Clear Sky Science · sv
Uppnå exakt spånhantering för högkvalitativ tillverkning
Varför metallspån spelar roll i moderna fabriker
I högt automatiserade fabriker kan även något så till synes obetydligt som spiralformade spån som hyvlas från en detalj stänga ned produktionen. Långa, trådliknande spån kan trassla in sig runt verktyg, repa noggrant färdiga ytor och till och med skada sensorer och spindlar. Denna artikel undersöker ett nytt sätt att tygla dessa besvärliga spån genom små spår på själva arbetsstycket, vilket lovar säkrare, renare och effektivare skärning av metall för industrier från medicinteknik till flygindustrin.
Ett nytt sätt att få spånen att uppföra sig
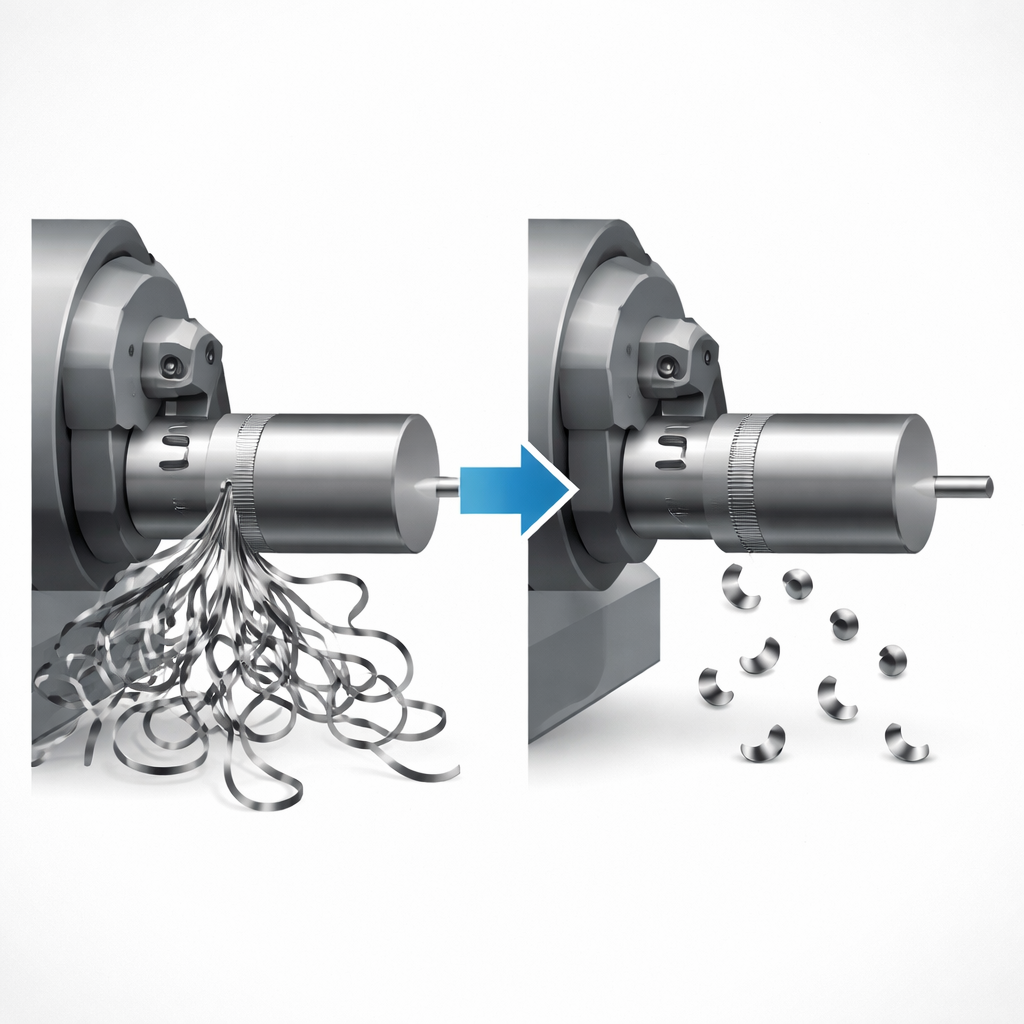
När ett skärverktyg svarvar en metallstång skalar det av ett kontinuerligt band av material som kallas spån. I bästa fall bryts detta band regelbundet upp i korta, spiralformade segment som är lätta att avlägsna. I praktiken, särskilt med segare legeringar som rostfritt stål AISI 316L, framträder spånen ofta som långa, trassliga trådar. Befintliga lösningar försöker hantera detta genom att ändra verktygets rörelse, dess geometri eller kylmedelsstrålen, men varje alternativ har nackdelar som ökat verktygsslitage, högre energianvändning eller känslighet för snäva processfönster. Författarna föreslår en ny idé kallad grooves induced chip-breaking, eller GICB: i stället för att fokusera på verktyget eller kylningen försvagar man spånet subtilt redan där det bildas på arbetsstyckets yta.
