Clear Sky Science · sv
Optimering av mekaniska egenskaper och mikrostrukturkarakterisering av resistanspunkt-svetsat martensitiskt rostfritt stål: in-situ anlöpning och TLBO-metod
Varför starkare svetsar spelar roll för vardaglig säkerhet
Moderna bilar förlitar sig på tusentals små svetsar för att hålla deras stålskelett ihop. Dessa stiftstora fogar kan vara osynliga, men de spelar en avgörande roll för hur väl ett fordon skyddar sina passagerare vid en krock. Denna studie undersöker en särskild typ av starkt men sprött rostfritt stål som används i karosser och ställer en enkel, praktisk fråga: kan vi justera svetsprocessen så att dessa dolda förbindelser tål mer belastning innan de spricker?
Hur bilar sys ihop med elektricitet
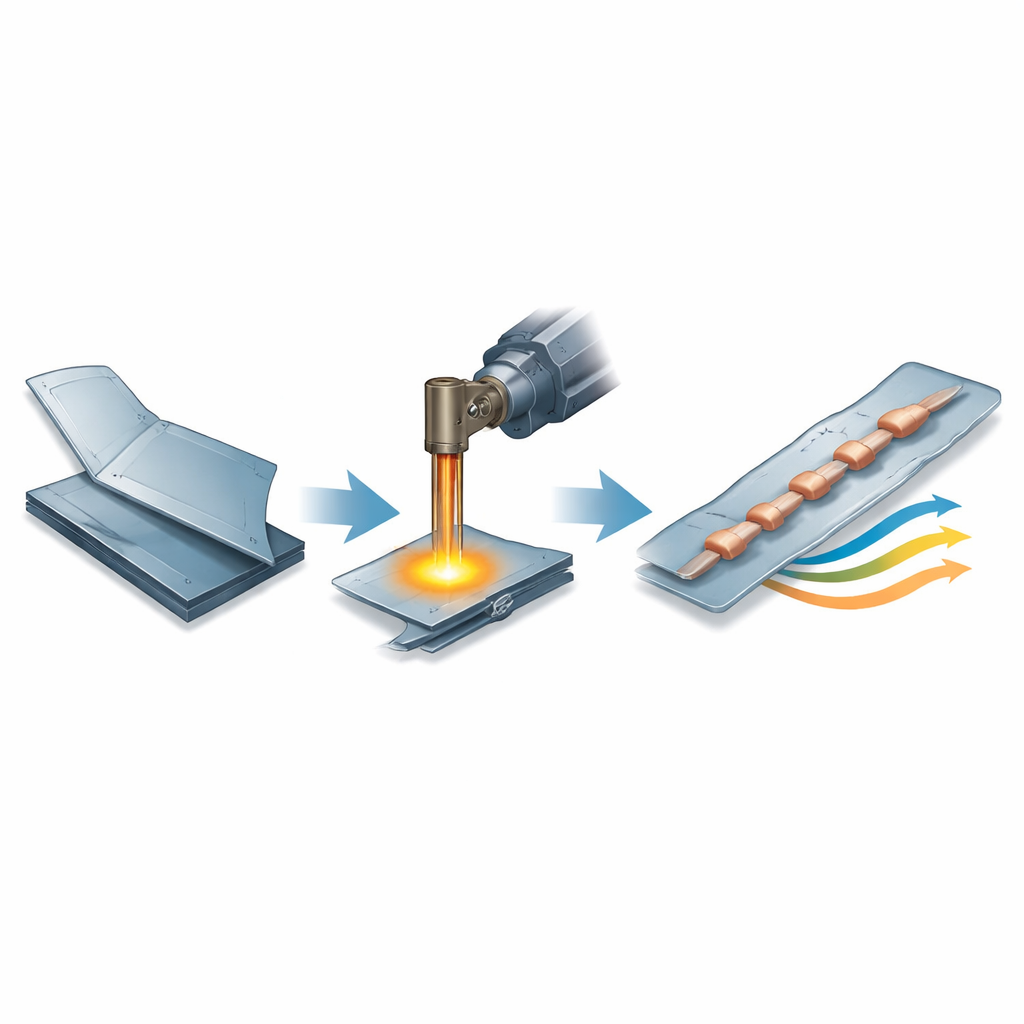
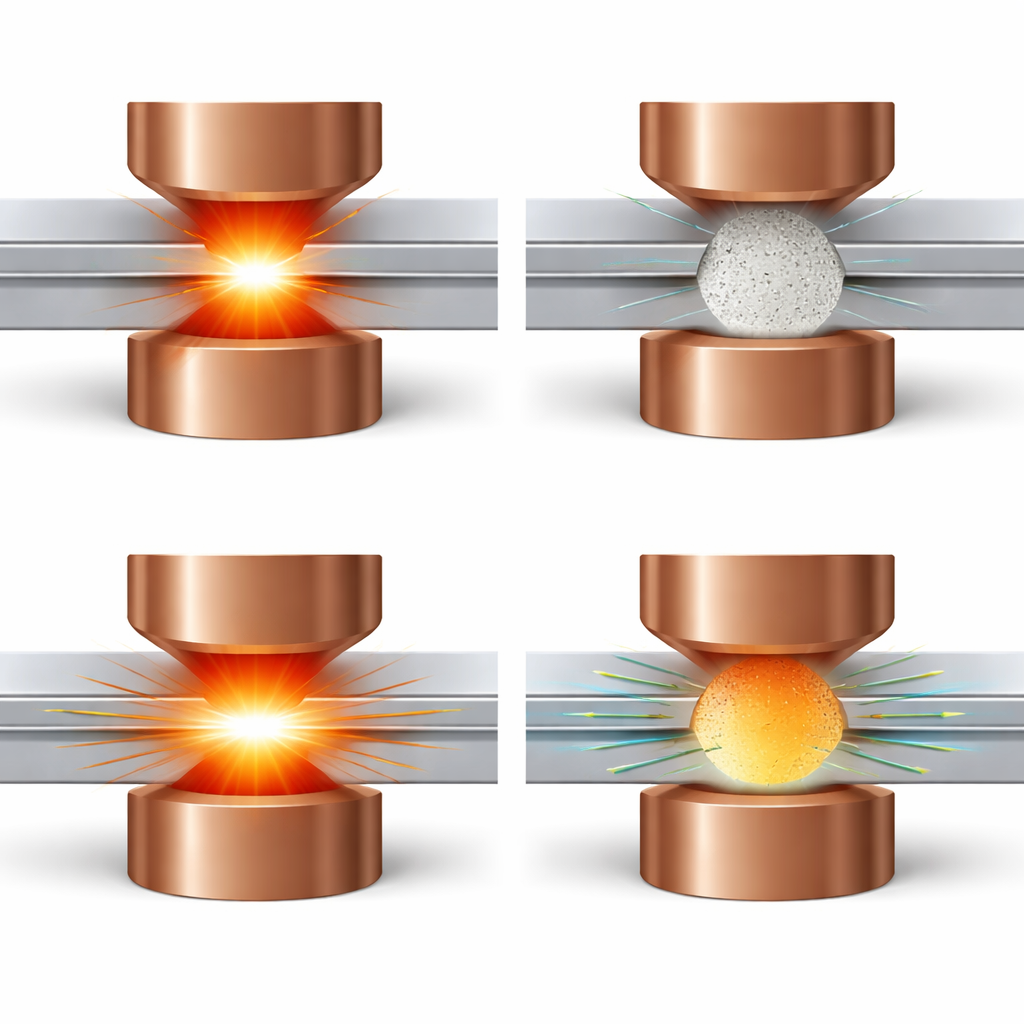
Biltillverkare använder ofta resistanspunkt-svetsning, en snabb metod där två koppar-elektroder klämmer ihop överlappande plåtar och för en elektrisk ström genom dem. Metallen mellan plåtarna smälter och stelnar kortvarigt till en liten ”kärna” som förenar dem. För en vanlig hög hållfasthetsgrad som AISI 420 martensitiskt rostfritt stål tenderar denna snabba upphettning och avkylning att skapa en extremt hård, glasliknande struktur i svetsens centrum. Den hårdheten är bra för statisk styrka men dålig för seghet: vid stötar eller upprepad belastning kan sprickor bildas och sprida sig lättare, vilket begränsar hur mycket energi fogen kan absorbera vid en kollision.
