Clear Sky Science · tr
Direnç nokta kaynaklı martenzitik paslanmaz çeliğin mekanik özelliklerinin ve mikrostruktur karakterizasyonunun optimizasyonu: yerinde temperleme ve TLBO yaklaşımı
Günlük güvenlik için daha güçlü kaynaklar neden önemli
Modern otomobiller çelik iskeletlerini bir arada tutmak için binlerce küçük kaynağa güvenir. Bu çivi boyutundaki eklemler görünmez olabilir, ancak bir aracın çarpışma sırasında yolcularını ne kadar iyi koruduğunda büyük rol oynar. Bu çalışma, araç karoselerinde kullanılan güçlü ama gevrek bir paslanmaz çelik türünü ele alıyor ve basit, pratik bir soruyu gündeme getiriyor: kaynak işlemini, bu gizli bağlantılar çatlamadan önce daha fazla yük kaldıracak şekilde ayarlayabilir miyiz?
Arabalar elektrikle nasıl dikiliyor
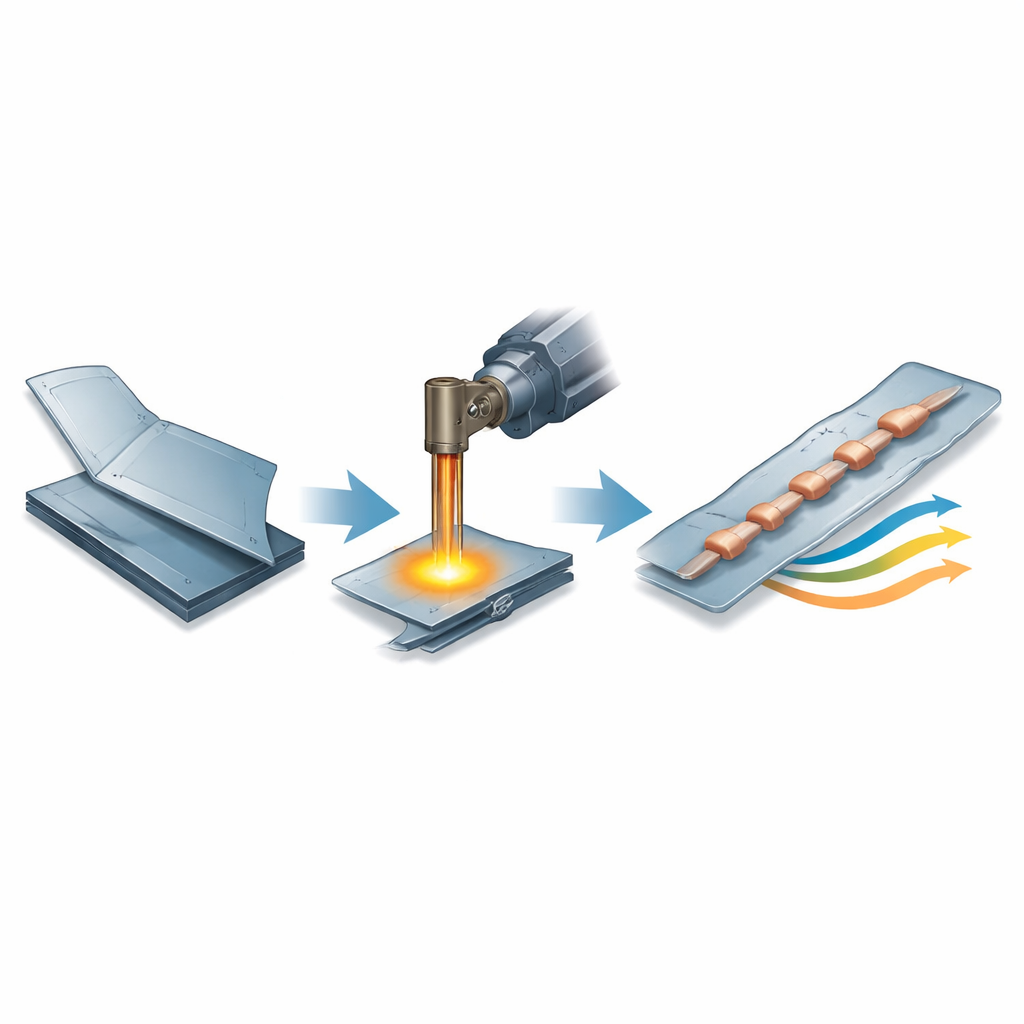
Otomobil üreticileri sıklıkla iki bakır elektrodun örtüşen çelik levhaları sıkıştırıp üzerinden elektrik akımı geçirdiği hızlı bir işlem olan direnç nokta kaynağını kullanır. Levhalar arasındaki metal kısa süreliğine erir ve küçük bir “ceviz” halinde yeniden katılaşarak bunları birleştirir. AISI 420 gibi yaygın bir yüksek mukavemet sınıfı için bu hızlı ısınma ve soğuma, kaynak merkezinde son derece sert, cam benzeri bir yapı oluşturma eğilimindedir. Bu sertlik statik dayanım için uygundur ancak süneklik açısından kötüdür: darbede veya tekrarlı yüklemelerde çatlaklar oluşup yayılabilir, bu da eklemin çarpışmada emebileceği enerji miktarını sınırlar.