Små spår med stor uppgift
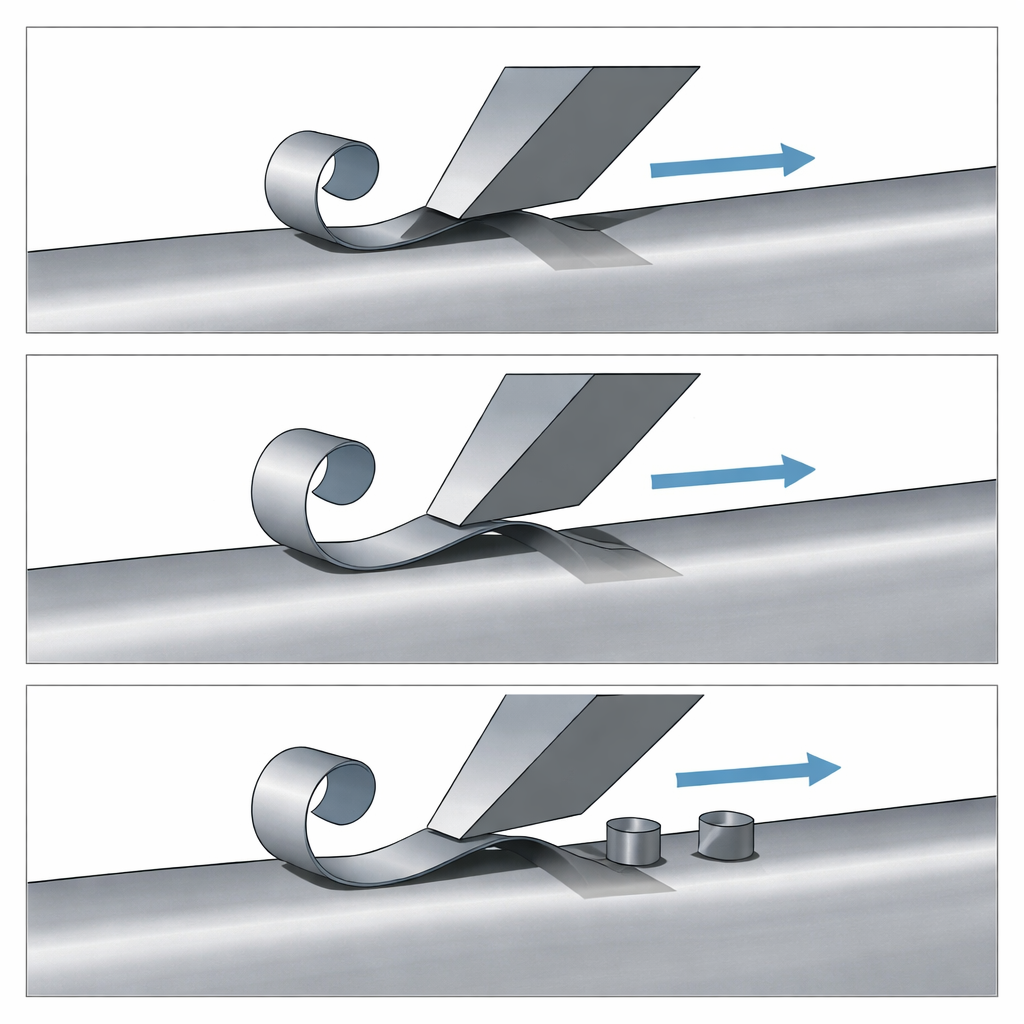
I GICB-metoden använder forskarna en laser för att fräsa mikroskopiska spår längs ytan på ett cylindriskt arbetsstycke i rostfritt stål innan svarvningen påbörjas. Dessa förbehandlade mikrospår är endast omkring 30 mikrometer breda och 100 mikrometer djupa—mycket mindre än tjockleken på det spån som senare kommer att avverkas. Under svarvning på en datorstyrd svarv passerar skärverktyget periodiskt över dessa spår när arbetsstycket roterar. Varje gång detta sker möter spånet en lokal försvagning precis ovanför spåret, vilket gör det lättare att böja och bryta vid en kontrollerad plats. Genom att justera vanliga skärparametrar såsom matning och skärdjup kunde teamet observera hur väl denna spårassisterade brottning fungerade över ett brett spektrum av praktiska finishförhållanden.
Från trassliga band till prydliga spiraler
Vid jämförelse mellan traditionella skärningar och GICB-skärningar under samma förutsättningar var skillnaden i spånform slående. Utan spår tenderade spånen att bli långa, deformerade och benägna att knyta sig och trassla in sig. Med spår på plats bildade spånen korta segment med anmärkningsvärt lik längd och krökning, vilket indikerar att de bröts i ett regelbundet, nästan klocklikt mönster när verktyget korsade varje spår. Denna periodiska brottning ökade inte signifikant de krafter som verkar på verktyget, trots att spånet avbröts många gånger. I särskilt utformade tester med flera spår runt arbetsstycket blev den totala skärkraftsignalen faktiskt jämnare, vilket visade att det kaotiska beteendet hos okontrollerade spån hade dämpats.
