Clear Sky Science · es
Optimización de las propiedades mecánicas y caracterización microestructural de acero inoxidable martensítico soldado por puntos por resistencia: revenido in situ y enfoque TLBO
Por qué importan soldaduras más resistentes para la seguridad cotidiana
Los automóviles modernos dependen de miles de pequeñas soldaduras para mantener unidas sus estructuras de acero. Estas uniones del tamaño de un alfiler pueden ser invisibles, pero desempeñan un papel decisivo en la protección de los ocupantes durante un choque. Este estudio analiza un tipo particular de acero inoxidable fuerte pero frágil empleado en carrocerías y plantea una pregunta simple y práctica: ¿podemos ajustar el proceso de soldadura para que estas conexiones ocultas resistan más castigo antes de agrietarse?
Cómo se cosen los coches con electricidad
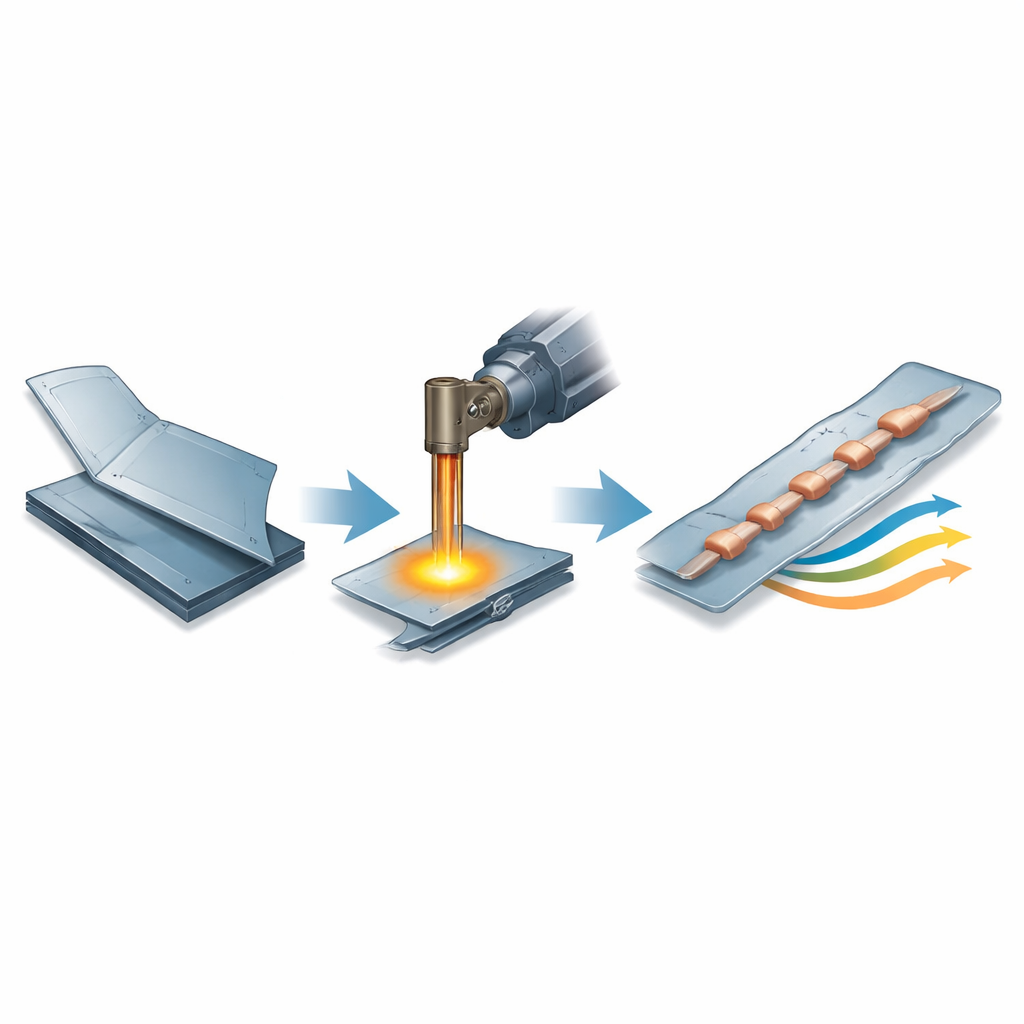
Los fabricantes de automóviles suelen usar la soldadura por puntos por resistencia, un proceso rápido en el que dos electrodos de cobre aprietan chapas de acero superpuestas y hacen pasar una corriente eléctrica a través de ellas. El metal entre las chapas se funde brevemente y se solidifica en una pequeña “pepita” que las fusiona. Para una aleación de alta resistencia común, denominada AISI 420 acero inoxidable martensítico, este calentamiento y enfriamiento rápidos tiende a crear en el centro de la soldadura una estructura extremadamente dura, similar al vidrio. Esa dureza es buena para la resistencia estática pero perjudica la tenacidad: ante impactos o cargas repetidas, pueden formarse y propagarse grietas con mayor facilidad, limitando la cantidad de energía que la unión puede absorber en una colisión.
