Clear Sky Science · fr
Optimisation des propriétés mécaniques et caractérisation de la microstructure d’un acier inoxydable martensitique soudé par point : revenu in situ et approche TLBO
Pourquoi des soudures plus résistantes comptent pour la sécurité quotidienne
Les voitures modernes reposent sur des milliers de petites soudures pour maintenir leur ossature en acier. Ces jonctions de la taille d’une épingle peuvent être invisibles, mais elles jouent un rôle majeur dans la protection des occupants lors d’un accident. Cette étude se penche sur un type particulier d’acier inoxydable, très résistant mais fragile, utilisé dans les carrosseries, et pose une question simple et pratique : peut-on ajuster le procédé de soudage pour que ces connexions cachées résistent davantage avant de se fissurer ?
Comment les voitures sont assemblées à l’aide de l’électricité
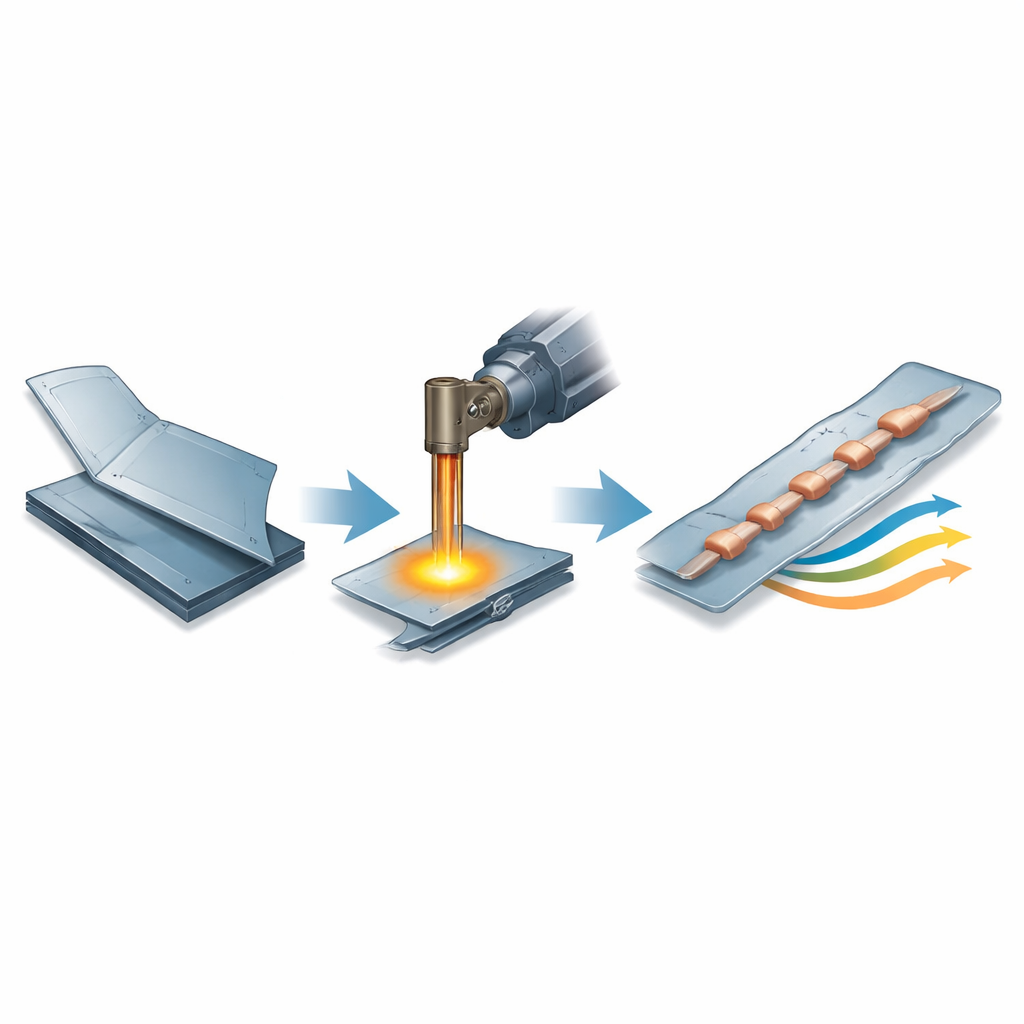
Les constructeurs utilisent souvent le soudage par résistance par point, un procédé rapide où deux électrodes en cuivre serrent des tôles d’acier chevauchantes et font passer un courant électrique. Le métal entre les tôles fond brièvement puis se solidifie en un petit « nugget » qui les fusionne. Pour une nuance courante à haute résistance comme l’acier inoxydable martensitique AISI 420, ce chauffage et refroidissement rapides tendent à créer, au centre de la soudure, une structure extrêmement dure et vitreuse. Cette dureté est favorable à la résistance statique mais défavorable à la ténacité : sous choc ou sollicitation répétée, des fissures peuvent se former et se propager plus facilement, limitant l’énergie que la jonction peut absorber lors d’une collision.
