Clear Sky Science · pt
Otimização das propriedades mecânicas e caracterização da microestrutura de aço inoxidável martensítico soldado por ponto por resistência: revenimento in situ e abordagem TLBO
Por que soldas mais resistentes importam para a segurança do dia a dia
Carros modernos dependem de milhares de pequenas soldas para manter sua estrutura de aço unida. Essas uniões do tamanho de um pino podem ser invisíveis, mas desempenham papel crucial em quanto um veículo protege os ocupantes durante uma colisão. Este estudo examina um tipo específico de aço inoxidável, forte porém frágil, usado em carrocerias e faz uma pergunta simples e prática: podemos ajustar o processo de soldagem para que essas conexões ocultas resistam a mais esforço antes de trincarem?
Como os carros são costurados com eletricidade
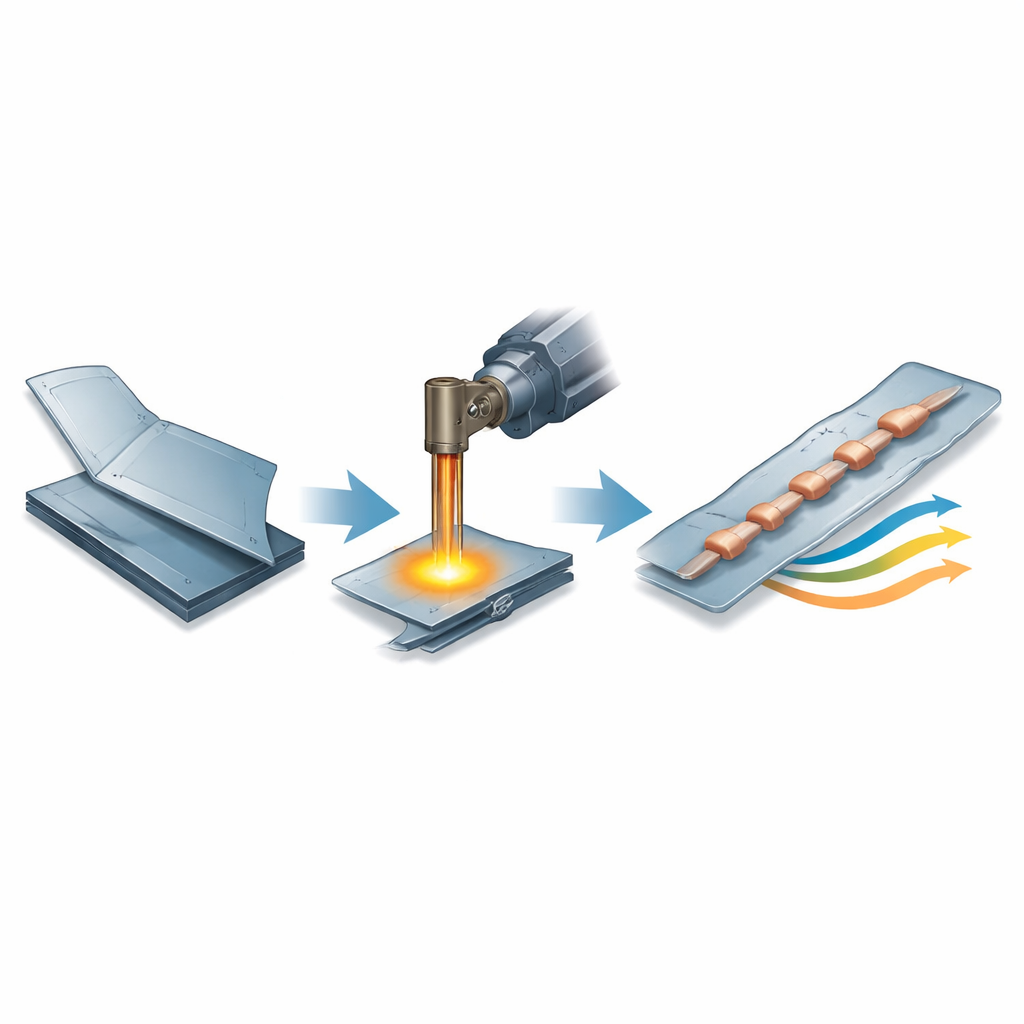
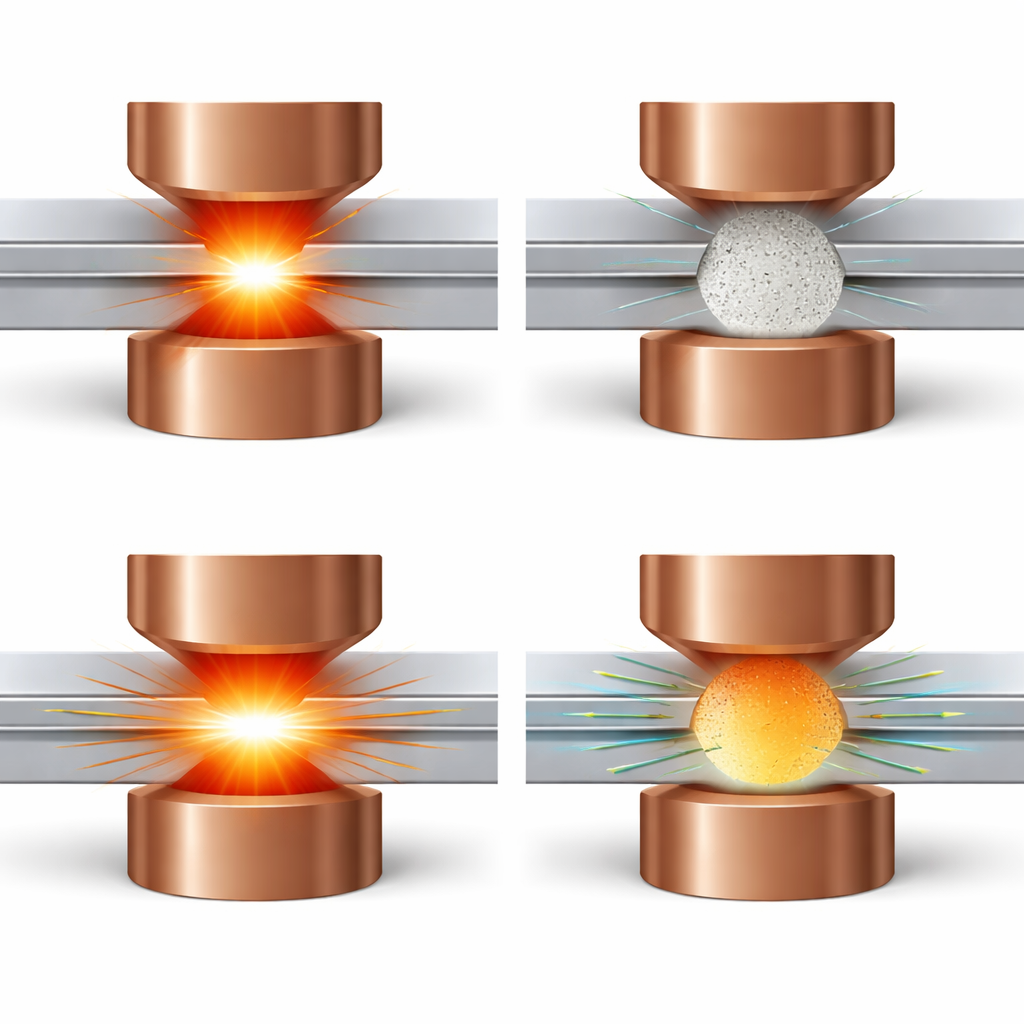
As montadoras frequentemente usam soldagem por ponto por resistência, um processo rápido em que dois eletrodos de cobre pressionam chapas de aço sobrepostas e fazem passar uma corrente elétrica entre elas. O metal entre as chapas funde-se brevemente e solidifica formando uma pequena “gota” que as funde. Para um grau comum de alta resistência chamado AISI 420 (aço inoxidável martensítico), esse aquecimento e resfriamento rápido tende a criar, no centro da solda, uma estrutura extremamente dura, semelhante a vidro. Essa dureza é boa para resistência estática, mas ruim para tenacidade: sob impacto ou carregamento repetido, trincas podem se formar e propagar mais facilmente, limitando a energia que a junta pode absorver em uma colisão.
