Clear Sky Science · pl
Poprawa integralności powierzchni i jakości szczeliny przy obróbce wiązką laserową stopu Nimonic C-263 za pomocą hybrydowego podejścia optymalizacyjnego TOPSIS–grasshopper
Cięcie trudnych metali dla ekstremalnych maszyn
Nimonic C263 to „koń roboczy” w metalu, ukryty wewnątrz silników odrzutowych, turbin gazowych, a nawet systemów jądrowych. Zachowuje wytrzymałość w bardzo wysokich temperaturach, lecz ta sama odporność sprawia, że trudno go ciąć i kształtować. W badaniu pokazano, jak użyć cięcia laserowego w sposób bardziej inteligentny, aby producenci mogli formować ten wymagający stop z gładkimi krawędziami, wąskimi szczelinami i minimalnymi uszkodzeniami termicznymi — co ma kluczowe znaczenie dla bezpieczeństwa i wydajności maszyn o wysokich osiągach.
Dlaczego ten stop ma znaczenie
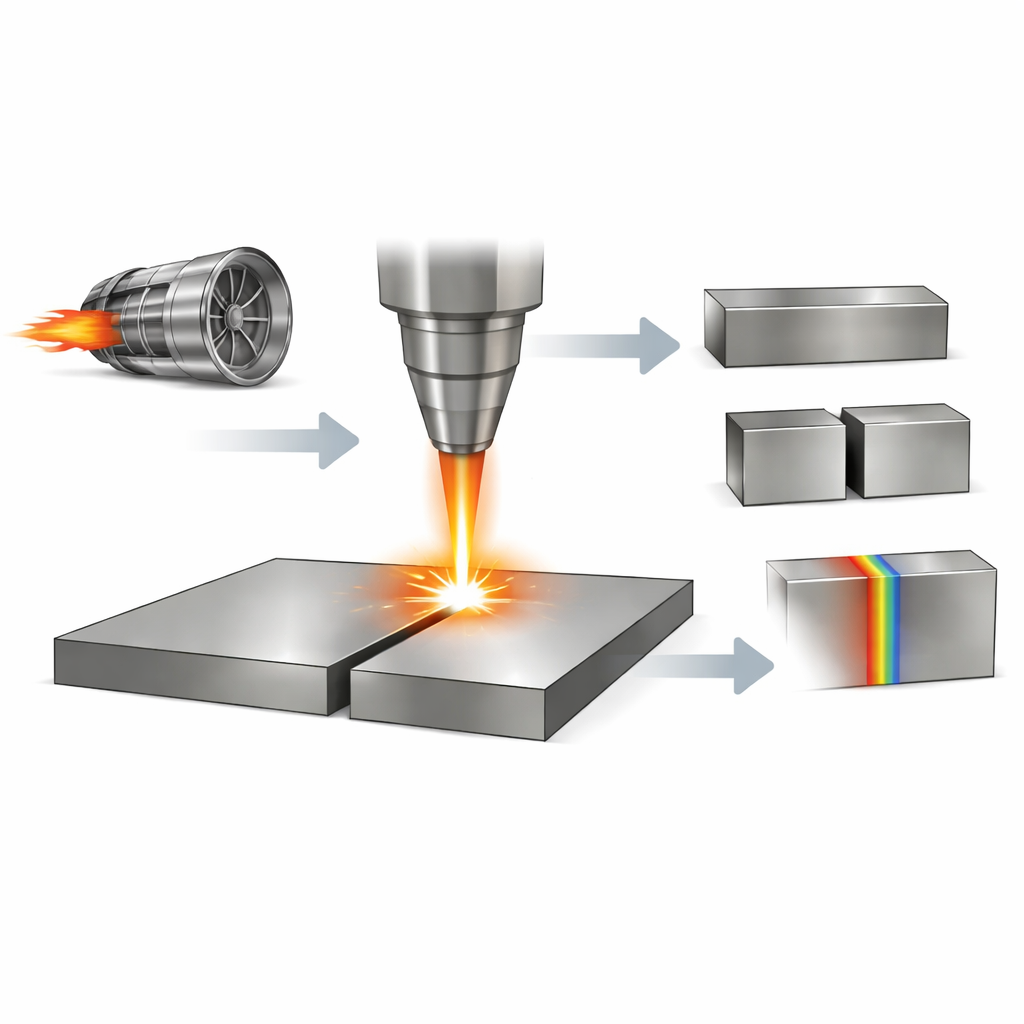
Nimonic C263 to nadstop na bazie niklu zaprojektowany do pracy w warunkach intensywnego nagrzewania, ciśnień i obecności gazów korozyjnych. Stosuje się go w częściach wydechowych i obudowach urządzeń lotniczych oraz systemów wytwarzania energii, gdzie każda pęknięcie lub wada może mieć poważne konsekwencje. Tradycyjne narzędzia tnące mają z nim problemy: szybko się zużywają, pozostawiają gorsze wykończenie powierzchni i czasem odkształcają element. Obróbka wiązką laserową jest atrakcyjną alternatywą, ponieważ skupiona wiązka światła może topić i odparowywać metal bez kontaktu, umożliwiając bardzo precyzyjne cięcia. Ryzyko polega na tym, że przy źle dobranych parametrach cięcie może pozostać chropowate, szerokie lub otoczone dużą warstwą uszkodzoną termicznie.
