Clear Sky Science · es
Lograr un control preciso de virutas para la fabricación de alta gama
Por qué las virutas metálicas importan en las fábricas modernas
En fábricas altamente automatizadas, incluso algo tan humilde como los rizos de metal desprendidos de una pieza puede detener la producción. Las virutas largas y filamentosas pueden enredarse alrededor de las herramientas, arañar superficies cuidadosamente acabadas e incluso dañar sensores y husillos. Este artículo explora una nueva forma de domar esas problemáticas virutas mediante pequeñas ranuras en la propia pieza de trabajo, prometiendo un corte de metal más seguro, limpio y eficiente para industrias que van desde dispositivos médicos hasta la aeronáutica.
Una nueva forma de hacer que las virutas se comporten
Cuando una herramienta de corte gira una barra metálica, desprende una cinta continua de material llamada viruta. Idealmente, esa cinta se rompe regularmente en trozos cortos y curvados que son fáciles de retirar. En la práctica, especialmente con aleaciones resistentes como el acero inoxidable AISI 316L, las virutas a menudo salen como hilos largos y enredados. Las soluciones existentes intentan gestionar esto cambiando el movimiento de la herramienta, su geometría o la forma en que se aplica el refrigerante, pero cada opción tiene inconvenientes como mayor desgaste de la herramienta, mayor consumo energético o sensibilidad a ventanas de proceso estrechas. Los autores proponen una idea novedosa denominada rotura de virutas inducida por ranuras (GICB): en lugar de centrarse en la herramienta o el refrigerante, debilitan sutilmente la viruta justo en su origen, sobre la superficie de la pieza.
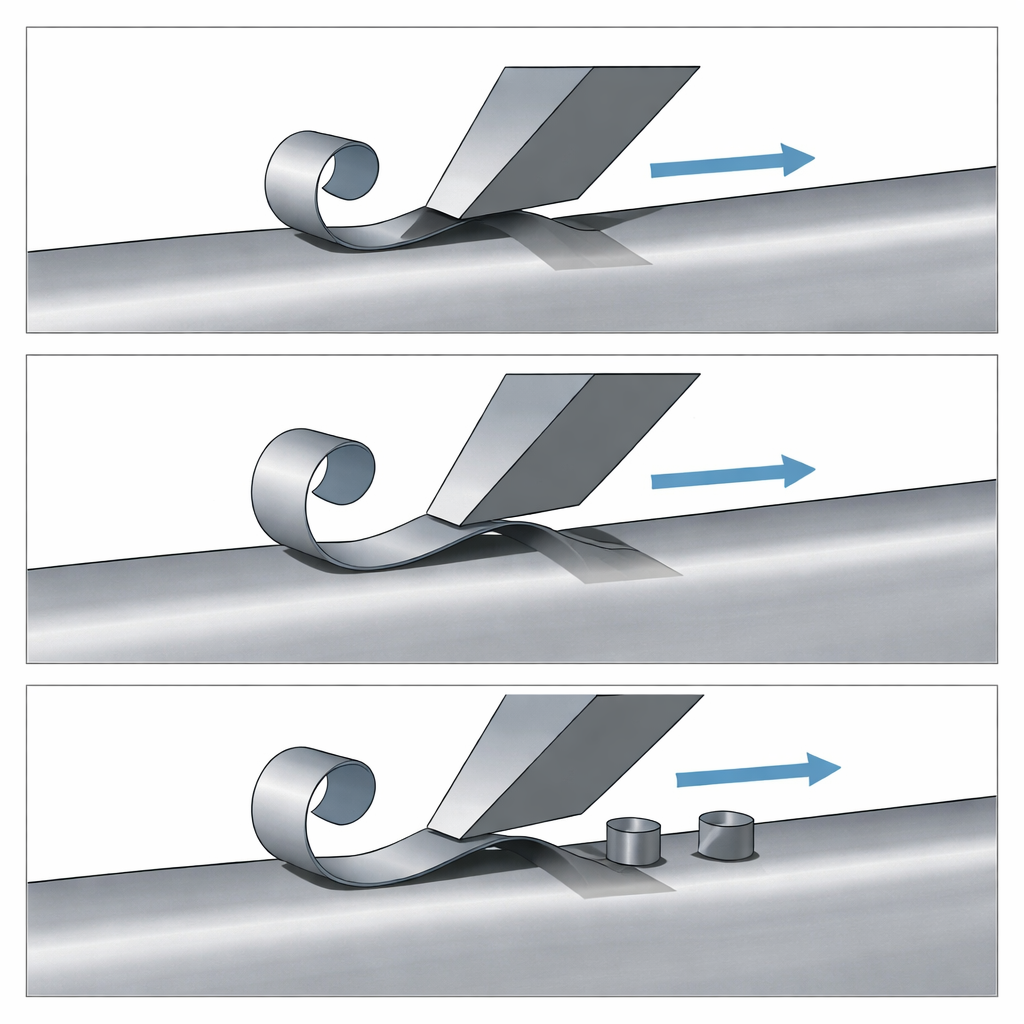
Microranuras con una gran tarea
