Clear Sky Science · it
Ottimizzazione delle proprietà meccaniche e caratterizzazione della microstruttura di acciai inossidabili martensitici saldati a punti: tempra in-situ e approccio TLBO
Perché saldature più resistenti contano per la sicurezza quotidiana
Le automobili moderne si affidano a migliaia di piccole saldature per tenere insieme il loro scheletro in acciaio. Queste giunzioni delle dimensioni di un chiodo possono essere invisibili, ma giocano un ruolo enorme nel proteggere i passeggeri durante un incidente. Questo studio analizza un particolare tipo di acciaio inossidabile, molto resistente ma fragile, usato nelle scocche auto e pone una domanda semplice e pratica: possiamo regolare il processo di saldatura affinché questi collegamenti nascosti sopportino più sollecitazioni prima di incrinarsi?
Come le auto vengono cucite insieme con l’elettricità
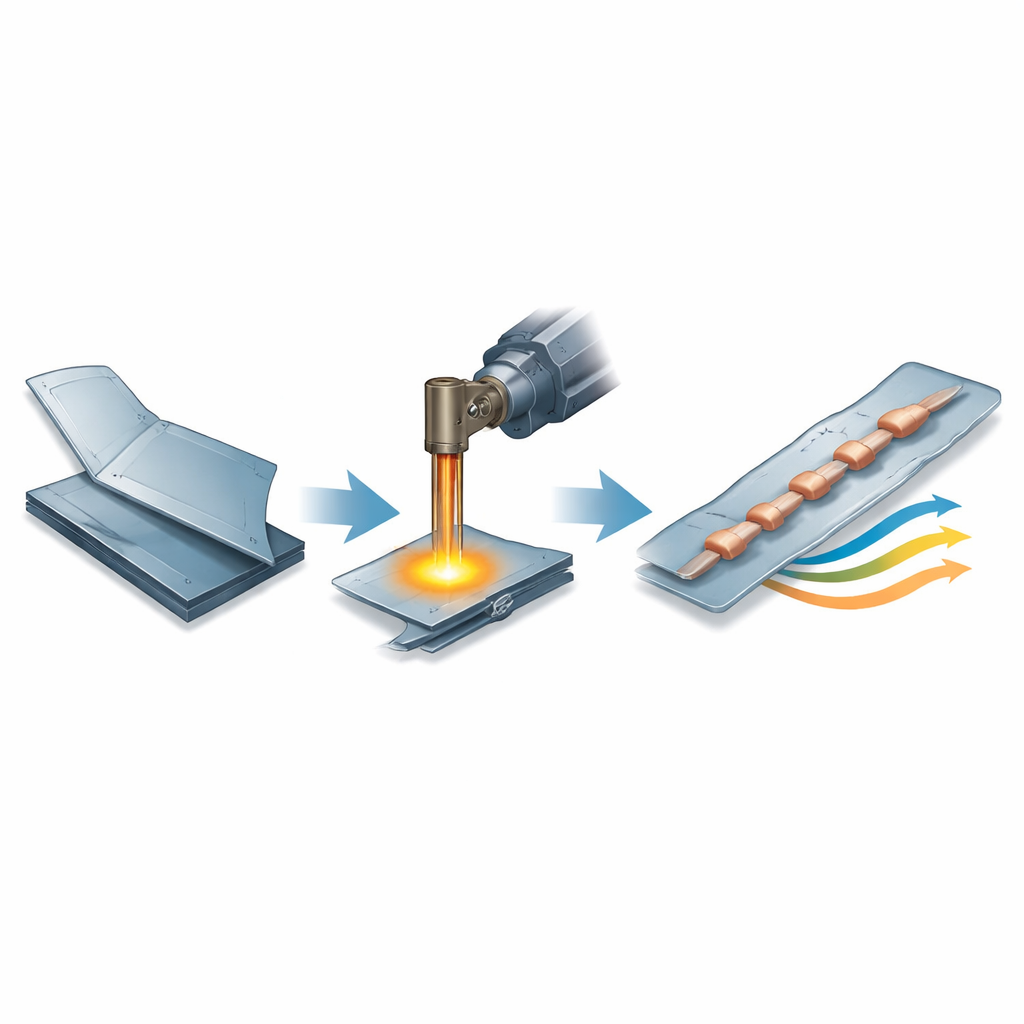
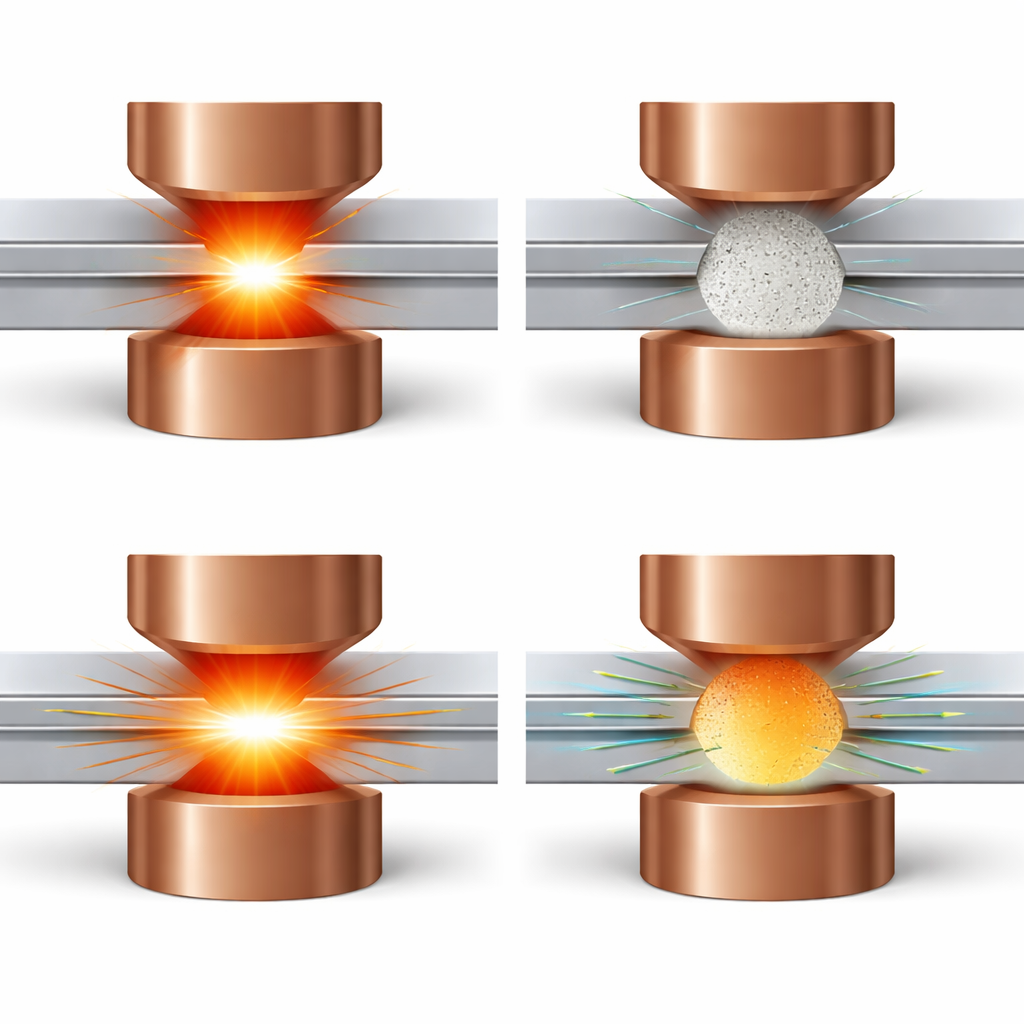
I costruttori automobilistici usano spesso la saldatura a punti per resistenza, un processo rapido in cui due elettrodi di rame bloccano fogli sovrapposti di acciaio e fanno passare una corrente elettrica. Il metallo tra i fogli si fonde brevemente e si solidifica in un piccolo “nugget” che li fonde insieme. Per una lega ad alta resistenza comune, nota come AISI 420 acciaio inossidabile martensitico, questo rapido riscaldamento e raffreddamento tende a creare una struttura estremamente dura, simile al vetro, al centro della saldatura. Quella durezza è positiva per la resistenza statica ma negativa per la tenacità: sotto impatto o carichi ripetuti le cricche possono formarsi e propagarsi più facilmente, limitando quanta energia la giunzione può assorbire in una collisione.