Jak przeprowadzono eksperymenty laserowe
Badacze pracowali na płaskich arkuszach Nimonic C263 i cięli je przy użyciu przemysłowego systemu laserowego z asystą azotu, który pomaga usuwać stopiony metal i ogranicza utlenianie. Systematycznie zmieniano cztery kluczowe parametry: moc lasera, prędkość cięcia, ciśnienie gazu oraz pozycję ogniska (jak głęboko wiązka jest skupiona względem powierzchni). Dla każdej kombinacji zmierzono cztery wskaźniki jakości: chropowatość powierzchni (jak gładka jest powierzchnia cięcia), szerokość szczeliny (szerokość cięcia), stożkowanie szczeliny (w jakim stopniu cięcie zawęża się od góry do dołu) oraz strefę wpływu ciepła, czyli HAZ (wąski obszar, w którym mikrostruktura metalu została zmieniona przez ciepło). Do ilościowej oceny tych efektów z wysoką precyzją użyto mikroskopów, testerów powierzchni i oprogramowania do analizy obrazów.
Co decyduje o jakości cięcia
Analiza statystyczna pozwoliła wyodrębnić, które parametry mają największe znaczenie. Okazało się, że dominującymi dźwigniami są moc lasera i prędkość cięcia. Wyższa moc lasera zwiększa ilość ciepła dostarczanego do materiału, co zwykle powiększa strefę wpływu ciepła i nieco pogarsza chropowatość powierzchni, choć zapewnia pełne przecięcie. Prędkość cięcia silnie wpływa na szerokość szczeliny: szybsze przesuwanie wiązki zmniejsza energię dostarczaną na jednostkę długości, prowadząc do węższych szczelin i mniejszych uszkodzeń termicznych. Ciśnienie gazu i pozycja ogniska odgrywają role bardziej subtelne, lecz istotne — wpływają na to, jak stopiony metal jest wydmuchiwany z rowka oraz jak skoncentrowana jest wiązka w materiale. Wspólnie te czynniki decydują, czy krawędzie cięcia będą ostre i równoległe, czy nierówne i przegrzane.
Pozwolenie algorytmom znaleźć najlepszy kompromis
Ponieważ najlepsze ustawienia dla jednej cechy (na przykład bardzo wąskiej szczeliny) mogą pogorszyć inną (np. uszkodzenia termiczne), autorzy zastosowali metodę podejmowania decyzji TOPSIS, aby połączyć wszystkie cztery miary jakości w jedną ocenę. Ocena ta odzwierciedla, jak blisko dana konfiguracja jest do „idealnego” cięcia: gładkiego, wąskiego, prostego i jak najmniej nagrzanego. Następnie tę ocenę wykorzystano jako funkcję celu w bioinspirowanej procedurze poszukiwań wzorowanej na rojowym zachowaniu szarańczy. Algorytm ten systematycznie eksploruje możliwe kombinacje mocy, prędkości, ciśnienia gazu i ustawienia ogniska, kierując się w stronę parametrów podnoszących ogólną ocenę jakości, jednocześnie unikając obszarów parametrów dających słabe wyniki.

Najlepszy przepis na cięcie tego nadstopu
Hybrydowe podejście TOPSIS–grasshopper wskazało konfigurację z relatywnie niską mocą lasera, niską prędkością cięcia, umiarkowanym ciśnieniem gazu i określoną głębokością ogniska jako optymalny kompromis. Gdy zespół przeprowadził eksperymenty weryfikujące przy tych ustawieniach, ogólny wskaźnik jakości poprawił się o około 5% w porównaniu z użyciem samego TOPSIS, przy zauważalnych redukcjach szerokości cięcia, chropowatości powierzchni i strefy wpływu ciepła. Dla branż wykorzystujących Nimonic C263 badanie daje więcej niż zestaw liczb: pokazuje ustrukturyzowany sposób strojenia parametrów cięcia laserowego, dzięki któremu można wytwarzać części o lepszych powierzchniach, ściślejszych wymiarach i mniejszych ukrytych uszkodzeniach termicznych — co w efekcie poprawia wydajność i niezawodność w wymagających zastosowaniach.
Cytowanie: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Słowa kluczowe: cięcie laserowe, nadstop niklu, jakość produkcji, strefa wpływu ciepła, optymalizacja wielokryterialna