En el enfoque GICB, los investigadores usan un láser para tallar microranuras en la superficie de una pieza cilíndrica de acero inoxidable antes de comenzar el corte. Estas microranuras preprocesadas tienen apenas unos 30 micrómetros de ancho y 100 micrómetros de profundidad, mucho más pequeñas que el espesor de la viruta que se eliminará posteriormente. Durante el torneado en un torno controlado por ordenador, la herramienta de corte pasa periódicamente sobre estas ranuras mientras la pieza gira. Cada vez que esto ocurre, la viruta que se está desprendiendo encuentra una debilidad local justo encima de la ranura, lo que facilita que se doble y se rompa en una ubicación controlada. Ajustando parámetros habituales de corte como la avance y la profundidad de pasada, el equipo pudo observar cómo funcionaba esta rotura asistida por ranuras en una amplia gama de condiciones prácticas de acabado.
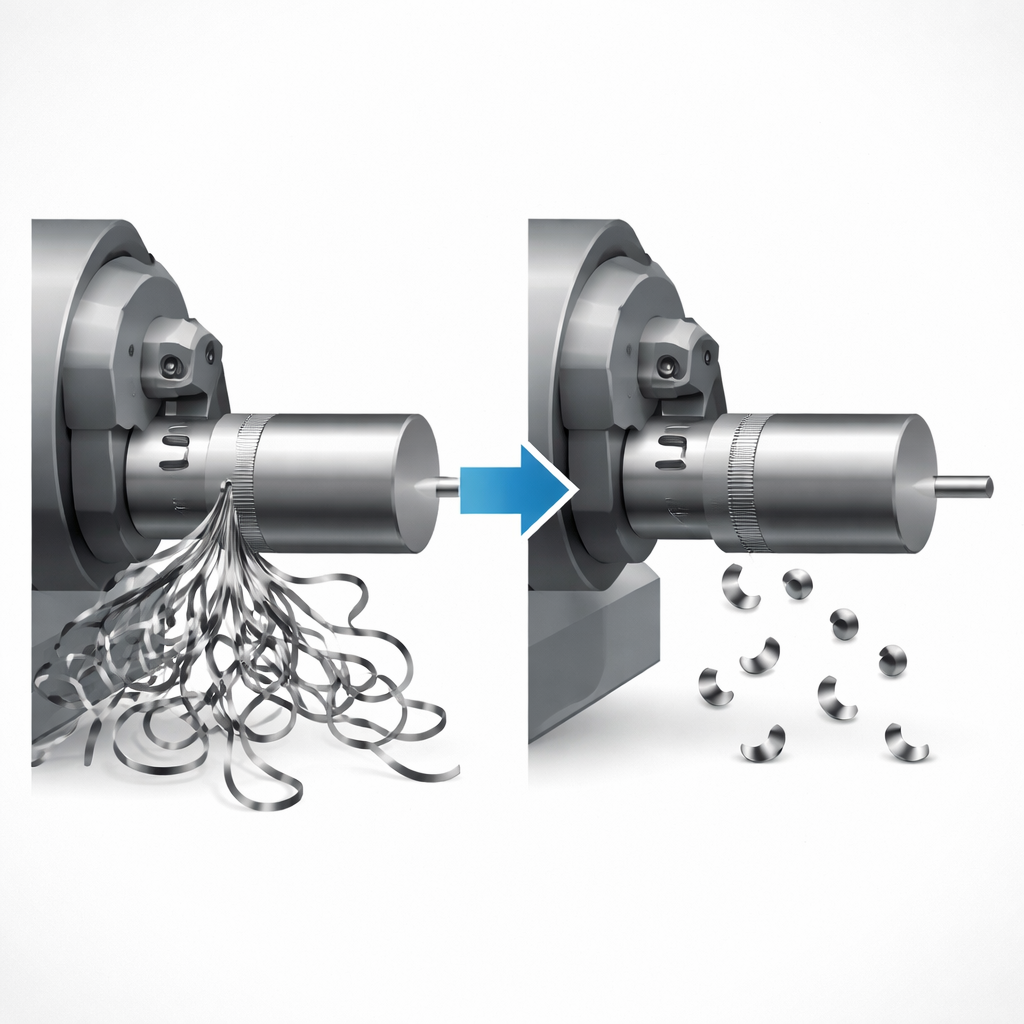
De cintas enmarañadas a rizos ordenados
Al comparar los cortes tradicionales con los cortes GICB bajo las mismas condiciones, la diferencia en la forma de las virutas fue notable. Sin ranuras, las virutas tendían a ser largas, deformadas y propensas a anudarse y enredarse. Con las ranuras, las virutas se formaron en segmentos cortos con longitud y curvatura notablemente similares, lo que indica que se rompían de manera regular, casi como un patrón de reloj, cada vez que la herramienta atravesaba una ranura. Esta rotura periódica no aumentó de forma significativa las fuerzas que actúan sobre la herramienta, pese a que la viruta se interrumpía muchas veces. En pruebas diseñadas con múltiples ranuras alrededor de la pieza, la señal global de fuerza de corte llegó incluso a suavizarse, revelando que se había suprimido el comportamiento caótico de las virutas no controladas.
Superficies más lisas y corte más estable
