Clear Sky Science · zh
电阻点焊马氏体不锈钢力学性能优化与显微组织表征:原位回火与TLBO方法
为什么更强的焊点关系到日常安全
现代汽车依靠数千个微小的焊点来将钢结构连接在一起。这些针尖大小的接头或许看不见,但在车辆发生碰撞时保护乘员的能力上扮演关键角色。本研究关注一种在车身用到的强但较脆的特殊不锈钢,并提出一个简明且实用的问题:我们能否通过调整焊接工艺,使这些隐藏的连接在断裂前承受更多的破坏?
汽车如何用电力缝合在一起
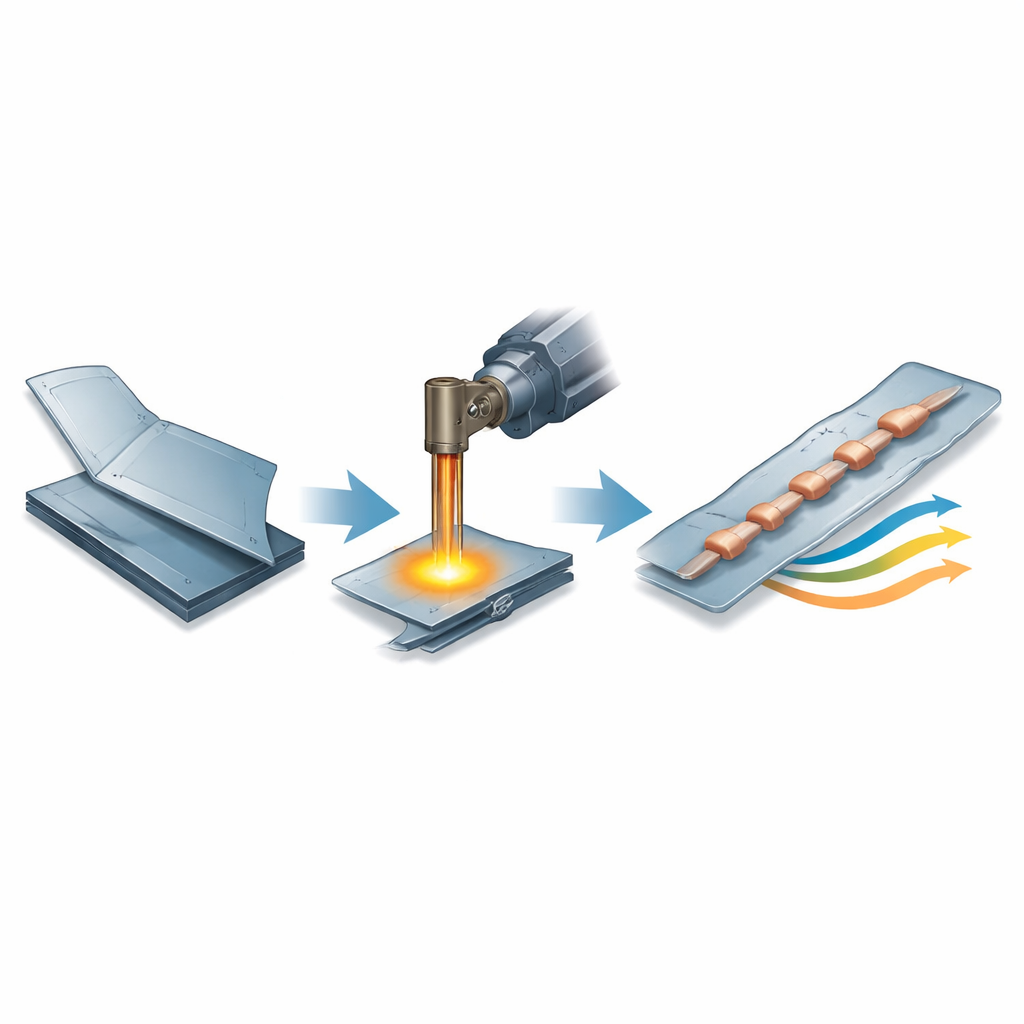
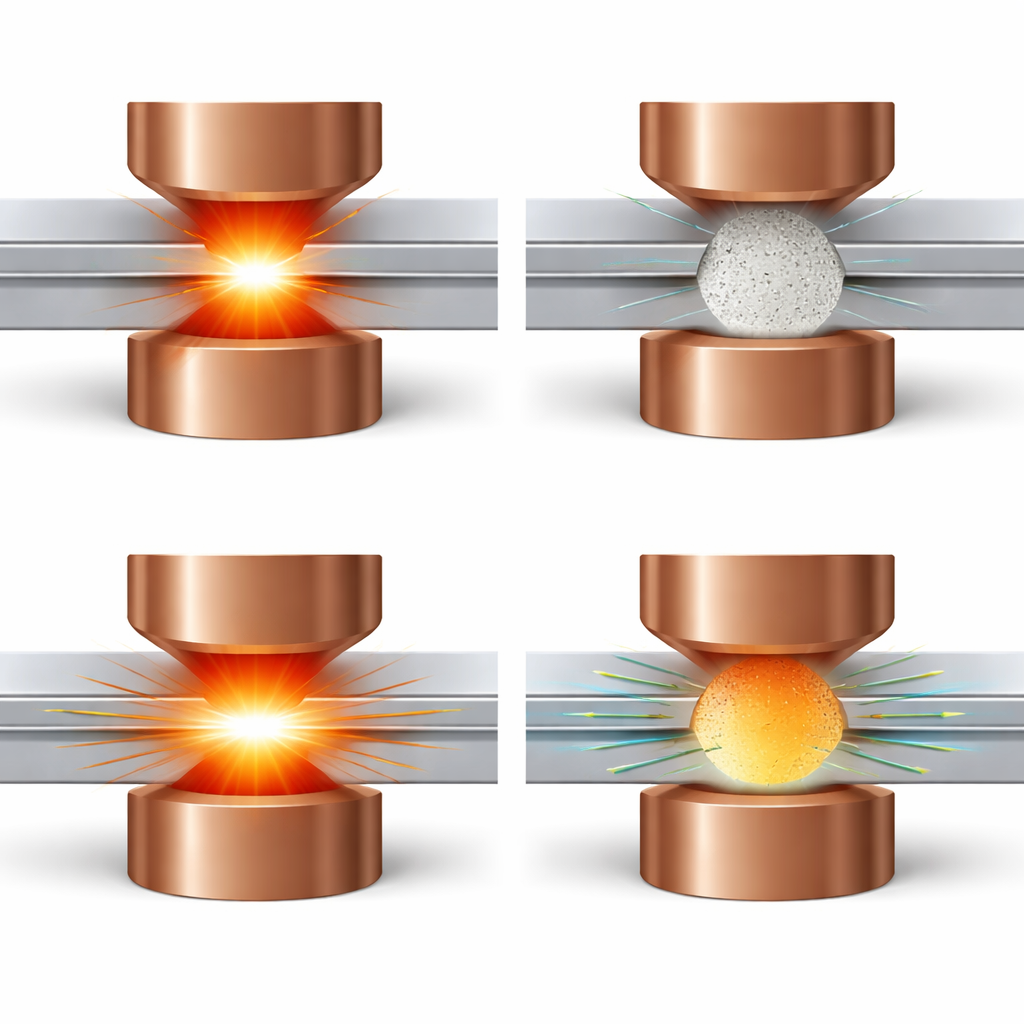
汽车制造商常用电阻点焊,这是一种快速的工艺,两根铜电极夹紧重叠的钢板并通过电流。板间金属短时间熔化并凝固成一个小的“焊核”,将板材熔接在一起。对于一种常见的高强度牌号AISI 420马氏体不锈钢,这种快速加热与冷却往往在焊心区形成极硬、类似玻璃的组织。这种高硬度有利于静态强度,但不利于韧性:在冲击或反复加载下,裂纹更容易产生和扩展,限制了接头在碰撞中吸收能量的能力。
新方法:在成焊时对焊核进行回火
研究人员比较了两种焊接方案。第一种是常规的单次电流脉冲形成焊核;第二种是在主焊之后增加一段精确时机的低强度次脉冲。这个额外步骤相当于一个微小的内置热处理,轻柔地再加热已凝固的焊核,在不再熔化的前提下软化最脆的区域。通过结构化的试验方案,他们改变了焊接电流、焊接时间和电极压力,并测量了焊核尺寸、断裂前的最大载荷以及拉伸试验中各接头能吸收的能量。
从晶粒到裂纹的金属内部观察