Un giro nuevo: revenir la soldadura mientras se forma
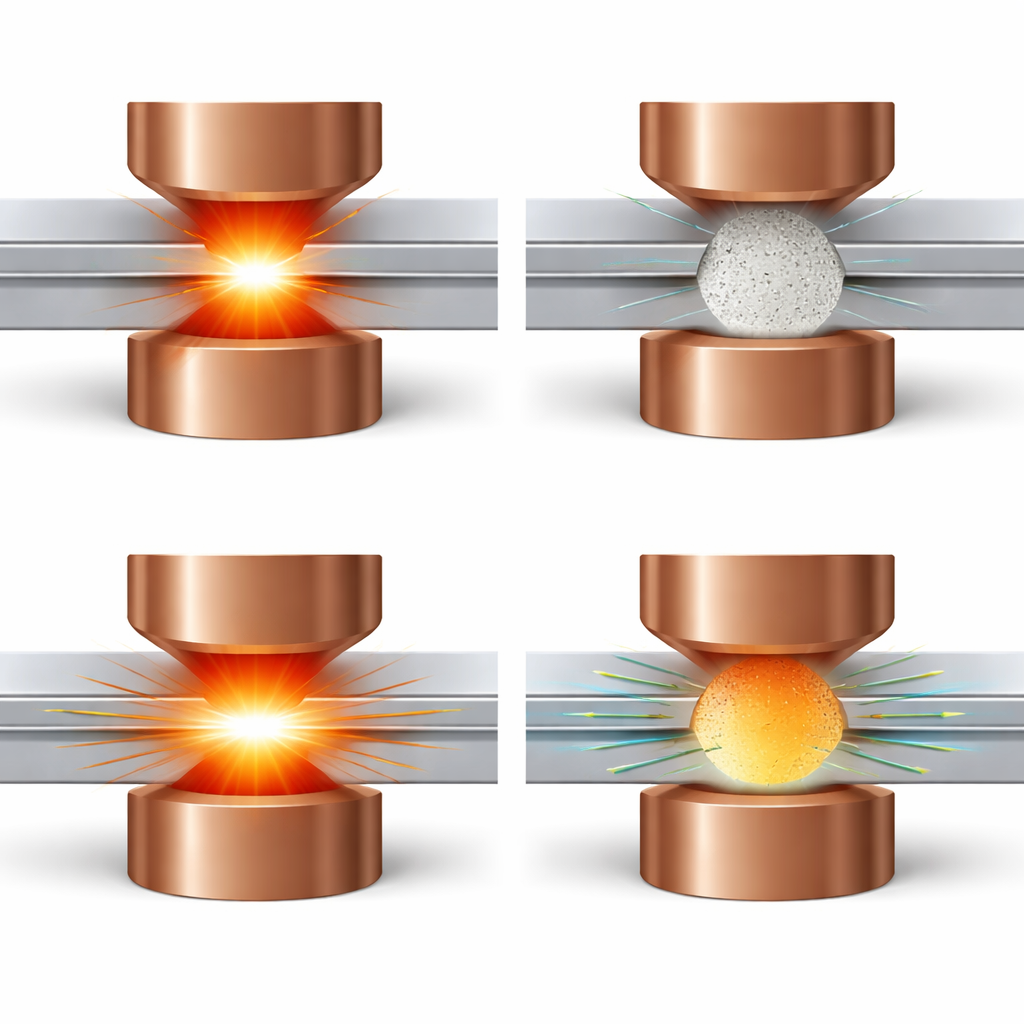
Los investigadores compararon dos recetas de soldadura. En la primera, una única ráfaga de corriente crea la pepita de soldadura de la manera habitual. En la segunda, añaden un pulso secundario de corriente, de menor intensidad y cronometrado cuidadosamente, después de la soldadura principal. Este paso adicional actúa como un pequeño tratamiento térmico incorporado, recalentando suavemente la pepita ya solidificada para ablandar las regiones más frágiles sin volver a fundirlas. Con un plan de ensayos estructurado, variaron la corriente de soldadura, el tiempo de soldadura y la fuerza del electrodo, y midieron el tamaño de la pepita, la carga máxima antes de la falla y cuánta energía podía absorber cada unión en pruebas de tracción.
