Clear Sky Science · nl
Verbetering van oppervlakte-integriteit en snijkwaliteit bij lasergestuurd verspanen van Nimonic C-263 met een hybride TOPSIS–grasshopper optimalisatiemethode
Het snijden van taaie metalen voor extreme machines
Nimonic C263 is een metalen werkpaard dat verborgen zit in straalmotoren, gasturbines en zelfs nucleaire systemen. Het behoudt zijn sterkte bij zeer hoge temperaturen, maar diezelfde taaiheid maakt het ook erg moeilijk te snijden en te vormen. Deze studie onderzoekt hoe lasersnijden verstandiger kan worden toegepast zodat fabrikanten deze veeleisende legering kunnen vormen met gladde randen, smalle sneden en minimale warmtebeschadiging — cruciaal voor de veiligheid en efficiëntie van hoogrenderende machines.
Waarom deze legering er toe doet
Nimonic C263 is een op nikkel gebaseerde superlegering die is ontworpen om intense hitte, druk en corrosieve gassen te weerstaan. Hij wordt gebruikt in uitlaatzones en omhulsels van lucht- en energiecentrales, waar elke barst of fout ernstige gevolgen kan hebben. Traditionele snijgereedschappen hebben moeite met deze legering: ze slijten snel, leveren slechte oppervlakteafwerkingen en vervormen soms het onderdeel. Lasergestuurd verspanen biedt een aantrekkelijk alternatief, omdat een gefocuste lichtbundel het metaal kan smelten en verdampen zonder het aan te raken, waardoor zeer precieze sneden mogelijk zijn. Het probleem is dat als de laserinstellingen niet goed zijn afgesteld, de snede alsnog ruw, breed of omringd door een grote warmtebeïnvloede laag kan zijn.
Hoe de laserexperimenten werden uitgevoerd
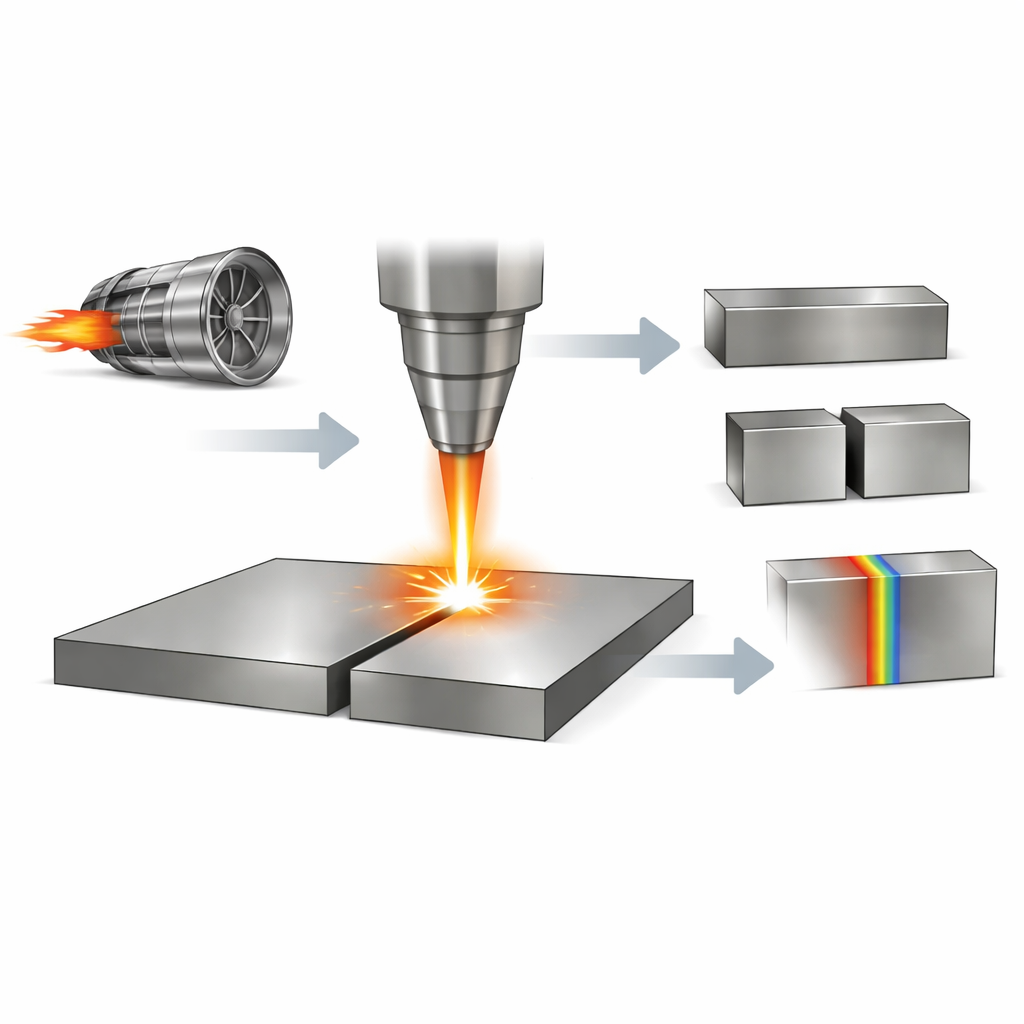
De onderzoekers werkten met platte platen van Nimonic C263 en sneden deze met een industrieel gaslaser-systeem, ondersteund door stikstof, wat helpt bij het wegblazen van gesmolten metaal en het beperken van oxidatie. Ze varieerden systematisch vier belangrijke instellingen: laservermogen, snijsnelheid, gasdruk en focalisatiepositie (hoe diep de bundel is gefocusseerd ten opzichte van het oppervlak). Voor elke combinatie maten ze vier kwaliteitsindicatoren: oppervlakteruwheid (hoe glad het snijvlak is), kerf-breedte (hoe breed de snede is), kerf-taper (hoeveel de snede van boven naar beneden toe vernauwt) en de warmtebeïnvloede zone, of HAZ (de dunne regio waar de microstructuur van het metaal door warmte verandert). Microscopen, oppervlaktemeters en beeldanalysetools werden gebruikt om deze effecten met hoge precisie te kwantificeren.
Wat de snijkwaliteit bepaalt
