Clear Sky Science · ru
Оптимизация механических свойств и характеристика микроструктуры точечной контактной сварки мартенситной нержавеющей стали: закалка на месте и подход TLBO
Почему более прочные швы важны для повседневной безопасности
Современные автомобили опираются на тысячи крошечных сварных соединений, которые удерживают их стальной каркас. Эти штифтовые соединения почти невидимы, но именно они во многом определяют, насколько хорошо транспортное средство защищает пассажиров при столкновении. В этом исследовании рассматривается особый тип прочной, но хрупкой нержавеющей стали, применяемой в кузовах автомобилей, и ставится простой практический вопрос: можно ли настроить процесс сварки так, чтобы эти скрытые соединения выдерживали больше нагрузок до появления трещин?
Как автомобили «сшиваются» электричеством
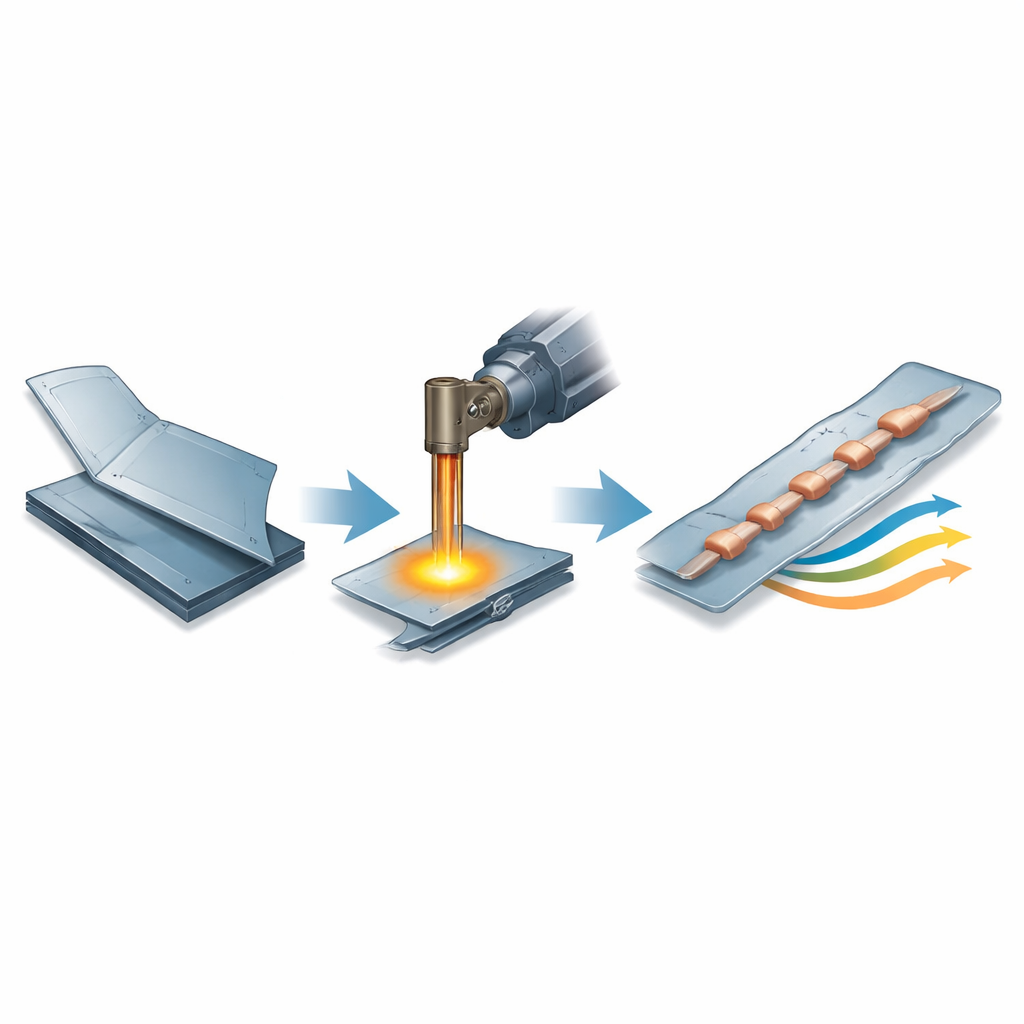
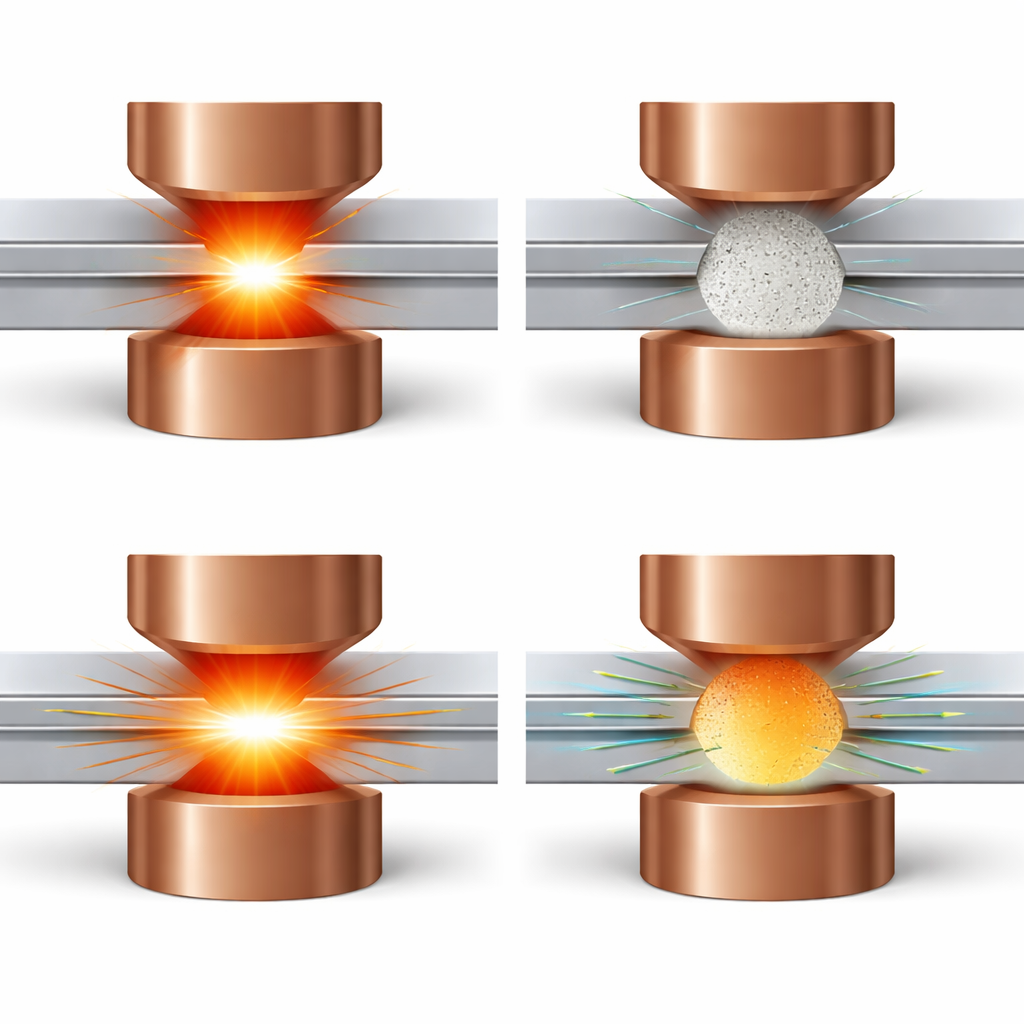
Производители автомобилей часто используют контактную точечную сварку — быстрый процесс, при котором две медные электроды зажимают наложенные друг на друга стальные листы и пропускают через них электрический ток. Металл между листами кратковременно плавится и затем затвердевает в небольшое «зёрнышко», которое их спаивает. Для распространённой высокопрочной марки AISI 420 (мартенситная нержавеющая сталь) такое резкое нагревание и охлаждение обычно приводит к образованию в центре шва чрезвычайно твёрдой, стеклоподобной структуры. Эта твёрдость полезна для статической прочности, но ухудшает вязкость: при ударе или циклической нагрузке трещины могут возникать и распространяться легче, что ограничивает количество энергии, которую соединение способно поглотить при столкновении.