Yeni bir yaklaşım: kaynak yapılırken temperleme
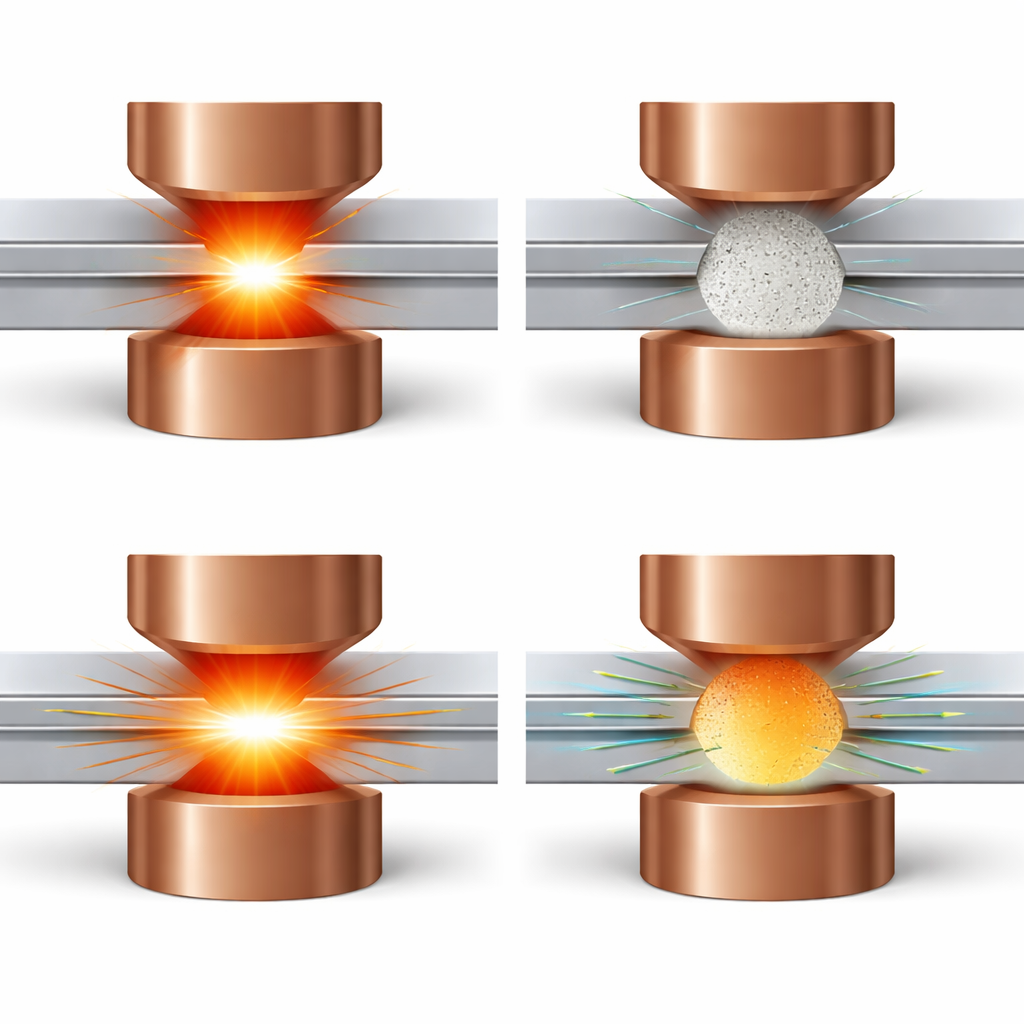
Araştırmacılar iki kaynak reçetesini karşılaştırdı. Birincisinde tek bir akım darbesi olağan şekilde kaynak cevizini oluşturuyor. İkincisinde ise ana kaynak sonrası dikkatle zamanlanmış, daha düşük yoğunluklu ikinci bir akım darbesi ekleniyor. Bu ekstra adım, tekrar erimeye yol açmadan zaten katılaşmış cevizi nazikçe yeniden ısıtarak en gevrek bölgeleri yumuşatan küçük yerleşik bir ısıl işlem gibi davranır. Yapılandırılmış bir test planı kullanarak kaynak akımını, kaynak süresini ve elektrod kuvvetini değiştirip, ardından ceviz boyutunu, kırılma öncesi maksimum yükü ve çekme testleri sırasında her bir eklemin absorbe ettiği enerjiyi ölçtüler.