Smulare detaljer och stabilare skärning
Fördelarna sträckte sig bortom spånformen. Forskarna mätte ytans råhet på de bearbetade ytorna och fann att de spårade sektionerna konsekvent blev slätare än de ospårade, med en ytråhetsminskning på upp till cirka 27 procent i vissa finishförhållanden. Eftersom spåren var grundare än det avverkade skiktet lämnade de inga synliga spår på den slutliga ytan. I stället utförde de sitt arbete diskret: genom att bryta spån innan de hann slå runt och kollidera med den nysvarvade ytan samt genom att minska fluktuationer i sidokrafter som tenderar att skada ytan. Frekvensanalys av skärkrafterna bekräftade att de slumpmässiga, högfrekventa komponenterna som förknippas med instabilt spånbeteende minskade dramatiskt när GICB användes.
Vad detta betyder för framtidens tillverkning
För icke-specialister är kärnresultatet att en mycket liten, kostnadseffektiv ändring av arbetsstycket—laseretsade mikrospår—kan förändra hur spån bildas och bryts under skärning. Studien visar att dessa spår pålitligt kan omvandla besvärliga kontinuerliga spån till ordnade segment, samtidigt som ytfinishen förbättras och skärprocessen stabiliseras. Detta antyder en praktisk väg mot tystare, säkrare och mer förutsägbar bearbetning i högkvalitativ tillverkning, särskilt i de avgörande finishstegen där detaljkvaliteten är avgörande.
Citering: Kang, Z., Guo, Q., Li, Z. et al. Achieving precise chip control for high-end manufacturing. Sci Rep 16, 13223 (2026). https://doi.org/10.1038/s41598-026-43995-7
Nyckelord: spånhantering, metallbearbetning, ytfinhet, laser-mikrospår, tillämpningsautomation