为了理解不同焊接程序在钢中造成的真实变化,团队抛光并腐蚀了横截面并在光学和电子显微镜下观察。他们还使用了可以识别晶体相与取向的先进工具。在标准单脉冲焊接中,接头中央的熔合区以非常硬的马氏体为主,硬度大约是周围母材的四倍。失效样品的断口表现出典型的脆性断裂的锋利平坦特征。当施加第二次回火脉冲时,焊核总体尺寸几乎不变,但内部组织发生了变化:马氏体部分回火并略微软化,减少了焊心与附近区域之间的尖锐硬度落差。
寻找持久接头的最佳区间
由于真实车身会经历数百万次小的循环载荷,研究重点放在疲劳寿命上——焊点在出现裂纹前能承受多少重复拉伸。他们采用固定的主焊参数,仅改变原位回火脉冲的持续时间。短时回火带来适度提升,但中等时长的回火使焊点承受的循环次数几乎翻倍。当回火时间继续延长时,性能又下降了。换言之,存在一个明显的“恰到好处”窗口:额外加热太少会使焊点仍然过脆,而过度加热又会使金属过度软化并促成早期损伤。为了在不进行无尽试验的情况下为工程师指明合适参数,作者还采用了一种课堂启发的优化算法(模拟学生学习过程)。在实验数据的驱动下,该算法在电流、时间和压力的参数空间中搜索,找出能同时最大化焊核尺寸、峰值载荷和吸收能量的组合。
这对更安全、更轻的汽车意味着什么
对非专业读者来说,结论很直接:通过在点焊过程中加入一次短促且精调的二次热脉冲,可以制得在真实使用中不但强度高而且更具韧性的微小钢接头。这样的焊点在开裂前能吸收更多能量,并在反复载荷下寿命更长,且无需改变母材或车体可见设计。将这一回火步骤与数据驱动的优化工具结合,为制造商提供了一条切实可行的路线图,帮助设定焊接工艺以改善碰撞性能和疲劳寿命,同时仍支持轻量化、节能的整车结构。
引用: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
关键词: 电阻点焊, 马氏体不锈钢, 原位回火, 疲劳寿命, 焊接优化