Los beneficios se extendieron más allá de la forma de las virutas. Los investigadores midieron la rugosidad de las superficies mecanizadas y comprobaron que las secciones con ranuras salieron sistemáticamente más lisas que las no ranuradas, con una reducción de la rugosidad superficial de hasta aproximadamente un 27 por ciento en algunas condiciones de acabado. Debido a que las ranuras eran más superficiales que la capa removida, no dejaron marcas visibles en la superficie final. En cambio, realizaron su trabajo discretamente fuera de la vista: rompiendo las virutas antes de que pudieran azotarse y chocar con el área recién cortada y reduciendo las fluctuaciones en la fuerza lateral que tiende a estropear la superficie. El análisis de frecuencia de las fuerzas de corte confirmó que los componentes aleatorios de alta frecuencia asociados con el comportamiento inestable de las virutas disminuyeron de forma drástica cuando se empleó GICB.
Qué significa esto para la fabricación futura
Para no especialistas, el resultado clave es que una modificación muy pequeña y de bajo coste a la pieza de trabajo—microranuras grabadas con láser—puede transformar cómo se forman y rompen las virutas durante el corte. El estudio muestra que estas ranuras pueden convertir de forma fiable virutas continuas problemáticas en segmentos ordenados, mientras que al mismo tiempo mejoran el acabado superficial y estabilizan el proceso de corte. Esto sugiere un camino práctico hacia un mecanizado más silencioso, seguro y predecible en la fabricación de alta gama, particularmente en las etapas cruciales de acabado donde la calidad de la pieza es primordial.
Cita: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Palabras clave: control de virutas, mecanizado de metales, acabado superficial, microranuras por láser, automatización de la fabricación