Une nouvelle approche : revenir la soudure pendant la fabrication
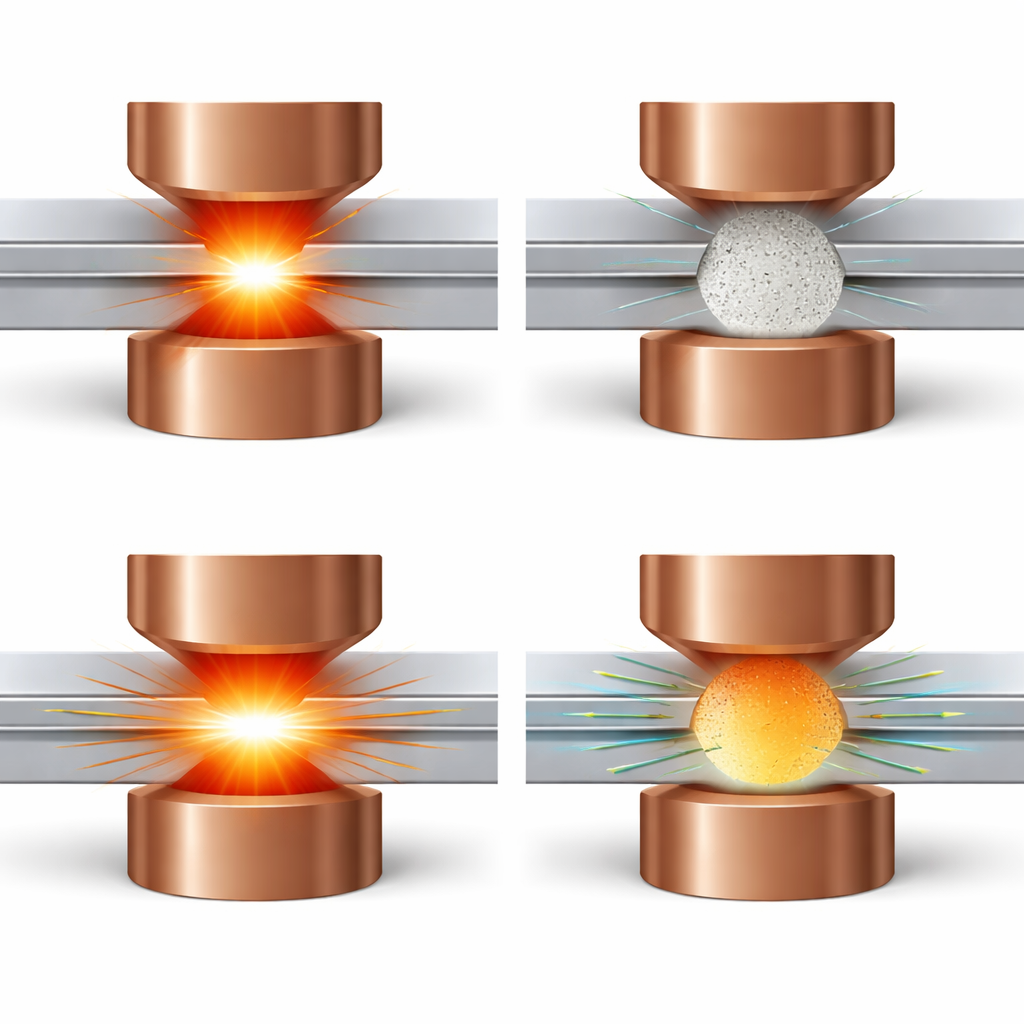
Les chercheurs ont comparé deux recettes de soudage. Dans la première, une seule impulsion de courant crée le nugget de soudure de la manière habituelle. Dans la seconde, ils ajoutent une seconde impulsion de courant de moindre intensité, soigneusement synchronisée après la soudure principale. Cette étape supplémentaire agit comme un petit traitement thermique intégré, réchauffant doucement le nugget déjà solidifié pour assouplir les zones les plus fragiles sans les refondre. En suivant un plan d’essais structuré, ils ont fait varier le courant de soudage, la durée de soudage et la force des électrodes, puis mesuré la taille du nugget, la charge maximale avant rupture et l’énergie absorbée par chaque jonction lors d’essais de traction.