En ny vinkel: anlöpning av svetsen medan den bildas
Forskarna jämförde två svetsrecept. I det första skapar en enda strömimpuls svetskärnan på vanligt sätt. I det andra tillsätter de en noggrant tidstyrd, lägre-intensitets andra strömimpuls efter huvudsvetsen. Detta extra steg fungerar som en liten inbyggd värmebehandling, som varsamt återupphettar den redan stelnade kärnan för att mjuka upp de mest spröda områdena utan att smälta dem på nytt. Med en strukturerad försöksplan varierade de svetsström, svetstid och elektrodtryck, och mätte sedan kärnstorlek, maximal last före brott och hur mycket energi varje fog kunde absorbera under dragprov.
Att titta in i metallen, från korn till sprickor
För att förstå vad dessa olika svetsprogram faktiskt gjorde inne i stålet polerade och etsade teamet tvärsnitt och granskade dem i optiska och elektronmikroskop. De använde också avancerade verktyg som kan identifiera kristalltyper och orienteringar. I de standardmässiga en-impuls-svetsarna dominerades smältzonen i fogens mitten av mycket hård martensit, med hårdhet omkring fyra gånger omgivande basmaterial. Brottytor från utslagna prov visade skarpa, plana drag som är typiska för sprött brott. När den andra anlöpningspulsen applicerades förblev den övergripande kärnstorleken nästan oförändrad, men den interna strukturen ändrades: martensiten blev delvis anlöpt och något mjukare, vilket minskade den skarpa hårdhetsökningen mellan svetscentrum och angränsande områden.
Att hitta den gyllene balanspunkten för långlivade fogar
Eftersom verkliga karosser utsätts för miljontals små belastningscykler fokuserade teamet på utmattningslivslängd — hur många upprepade drag en svets klarar innan sprickor uppträder. De använde en fast primär svetsinställning och varierade endast längden på den in-situ anlöpningspulsen. Kort anlöpning gav måttliga förbättringar, men en mellanlång varaktighet fördubblade nästan antalet belastningscykler svetsarna klarade. När anlöpningen förlängdes ytterligare föll prestandan igen. Med andra ord fanns ett tydligt ”lagom”-fönster: för lite extra värme lämnar svetsen för spröd, medan för mycket övermjukar metallen och främjar tidiga skador. För att vägleda ingenjörer mot bra inställningar utan ändlösa försök och fel använde författarna också en klassrumsinspirerad optimeringsalgoritm som efterliknar hur studenter lär sig. Matad med experimentella data sökte den i rummet av strömmar, tider och krafter och identifierade kombinationer som samtidigt maximerar kärnstorlek, toppbelastning och absorberad energi.
Vad detta betyder för säkrare, lättare fordon
För icke-specialister är slutsatsen enkel: genom att lägga till en kort, noggrant avvägd andra värmepuls under punkt-svetsning är det möjligt att skapa små stålfogar som inte bara är starka utan också mer förlåtande under verklig användning. Svetsarna absorberar mer energi innan de spricker och håller längre under upprepad belastning, allt utan att ändra grundmaterialet eller bilens synliga konstruktion. Att kombinera detta anlöpsteg med datadrivna optimeringsverktyg ger tillverkare en praktisk vägkarta för att utforma svetsprogram som förbättrar krockprestanda och utmattningslivslängd samtidigt som de stöder lätta, bränsleeffektiva fordonskonstruktioner.
Citering: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Nyckelord: resistanspunkt-svetsning, martensitiskt rostfritt stål, in-situ anlöpning, utmattningslivslängd, svetsoptimering