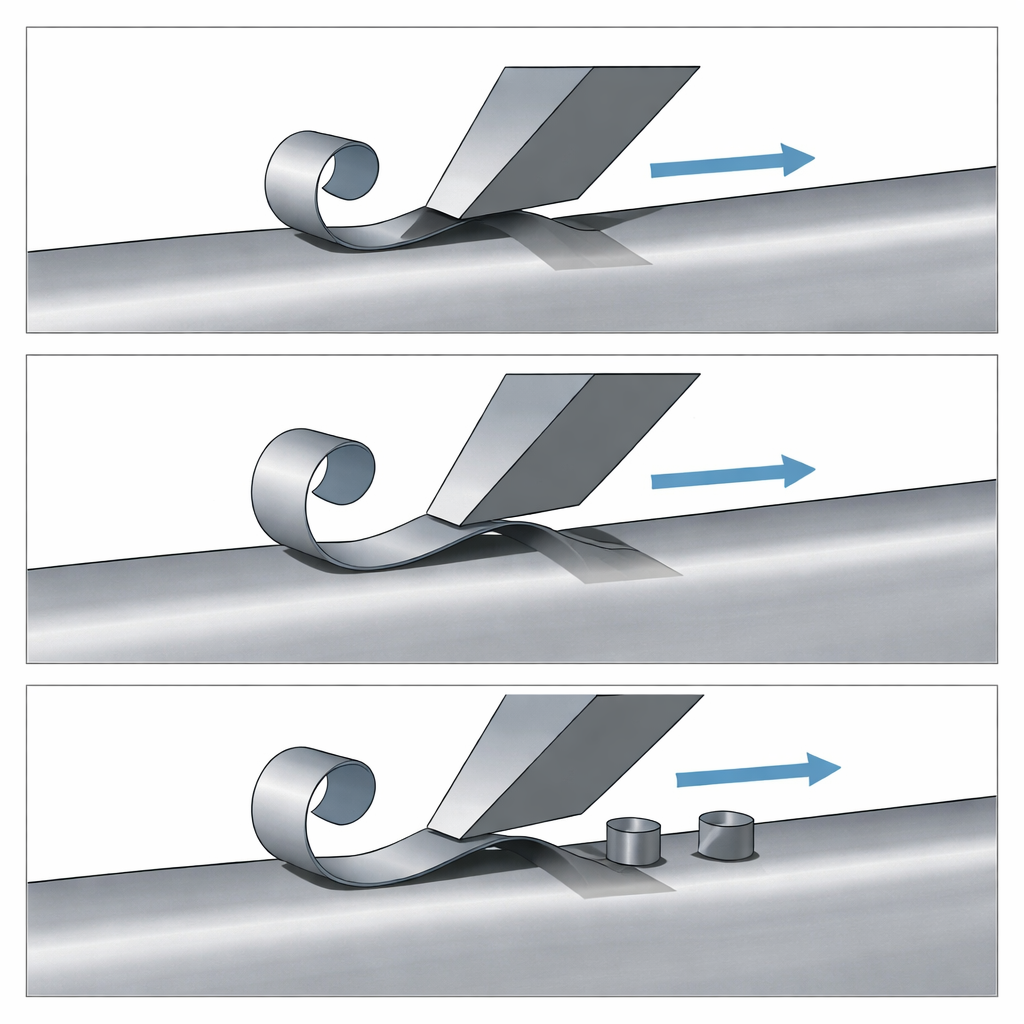
في نهج GICB، يستخدم الباحثون ليزرًا لنقش شقوق مجهرية على سطح قطعة عمل أسطوانية من الفولاذ المقاوم للصدأ قبل بدء القطع. هذه الشقوق المسبقة المعالجة صغيرة جداً—حوالي 30 ميكرومتر عرضاً و100 ميكرومتر عمقاً—أصغر بكثير من سمك الرقاقة التي ستزال لاحقًا. أثناء التشغيل على مخارط مراقبة رقميًا، تمر أداة القطع دورياً فوق هذه الشقوق مع دوران قطعة العمل. في كل مرة يحدث ذلك، تواجه الرقاقة المقتلعة ضعفًا محليًا فوق الشق، مما يجعلها أكثر قابلية للانحناء والانكسار في موضع متحكم فيه. من خلال ضبط إعدادات القطع الشائعة مثل معدل التغذية وعمق القطع، تمكن الفريق من مراقبة أداء هذا الكسر المعاون بالشقوق عبر نطاق واسع من ظروف التشطيب العملية.
من شرائط متشابكة إلى لفات مرتبة
بالمقارنة بين القطع التقليدي وقطع GICB تحت نفس الظروف، كان الفرق في شكل الرقاقة لافتًا. بدون شقوق، كانت الرقائق تميل لأن تكون طويلة ومشوهة ومعرضة للتشابك والالتواء. مع وجود الشقوق، تشكلت الرقائق إلى مقاطع قصيرة ذات طول وانحناء متشابهين بشكل ملحوظ، ما يشير إليها أنها كانت تنكسر بنمط منتظم يكاد يكون كساعات مع عبور الأداة لكل شق. لم تؤدِ هذه الانقطاعات المتكررة في الرقاقة إلى زيادة كبيرة في القوى المؤثرة على الأداة، رغم تكرار مقاطعة الرقاقة. في اختبارات مصممة خصيصاً مع عدة شقوق حول قطعة العمل، أصبح إشارة قوة القطع الكلية أكثر سلاسة، كاشفة أن السلوك الفوضوي للرقائق غير المسيطر عليها قد تم كبحه.
قطع أنعم وقطع أكثر استقرارًا
امتدت الفوائد إلى ما هو أبعد من شكل الرقاقة. قاس الباحثون خشونة الأسطح المَشغولة ووجدوا أن المقاطع المشقوقة خرجت باستمرار أكثر نعومة من المقاطع غير المشقوقة، مع انخفاض في خشونة السطح يصل إلى حوالي 27 بالمئة في بعض ظروف التشطيب. ولأن الشقوق كانت أضحل من الطبقة المزالة، لم تترك آثارًا مرئية على السطح النهائي. بدلاً من ذلك، قامت بعملها بهدوء خارج الأنظار: بكسر الرقائق قبل أن تتمكن من الالتفاف والاصطدام بالمنطقة المقطوعة حديثًا، وبتقليل التذبذبات في القوة العرضية التي تميل إلى تخريب السطح. كما أكد تحليل الترددات لقوى القطع أن المكونات العشوائية وذات التردد العالي المرتبطة بسلوك الرقائق غير المستقر انخفضت بشكل كبير عند استخدام GICB.
ما الذي يعنيه هذا لمستقبل التصنيع
لغير المتخصصين، النتيجة الأساسية هي أن تعديلًا بسيطًا ومنخفض التكلفة لقطعة العمل—شقوق مجهرية محفورة بالليزر—يمكن أن يحول طريقة تكوّن وانكسار الرقائق أثناء القطع. تظهر الدراسة أن هذه الشقوق قادرة بشكل موثوق على تحويل الرقائق المستمرة المزعجة إلى مقاطع منتظمة، مع تحسين تشطيب السطح واستقرار عملية القطع في الوقت نفسه. وهذا يقترح مسارًا عمليًا نحو تشغيل أكثر هدوءًا وأمانًا وتنبؤًا في التصنيع الراقي، لا سيما في مراحل التشطيب الحاسمة حيث تكون جودة القطعة في غاية الأهمية.
الاستشهاد: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
الكلمات المفتاحية: تحكم الرقائق, تشغيل المعادن, تشطيب السطح, الشقوق الدقيقة بالليزر, أتمتة التصنيع