Clear Sky Science · de
Optimierung mechanischer Eigenschaften und Mikrostrukturcharakterisierung von Widerstandspunktverschweißtem martensitischem Edelstahl: In-situ-Anlassen und TLBO-Ansatz
Warum stärkere Schweißverbindungen für die Alltagssicherheit wichtig sind
Moderne Autos verlassen sich auf Tausende winziger Schweißstellen, die das Stahlgerüst zusammenhalten. Diese nadelkopfgroßen Verbindungen sind oft unsichtbar, spielen aber eine große Rolle dabei, wie gut ein Fahrzeug seine Insassen bei einem Aufprall schützt. Diese Studie betrachtet eine besondere Art von hartem, aber sprödem Edelstahl, der in Fahrzeugkarosserien verwendet wird, und stellt eine einfache, praxisorientierte Frage: Lassen sich die Schweißprozesse so anpassen, dass diese versteckten Verbindungen mehr Belastung aushalten, bevor sie reißen?
Wie Autos mit Elektrizität zusammengenäht werden
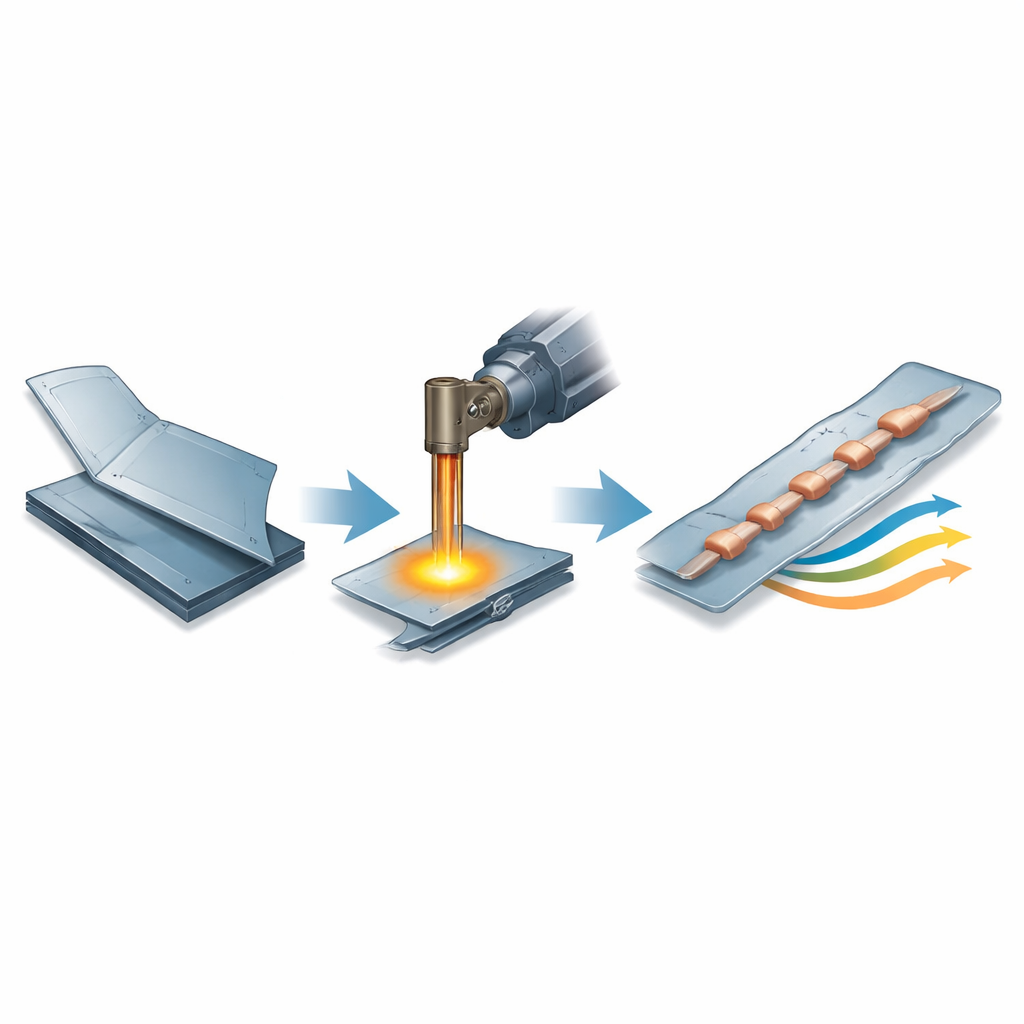
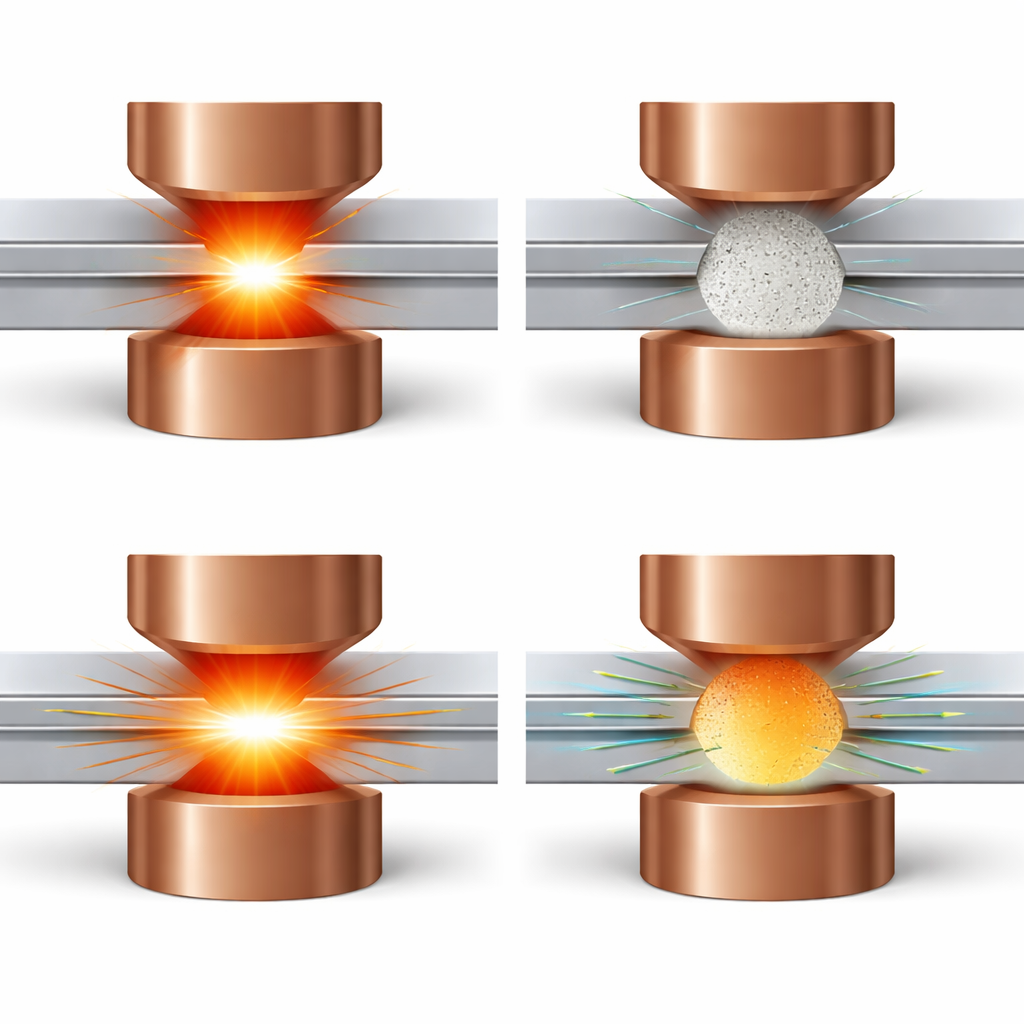
Automobilhersteller verwenden häufig das Widerstandspunktschweißen, ein schnelles Verfahren, bei dem zwei Kupferelektroden überlappende Stahlbleche klemmen und einen elektrischen Strom hindurchleiten. Das Metall zwischen den Blechen schmilzt kurzzeitig und verfestigt sich zu einem kleinen „Nugget“, das die Bleche verbindet. Bei einer häufig eingesetzten hochfesten Sorte wie AISI 420 martensitischem Edelstahl führt dieses rasche Erhitzen und Abkühlen dazu, dass sich im Zentrum der Schweißstelle eine extrem harte, glasartige Struktur bildet. Diese Härte ist gut für die statische Festigkeit, aber schlecht für die Zähigkeit: Bei Stoßbelastungen oder wiederholter Beanspruchung können Risse leichter entstehen und sich ausbreiten, wodurch die Energiemenge, die die Verbindung bei einem Unfall aufnehmen kann, begrenzt wird.