Metalin içini görmek: tanelerden çatlaklara
Bu farklı kaynak zamanlarının çeliğin içinde gerçekten ne yaptığını anlamak için ekip kesitleri parlatıp asitleyerek optik ve elektron mikroskopları altında inceledi. Ayrıca kristal türlerini ve yönelimlerini belirleyebilen gelişmiş araçlar kullandılar. Standart tek darbeli kaynaklarda, eklemin orta bölgesindeki füzyon zonu çok sert martenzit tarafından hakim kılınmıştı ve sertlik çevre baz metale göre yaklaşık dört kat daha yüksekti. Kırılmış örneklerin kırılma yüzeyleri gevrek kırılmaya özgü keskin, düz özellikler sergiledi. İkinci, temperleme darbesi uygulandığında, genel ceviz boyutu hemen hemen aynı kaldı ancak iç desen değişti: martenzit kısmen temperlendi ve biraz yumuşadı, böylece kaynak merkezi ile çevre bölgeler arasındaki keskin sertlik sıçraması azaldı.
Uzun ömürlü eklemler için doğru dengeyi bulmak
Gerçek karosaların milyonlarca küçük yük döngüsüne maruz kaldığı için ekip yorgunluk ömrüne—bir kaynağın çatlaklar ortaya çıkana kadar kaç tekrarlı çekmeye dayanabildiğine—odaklandı. Sabit bir birincil kaynak ayarı kullandılar ve sadece yerinde temperleme darbesinin süresini değiştirdiler. Kısa temperleme mütevazı kazanımlar verdi, ancak orta bir süre kaynakların dayanabildiği yük döngüsü sayısını neredeyse iki katına çıkardı. Temperleme daha da uzatıldığında, performans tekrar düştü. Başka bir deyişle, çok az fazladan ısı kaynağı fazla gevrek bırakıyor; çok fazla ise metali aşırı yumuşatıp erken hasarı teşvik ediyor. Mühendisleri sonsuz deneme yanılma olmadan iyi ayarlara yönlendirmek için yazarlar, öğrencilerin öğrenme sürecini taklit eden sınıf ilhamlı bir optimizasyon algoritması da kullandılar. Deneysel verilerle beslendiğinde, akımların, sürelerin ve kuvvetlerin uzayını araştırdı ve aynı anda ceviz boyutunu, tepe yükü ve absorbe edilen enerjiyi maksimize eden kombinasyonları belirledi.
Daha güvenli, daha hafif araçlar için anlamı
Uzman olmayanlar için çıkarım açık: nokta kaynağı sırasında kısa, dikkatle ayarlanmış bir ikinci ısı darbesi ekleyerek, yalnızca güçlü değil aynı zamanda gerçek dünya kullanımında daha affedici küçük çelik eklemler üretmek mümkün. Kaynaklar çatlamadan önce daha fazla enerji emer ve tekrarlı yüklemelerde daha uzun süre dayanır; üstelik temel malzeme veya aracın görünür tasarımını değiştirmeye gerek yoktur. Bu temperleme adımını veri odaklı optimizasyon araçlarıyla birleştirmek, üreticilere çarpışma performansını ve yorgunluk ömrünü iyileştirirken aynı zamanda hafif, yakıt verimli araç yapılarının desteklenmesine olanak veren pratik bir yol haritası sunar.
Atıf: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Anahtar kelimeler: direnç nokta kaynağı, martenzitik paslanmaz çelik, yerinde temperleme, yorgunluk ömrü, kaynak optimizasyonu