Mirando dentro del metal, de granos a grietas
Para entender qué hacían realmente en el interior del acero los distintos ciclos de soldadura, el equipo pulió y atacó químicamente secciones transversales y las examinó con microscopios ópticos y electrónicos. También emplearon herramientas avanzadas capaces de identificar tipos cristalinos y orientaciones. En las soldaduras estándar de pulso único, la zona de fusión en el centro de la unión estaba dominada por martensita muy dura, con dureza aproximadamente cuatro veces superior a la del metal base circundante. Las superficies de fractura de las muestras falladas mostraron rasgos agudos y planos típicos de una fractura frágil. Cuando se aplicó el pulso de revenido secundario, el tamaño total de la pepita se mantuvo casi igual, pero el patrón interno cambió: la martensita quedó parcialmente revenida y algo más blanda, reduciendo el brusco salto de dureza entre el centro de la soldadura y las regiones próximas.
Encontrar el punto óptimo para uniones duraderas
Dado que las carrocerías reales de los coches experimentan millones de ciclos de carga pequeños, el equipo se centró en la vida a fatiga: cuántas cargas repetidas puede soportar una soldadura antes de que aparezcan grietas. Usaron una configuración primaria de soldadura fija y variaron únicamente la duración del pulso de revenido in situ. Un revenido breve aportó mejoras modestas, pero una duración intermedia casi duplicó el número de ciclos que soportaron las soldaduras. Cuando se prolongó demasiado el revenido, el rendimiento volvió a caer. En otras palabras, existía una ventana claramente “justa”: muy poco calor adicional deja la soldadura demasiado frágil, mientras que demasiado revenido sobreablanda el metal y favorece daños tempranos. Para guiar a los ingenieros hacia buenos ajustes sin ensayos interminables, los autores también emplearon un algoritmo de optimización inspirado en el aula que imita cómo aprenden los estudiantes. Alimentado con datos experimentales, exploró el espacio de corrientes, tiempos y fuerzas e identificó combinaciones que maximizan simultáneamente el tamaño de la pepita, la carga máxima y la energía absorbida.
Qué implica esto para vehículos más seguros y ligeros
Para el lector no especializado, la conclusión es directa: añadiendo un breve y cuidadosamente ajustado segundo pulso térmico durante la soldadura por puntos es posible fabricar uniones de acero pequeñas que no solo son resistentes, sino también más tolerantes en uso real. Las soldaduras absorben más energía antes de agrietarse y duran más ante cargas repetidas, todo ello sin cambiar el material base ni el diseño visible del vehículo. Combinar este paso de revenido con herramientas de optimización basadas en datos ofrece a los fabricantes una hoja de ruta práctica para diseñar programas de soldadura que mejoren el comportamiento ante choques y la vida a fatiga, al tiempo que respaldan estructuras vehiculares ligeras y eficientes en consumo.
Cita: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Palabras clave: soldadura por puntos por resistencia, acero inoxidable martensítico, revenido in situ, vida a fatiga, optimización de soldadura