Regarder à l’intérieur du métal, des grains aux fissures
Pour comprendre ce que ces différents calendriers de soudage produisaient dans l’acier, l’équipe a poli et attaqué des sections transversales et les a examinées au microscope optique et électronique. Ils ont aussi utilisé des outils avancés capables d’identifier les types et orientations cristallines. Dans les soudures standard à impulsion unique, la zone de fusion au centre de la jonction était dominée par une martensite très dure, avec une dureté environ quatre fois supérieure à celle du métal de base environnant. Les surfaces de fracture des échantillons rompus montraient des reliefs nets et plats typiques d’une rupture fragile. Lorsque la seconde impulsion de revenu était appliquée, la taille globale du nugget restait presque la même, mais la structure interne changeait : la martensite était partiellement revenue et légèrement plus douce, réduisant le saut de dureté brutal entre le centre de la soudure et les régions voisines.
Trouver le point d’équilibre pour des jonctions durables
Parce que les carrosseries subissent des millions de cycles de charge faibles, l’équipe s’est concentrée sur la durée de vie en fatigue — combien de sollicitations répétées une soudure peut supporter avant l’apparition de fissures. Ils ont utilisé un réglage primaire de soudage fixe puis n’ont modifié que la durée de l’impulsion de revenu in situ. Un revenu court apportait des gains modestes, mais une durée intermédiaire a presque doublé le nombre de cycles supportés. En prolongeant trop le revenu, la performance diminuait à nouveau. Autrement dit, il existe une fenêtre « juste suffisante » : trop peu de chaleur supplémentaire laisse la soudure trop fragile, tandis que trop de chaleur la ramollit excessivement et favorise les dommages précoces. Pour orienter les ingénieurs vers de bons paramètres sans essais et erreurs infinis, les auteurs ont aussi utilisé un algorithme d’optimisation inspiré de la salle de classe qui reproduit la façon dont les étudiants apprennent. Alimenté par des données expérimentales, il a exploré l’espace des courants, durées et forces et identifié des combinaisons qui maximisent simultanément la taille du nugget, la charge maximale et l’énergie absorbée.
Ce que cela signifie pour des véhicules plus sûrs et plus légers
Pour le non-spécialiste, la conclusion est simple : en ajoutant une brève seconde impulsion de chauffage soigneusement réglée pendant le soudage par point, il est possible de produire de petites jonctions en acier qui ne sont pas seulement résistantes mais aussi plus tolérantes en usage réel. Les soudures absorbent plus d’énergie avant de se fissurer et durent plus longtemps sous chargements répétés, sans changer le matériau de base ni le design visible de la voiture. Coupler cette étape de revenu avec des outils d’optimisation basés sur les données fournit aux fabricants une feuille de route pratique pour concevoir des programmes de soudage améliorant la performance en collision et la durée de vie en fatigue, tout en soutenant des structures véhicules légères et économes en carburant.
Citation: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Mots-clés: soudage par résistance par points, acier inoxydable martensitique, revenu in situ, durée de vie en fatigue, optimisation du soudage