Door statistische analyse toe te passen, haalde het team naar voren welke instellingen het meest van belang waren. Laservermogen en snijsnelheid bleken de dominante hefbomen te zijn. Hoger laservermogen vergrootte de hoeveelheid warmte die het materiaal inging, wat de neiging had om de warmtebeïnvloede zone te vergroten en het oppervlak iets ruwere te maken, hoewel het wel volledige penetratie verzekerde. De snijsnelheid beïnvloedde sterk de breedte van de snede: een snellere beweging van de bundel verlaagde de energie die per lengte-eenheid werd geleverd, wat leidde tot smallere kerfs en minder thermische schade. Gasdruk en focalisatiepositie hadden meer subtiele maar nog steeds belangrijke rollen; ze bepaalden hoe gesmolten metaal uit de groef werd weggeblazen en hoe geconcentreerd de bundel in de plaat was. Gezamenlijk bepalen deze factoren of de snijranden scherp en parallel zijn of ongelijk en oververhit.
Algoritmen laten zoeken naar het juiste compromis
Aangezien de beste instellingen voor één kenmerk (bijvoorbeeld een zeer smalle snede) een ander kenmerk (zoals warmtebeschadiging) kunnen verslechteren, gebruikten de auteurs een beslismethode genaamd TOPSIS om alle vier kwaliteitsmaten in één score te integreren. Deze score weerspiegelt hoe dicht een gegeven instelling bij een "ideale" snede komt die glad, smal, recht en zo min mogelijk verhit is. Ze voerden deze score vervolgens in een door de natuur geïnspireerde zoekroutine, gemodelleerd op het zwermgedrag van sprinkhanen. Dit algoritme verkent systematisch mogelijke combinaties van vermogen, snelheid, gasdruk en focus, en stuurt naar die combinaties die de algehele kwaliteitsscore verhogen terwijl het slechte gebieden van de parameter-ruimte vermijdt.

Het beste recept voor het snijden van deze superlegering
De hybride TOPSIS–grasshopper-aanpak wees een instelling aan met relatief laag laservermogen, lage snijsnelheid, matige gasdruk en een specifieke focale diepte als het optimale compromis. Toen het team bevestigingsexperimenten uitvoerde met deze combinatie, verbeterde de algehele kwaliteitsmetric met ongeveer 5% vergeleken met het gebruik van TOPSIS alleen, met noemenswaardige verminderingen in snijbreedte, oppervlakteruwheid en warmtebeïnvloede zone. Voor industrieën die afhankelijk zijn van Nimonic C263 biedt de studie meer dan alleen een reeks getallen: ze demonstreert een gestructureerde manier om lasersnijden af te stemmen zodat onderdelen met betere oppervlakken, strakkere afmetingen en minder verborgen thermische schade kunnen worden geproduceerd — wat uiteindelijk de prestaties en betrouwbaarheid in veeleisende omgevingen verbetert.
Bronvermelding: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Trefwoorden: lasersnijden, nikkel superlegering, productiekwaliteit, warmtebeïnvloede zone, multi-objectieve optimalisatie