Clear Sky Science · zh
通过混合TOPSIS–蚂蚱优化方法改善Nimonic C-263激光束加工的表面完整性和切口质量
为极端装备切割难切金属
Nimonic C263 是隐藏在喷气发动机、燃气轮机甚至核系统中的金属主力军。它在极高温度下仍能保持强度,但正是这种韧性使其非常难以切割和成形。本研究探讨如何更智能地使用激光切割,使制造商能够以光滑的边缘、狭窄的切缝和最小的热损伤来成形这种苛刻的合金——这对高性能设备的安全性和效率至关重要。
为何这种合金很重要
Nimonic C263 是一种为在高温、高压和腐蚀性气体环境中生存而设计的镍基高温合金。它用于航空和发电设备的排气段和外壳,任何裂纹或缺陷都可能产生严重后果。传统切削刀具在加工这种合金时困难重重:刀具磨损快、表面粗糙且有时会导致零件变形。激光束加工提供了有吸引力的替代方案,因为聚焦的光束可以在不接触材料的情况下熔化并汽化金属,实现非常精确的切割。问题在于,如果激光参数未正确调整,切口仍可能粗糙、过宽或被大的热损伤层包围。
激光实验如何进行
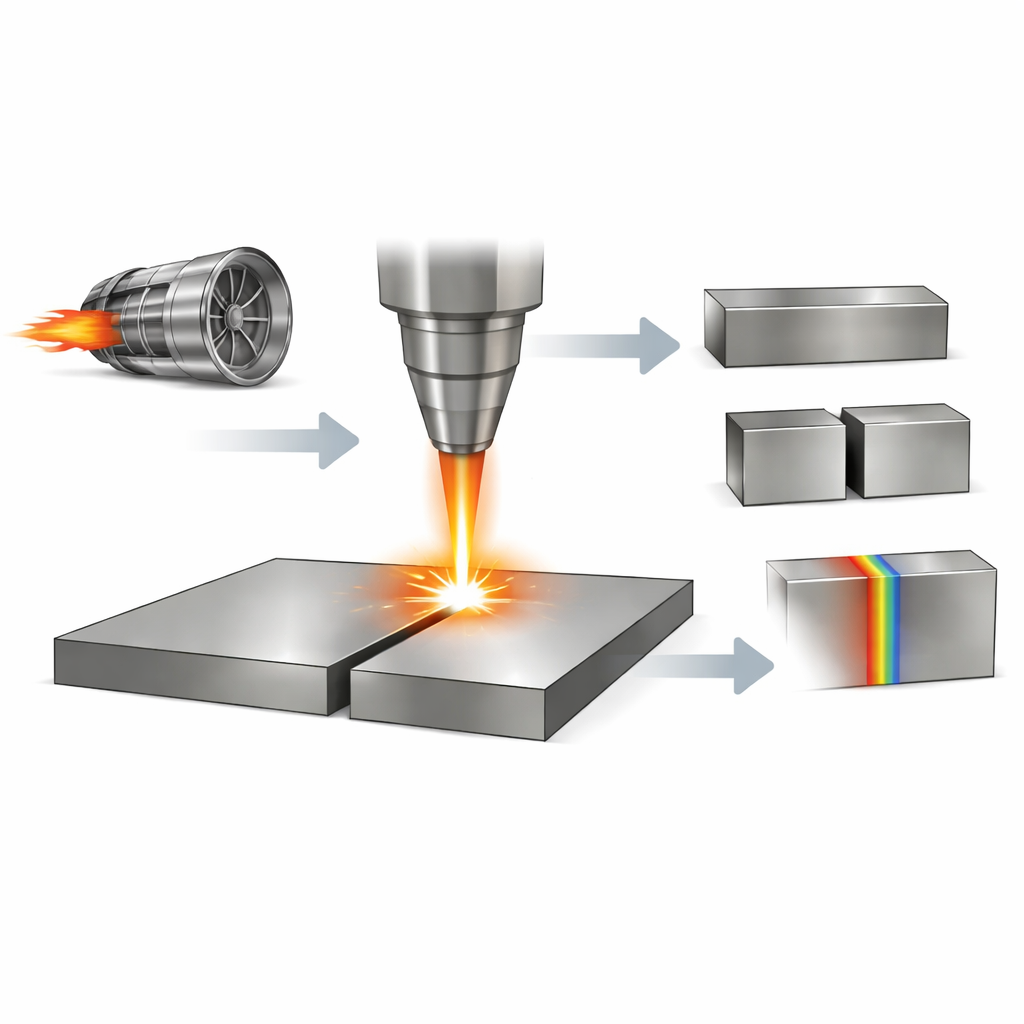
研究人员使用平板状的 Nimonic C263 并用工业气体激光系统切割,辅以氮气以帮助清除熔融金属并限制氧化。他们系统地改变了四个关键参数:激光功率、切割速度、气体压力和焦点位置(光束相对于表面的聚焦深度)。对于每一组参数组合,他们测量四个质量指标:表面粗糙度(切面平滑程度)、切缝宽度(切口宽度)、切缝锥度(切口自上而下变窄的程度)以及受热影响区(HAZ,金属微观组织因加热而改变的薄区域)。通过显微镜、表面测试仪和图像分析软件对这些效应进行高精度量化。
哪些因素控制切割质量
通过统计分析,团队找出哪些参数最重要。激光功率和切割速度成为主导杠杆。较高的激光功率会增加进入材料的热量,倾向于扩大受热影响区并使表面略显粗糙,尽管它能保证切穿。切割速度强烈影响切缝宽度:光束移动更快会减少单位长度传递的能量,导致切缝更窄且热损伤更小。气体压力和焦点位置的作用更为微妙但仍重要,影响熔融金属如何被从槽中吹出以及光束在板材内的聚集程度。综合这些因素决定了切边是清晰平行还是不均匀且过热。
让算法寻找最佳点
由于对某一特征有利的参数(例如非常窄的切缝)可能会恶化另一项(例如热损伤),作者使用了一种称为 TOPSIS 的决策方法将四项质量度量合成为单一分数。该分数反映了某组参数距离理想切割(平滑、狭窄、直且受热最小)的接近程度。然后他们将该分数输入一种基于蚂蚱群体行为的生物启发搜索算法。这种算法系统地在功率、速度、气压和焦点的可能组合中游走,朝着提高整体质量分数的方向前进,同时避开参数空间中的劣势区域。

切割这种高温合金的最佳方案
混合的 TOPSIS–蚂蚱方法找到了一个折衷最优的参数组合:相对较低的激光功率、较低的切割速度、中等的气体压力以及特定的焦深。当团队在该组合下进行验证实验时,整体质量指标较仅用 TOPSIS 提高了约 5%,切缝宽度、表面粗糙度和受热影响区都有显著减少。对于依赖 Nimonic C263 的产业来说,这项研究不仅提供了一组参数数值:它展示了一种结构化的方法来调优激光切割,使零件能够以更好的表面、更紧的尺寸和更少的隐性热损伤生产——最终在苛刻环境中提升性能和可靠性。
引用: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
关键词: 激光切割, 镍基高温合金, 制造质量, 受热区, 多目标优化