Новый ход: отпуск шва в процессе его образования
Исследователи сравнили два режима сварки. В первом один импульс тока формирует сварочное зёрнышко стандартным образом. Во втором они добавляют тщательно синхронизированный импульс меньшей интенсивности после основного. Этот дополнительный шаг действует как встроенная термическая обработка: он аккуратно подогревает уже затвердевшее зёрнышко, частично снимая чрезмерную хрупкость без повторного плавления. В рамках структурированного плана эксперимента они варьировали сварочный ток, время сварки и усилие электродов, затем измеряли размер зёрнышка, максимальную нагрузку до разрушения и энергию, которую каждое соединение могло поглотить при растягивающих испытаниях.
Заглядывая внутрь металла: от зерен до трещин
Чтобы понять, что эти разные режимы сварки меняли внутри стали, команда полировала и травила поперечные срезы и изучала их под оптическими и электронными микроскопами. Они также использовали продвинутые методы идентификации фаз и ориентаций кристаллов. В стандартных однопульсных швах зона сплавления в центре соединения была представлена преимущественно очень твёрдым мартенситом, твёрдость которого была примерно в четыре раза выше, чем у окружающего основного металла. Поверхности разрушения образцов показывали характерные острые и плоские признаки хрупкого разрушения. При применении второго, отпускного импульса общий размер зёрнышка оставался почти неизменным, но внутренняя структура менялась: мартенсит частично подвергался отпуску и становился немного мягче, что уменьшало резкий перепад твёрдости между центром шва и прилегающими областями.
Поиск оптимума для долговечных соединений
Поскольку реальные кузова автомобилей испытывают миллионы мелких циклов нагрузок, команда сосредоточилась на усталостном ресурсе — на том, сколько повторных циклов растяжения выдерживает шов до появления трещин. Они зафиксировали основную сварочную настройку и меняли только длительность отпускного импульса, выполняемого на месте. Короткий отпуск давал умеренное улучшение, тогда как промежуточная длительность почти удваивала число циклов, которые выдерживали швы. При дальнейшем увеличении длительности производительность снова падала. Иными словами, обнаружилось ясное «в самый раз» окно: недостаточное дополнительное нагревание оставляет шов слишком хрупким, тогда как чрезмерное — переувлажняет металл и способствует ранним повреждениям. Чтобы помочь инженерам выбрать хорошие настройки без бесконечных проб, авторы также применили вдохновлённый учебным процессом алгоритм оптимизации, имитирующий способы обучения студентов. Получив экспериментальные данные, он просеял пространство токов, времен и усилий и выявил комбинации, которые одновременно максимизируют размер зёрнышка, пиковую нагрузку и поглощаемую энергию.
Что это означает для более безопасных и лёгких автомобилей
Для неспециалистов вывод прост: добавив краткий, тщательно настроенный второй тепловой импульс в процессе точечной сварки, можно получить небольшие стальные соединения, которые не только прочны, но и более устойчивы к реальным условиям эксплуатации. Такие швы поглощают больше энергии до появления трещин и живут дольше при циклических нагрузках, при этом не меняя исходный материал или видимую конструкцию кузова. Сочетание этого этапа отпуска с инструментами оптимизации на основе данных даёт производителям практическую дорожную карту для разработки режимов сварки, которые улучшают поведение при столкновениях и усталостную долговечность, сохраняя при этом лёгкость и топливную эффективность конструкций.
Цитирование: Gurav, V., Shrivastava, D. Optimization of mechanical properties and microstructure characterization of resistance spot welded martensitic stainless steel: in-situ tempering and TLBO approach. Sci Rep 16, 12989 (2026). https://doi.org/10.1038/s41598-026-41869-6
Ключевые слова: контактная точечная сварка, мартенситная нержавеющая сталь, закалка на месте, усталостный ресурс, оптимизация сварки