Una nuova variante: temprare la saldatura mentre viene effettuata
I ricercatori hanno confrontato due procedure di saldatura. Nella prima, una singola scarica di corrente crea il nugget nel modo tradizionale. Nella seconda, aggiungono un impulso secondario di corrente, a intensità più bassa e temporizzato con cura, dopo la saldatura principale. Questo passaggio extra funge da piccolo trattamento termico integrato, riscaldando delicatamente il nugget già solidificato per ammorbidire le regioni più fragili senza rimetterle a fusione. Con un piano di test strutturato, hanno variato corrente di saldatura, tempo di saldatura e forza dell’elettrodo, poi hanno misurato la dimensione del nugget, il carico massimo prima della rottura e quanta energia ogni giunto poteva assorbire durante prove di trazione.
Guardare all’interno del metallo, dai grani alle cricche
Per capire cosa facevano realmente questi diversi programmi di saldatura all’interno dell’acciaio, il gruppo ha lucidato ed etchato sezioni trasversali e le ha esaminate con microscopi ottici ed elettronici. Hanno anche usato strumenti avanzati in grado di identificare tipi e orientamenti cristallini. Nelle saldature standard a singolo impulso, la zona di fusione al centro della giunzione era dominata da martensite molto dura, con una durezza circa quattro volte superiore a quella del metallo di base circostante. Le superfici di frattura dei campioni rotti mostravano caratteristiche nette e piane tipiche di rotture fragili. Quando è stato applicato il secondo impulso di tempra, la dimensione complessiva del nugget è rimasta quasi invariata, ma il quadro interno è cambiato: la martensite è risultata parzialmente temprata e leggermente più morbida, riducendo il brusco salto di durezza tra il centro della saldatura e le regioni vicine.
Trovare il punto giusto per giunzioni durature
Poiché le scocche reali subiscono milioni di cicli di carico piccoli, il team si è concentrato sulla vita a fatica — quante sollecitazioni ripetute una saldatura può sopportare prima che compaiano cricche. Hanno usato un’impostazione primaria di saldatura fissa e poi hanno variato solo la durata dell’impulso di tempra in-situ. Una tempra breve ha dato guadagni modesti, ma una durata intermedia ha quasi raddoppiato il numero di cicli a rottura sopportati dalle saldature. Quando la tempra è stata prolungata oltre questo intervallo, le prestazioni sono diminuite di nuovo. In altre parole, è emersa una finestra “giusta”: troppo poco calore aggiuntivo lascia la saldatura troppo fragile, mentre troppo ammorbidimento favorisce danni precoci. Per guidare gli ingegneri verso impostazioni efficaci senza prove ed errori infinite, gli autori hanno anche utilizzato un algoritmo di ottimizzazione ispirato alla classe (TLBO) che imita il modo in cui gli studenti apprendono. Alimentato con dati sperimentali, ha esplorato lo spazio di correnti, tempi e forze e ha individuato combinazioni che massimizzano simultaneamente dimensione del nugget, carico di picco ed energia assorbita.
Cosa significa per veicoli più sicuri e leggeri
Per i non specialisti, la conclusione è semplice: aggiungendo un breve impulso termico secondario accuratamente tarato durante la saldatura a punti, è possibile ottenere piccole giunzioni in acciaio non solo più forti ma anche più tolleranti nell’uso reale. Le saldature assorbono più energia prima di incrinarsi e durano più a lungo sotto carichi ripetuti, tutto senza cambiare il materiale di base né il design visibile dell’auto. Accoppiare questo passo di tempra con strumenti di ottimizzazione basati sui dati fornisce ai produttori una mappa pratica per progettare cicli di saldatura che migliorano le prestazioni in termini di crash e vita a fatica, supportando al contempo strutture veicolari leggere ed efficienti dal punto di vista del consumo.]
Citazione: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Parole chiave: saldatura a punti per resistenza, acciaio inossidabile martensitico, tempra in-situ, vita a fatica, ottimizzazione della saldatura