Uma novidade: revenimento da solda enquanto ela é feita
Os pesquisadores compararam duas receitas de soldagem. Na primeira, um único pulso de corrente cria a gota de solda do modo usual. Na segunda, eles adicionam um segundo pulso de corrente de baixa intensidade, cuidadosamente cronometrado, após a solda principal. Essa etapa extra atua como um pequeno tratamento térmico embutido, reaquecendo suavemente a gota já solidificada para amolecer as regiões mais frágeis sem fundi-las novamente. Usando um plano de ensaio estruturado, variaram corrente de solda, tempo de soldagem e força do eletrodo, e então mediram o tamanho da gota, a carga máxima antes da falha e quanta energia cada junta pôde absorver durante testes de tração.
Olhando dentro do metal, dos grãos às trincas
Para entender o que essas diferentes programações de solda faziam dentro do aço, a equipe poliu e atacou quimicamente seções transversais e as examinou com microscópios ópticos e eletrônicos. Também usaram ferramentas avançadas que identificam tipos cristalinos e orientações. Nas soldas padrão de pulso único, a zona de fusão no centro da junta era dominada por martensita muito dura, com dureza cerca de quatro vezes a do metal de base circundante. As superfícies de fratura de amostras rompidas mostraram feições nítidas e planas típicas de fraturas frágeis. Quando o segundo pulso de revenimento foi aplicado, o tamanho geral da gota permaneceu quase o mesmo, mas o padrão interno mudou: a martensita ficou parcialmente revenida e ligeiramente mais macia, reduzindo o salto abrupto de dureza entre o centro da solda e as regiões próximas.
Encontrando o ponto ideal para juntas duradouras
Como carrocerias reais experimentam milhões de ciclos de carga pequenos, a equipe concentrou-se na vida à fadiga — quantos ciclos repetidos uma solda pode suportar antes que apareçam trincas. Eles usaram uma configuração primária de solda fixa e então alteraram apenas a duração do pulso de revenimento in situ. Revenimentos curtos deram ganhos modestos, mas uma duração intermediária quase dobrou o número de ciclos que as soldas suportaram. Quando o revenimento foi prolongado além disso, o desempenho caiu novamente. Em outras palavras, havia uma janela clara de “tempo certo”: calor extra insuficiente deixa a solda muito frágil, enquanto calor demais amolece excessivamente o metal e favorece danos precoces. Para orientar engenheiros a bons ajustes sem ensaios intermináveis, os autores também usaram um algoritmo de otimização inspirado em sala de aula que imita como estudantes aprendem. Alimentado com dados experimentais, ele buscou no espaço de correntes, tempos e forças combinações que maximizam simultaneamente tamanho da gota, carga máxima e energia absorvida.
O que isso significa para veículos mais seguros e leves
Para não especialistas, a conclusão é direta: ao adicionar um breve e cuidadosamente ajustado segundo pulso térmico durante a soldagem por ponto, é possível fabricar pequenas uniões de aço que não são apenas fortes, mas também mais tolerantes em uso real. As soldas absorvem mais energia antes de trincar e duram mais sob carregamento repetido, tudo isso sem alterar o material de base ou o design visível do veículo. Combinar esse passo de revenimento com ferramentas de otimização orientadas por dados dá aos fabricantes um roteiro prático para projetar cronogramas de soldagem que melhoram o desempenho em colisões e a vida à fadiga, ao mesmo tempo em que suportam estruturas veiculares leves e eficientes em combustível.
Citação: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Palavras-chave: soldagem por ponto por resistência, aço inoxidável martensítico, <keyword>vida à fadiga, otimização de solda