Eine neue Variante: Das Anlassen während der Schweißung
Die Forschenden verglichen zwei Schweißrezepte. Beim ersten erzeugt ein einzelner Stromstoß das Schweißnugget auf die übliche Weise. Beim zweiten fügen sie nach dem Hauptschweißstoß einen zeitlich abgestimmten, weniger intensiven zweiten Stromimpuls hinzu. Dieser zusätzliche Schritt wirkt wie eine winzige eingebaute Wärmebehandlung und erwärmt das bereits verfestigte Nugget sanft nach, um die sprödesten Bereiche zu entschärfen, ohne sie erneut zum Schmelzen zu bringen. Mit einem strukturierten Versuchsplan variierten sie Schweißstrom, Schweißzeit und Elektrodenkrafteinwirkung und maßen anschließend Nugget-Größe, maximale Bruchlast und die Energiemenge, die jede Verbindung bei Zugversuchen aufnehmen konnte.
Blick ins Metall: Von Körnern bis zu Rissen
Um zu verstehen, was die verschiedenen Schweißabläufe tatsächlich im Stahl bewirkten, polierten und ätzten die Forscher Querschnitte und untersuchten sie mit optischen sowie Elektronenmikroskopen. Sie nutzten außerdem fortgeschrittene Werkzeuge zur Identifikation von Kristallarten und -orientierungen. Bei den standardmäßigen Ein-Stoß-Schweißungen dominierte die Fusionszone in der Mitte der Verbindung sehr harter Martensit mit einer Härte von etwa dem Vierfachen des umgebenden Grundmaterials. Bruchflächen von gescheiterten Proben zeigten scharfe, ebene Merkmale, wie sie typisch für sprödes Versagen sind. Wurde der zweite, anlassende Impuls angewendet, blieb die Gesamtnugget-Größe nahezu gleich, doch das interne Gefüge veränderte sich: Der Martensit wurde teilweise angelassen und etwas weicher, was den scharfen Härteanstieg zwischen dem Schweißkern und den angrenzenden Bereichen verringerte.
Das optimale Fenster für langlebige Verbindungen finden
Da Fahrzeugkarosserien im Einsatz Millionen kleiner Lastzyklen erfahren, konzentrierte sich das Team auf die Ermüdungslebensdauer — also darauf, wie viele wiederholte Zugbelastungen eine Schweißstelle aushält, bevor Risse auftreten. Sie verwendeten eine feste Primäreinstellung für das Schweißen und variierten nur die Länge des In-situ-Anlassimpulses. Kurzes Anlassen brachte nur moderate Verbesserungen, während eine mittlere Dauer die Anzahl der Lastzyklen nahezu verdoppelte, die die Schweißverbindungen überstanden. Wurde das Anlassen weiter verlängert, verschlechterte sich die Leistung wieder. Anders gesagt: Es gab ein deutliches „goldenes Mittelfeld“ — zu wenig zusätzliche Wärme lässt die Naht zu spröde, zu viel macht das Metall übermäßig weich und begünstigt frühe Schäden. Um Ingenieure ohne endlose Versuchsreihen zu guten Einstellungen zu führen, nutzten die Autorinnen und Autoren außerdem einen klassenzimmerinspirierten Optimierungsalgorithmus, der das Lernverhalten von Studierenden nachahmt. Mit experimentellen Daten gefüttert durchsuchte er den Raum aus Strömen, Zeiten und Kräften und identifizierte Kombinationen, die gleichzeitig Nugget-Größe, Bruchlast und aufgenommene Energie maximieren.
Was das für sicherere, leichtere Fahrzeuge bedeutet
Für Nicht-Fachleute ist die Schlussfolgerung klar: Durch das Einfügen eines kurzen, sorgfältig abgestimmten zweiten Wärmeimpulses während des Punktschweißens lassen sich kleine Stahlverbindungen herstellen, die nicht nur stark, sondern auch nachgiebiger im realen Einsatz sind. Die Schweißstellen nehmen mehr Energie auf, bevor sie Risse bilden, und halten wiederholter Belastung länger stand — und das, ohne das Grundmaterial oder das sichtbare Design des Fahrzeugs zu ändern. Die Kombination dieses Anlassschritts mit datengetriebenen Optimierungswerkzeugen gibt Herstellern eine praktikable Vorgehensweise an die Hand, um Schweißpläne zu entwerfen, die das Crashverhalten und die Ermüdungslebensdauer verbessern und gleichzeitig leichte, kraftstoffeffiziente Fahrzeugstrukturen unterstützen.
Zitation: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Schlüsselwörter: Widerstandspunktschweißen, martensitischer Edelstahl, In-situ-Anlassen, Ermüdungslebensdauer, Schweißoptimierung