Clear Sky Science · ru
Улучшение целостности поверхности и качества пропила при лазерной обработке Nimonic C-263 с помощью гибридного подхода оптимизации TOPSIS–grasshopper
Резка прочных металлов для экстремальных машин
Nimonic C263 — это промышленный материал, скрытый внутри авиационных двигателей, газовых турбин и даже некоторых ядерных систем. Он сохраняет прочность при очень высоких температурах, но эта же стойкость делает его трудным для резки и обработки. В этом исследовании изучается более разумное применение лазерной резки, чтобы производители могли придавать этой требовательной стали аккуратные кромки, узкие пропилы и минимальные термические повреждения — критически важно для безопасности и эффективности высокопроизводительной техники.
Почему этот сплав важен
Nimonic C263 — никелевый суперсплав, разработанный для работы в условиях экстремального нагрева, давления и агрессивных газов. Его применяют в выхлопных секциях и корпусах агрегатов в аэрокосмической и энергетической технике, где любая трещина или дефект могут иметь серьёзные последствия. Традиционные режущие инструменты испытывают трудности с этим сплавом: они быстро изнашиваются, дают плохую отделку поверхности и иногда вызывают деформацию детали. Лазерная обработка предлагает привлекательную альтернативу, поскольку сфокусированный световой луч может плавить и испарять металл без механического контакта, позволяя выполнять очень точные пропилы. Проблема в том, что при неправильно настроенных параметрах рез может получиться грубым, широким или окружённым значительной термически повреждённой зоной.
Как проводили лазерные эксперименты
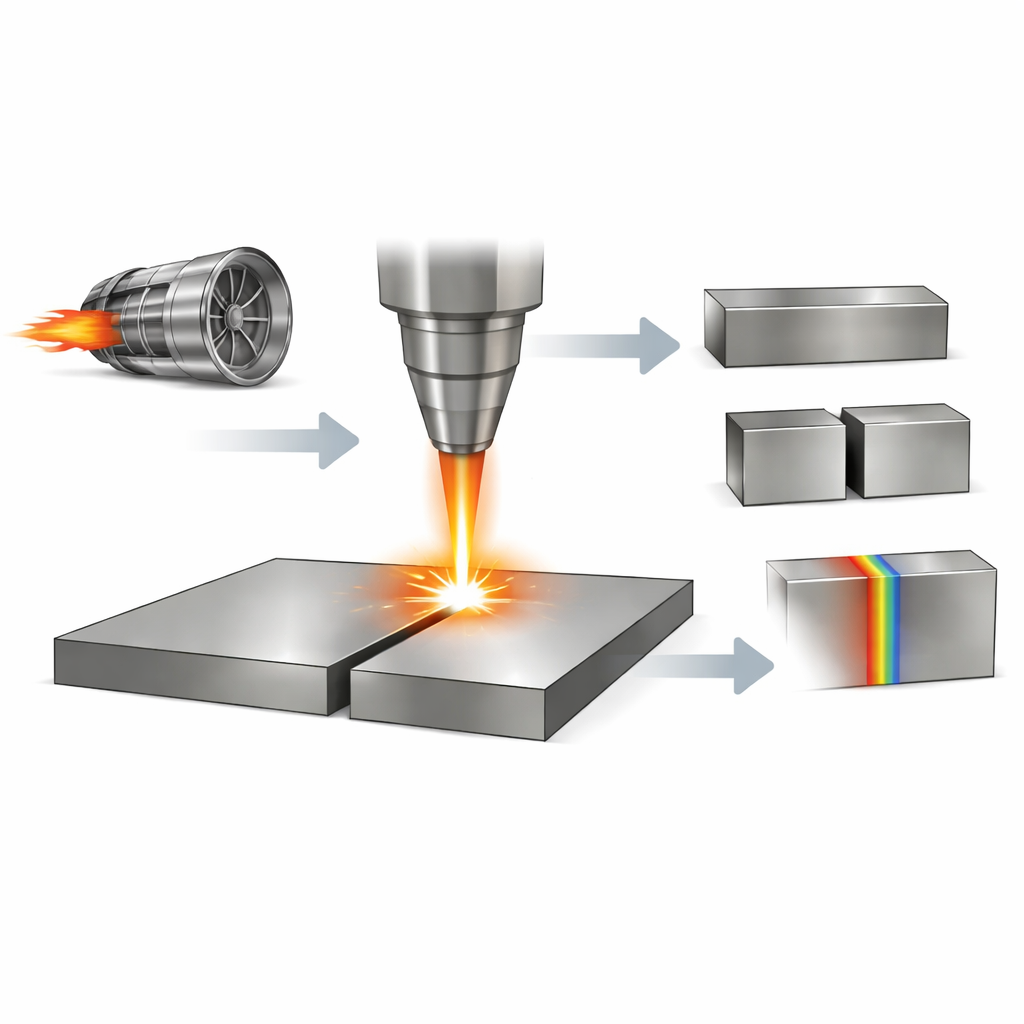
Исследователи работали с плоскими листами Nimonic C263 и резали их с помощью промышленной газовой лазерной установки с подачей азота, который помогает выдувать расплавленный металл и снижать окисление. Они систематически варьировали четыре ключевых параметра: мощность лазера, скорость резки, давление газа и положение фокуса (насколько глубоко луч фокусируется относительно поверхности). Для каждой комбинации измеряли четыре показателя качества: шероховатость поверхности (насколько гладкая поверхность пропила), ширину пропила, уклон пропила (насколько пропил сужается сверху вниз) и зону термического влияния (HAZ) — тонкую область, где микроструктура металла изменяется под воздействием тепла. Для точной количественной оценки использовали микроскопы, приборы для измерения поверхности и программное обеспечение для анализа изображений.
Что определяет качество пропила
Применяя статистический анализ, команда выяснила, какие параметры имеют наибольшее влияние. Мощность лазера и скорость резки оказались доминирующими рычагами управления. Повышенная мощность увеличивала количество тепла, вводимого в материал, что, как правило, расширяло зону термического влияния и делало поверхность несколько более шероховатой, хотя и обеспечивало полное прорезание. Скорость резки значительно влияла на ширину пропила: более быстрая подача луча уменьшала энергию, доставляемую на единицу длины, что приводило к более узким пропилам и меньшим термическим повреждениям. Давление газа и положение фокуса играли более тонкую, но всё ещё важную роль, влияя на то, как расплавленный металл удаляется из канавки и насколько концентрирован луч внутри пластины. В совокупности эти факторы определяют, будут ли кромки пропила чёткими и параллельными или неровными и перегретыми.
Разрешая алгоритмам искать оптимум
Поскольку лучшие настройки для одной характеристики (например, очень узкого пропила) могут ухудшать другую (например, увеличивать тепловое повреждение), авторы применили метод принятия решений TOPSIS для объединения всех четырёх показателей качества в единую оценку. Эта оценка отражает, насколько данная комбинация параметров близка к «идеальному» пропилу: гладкому, узкому, прямому и с минимальным нагревом. Затем они передали эту оценку биовдохновлённому поисковому алгоритму, моделированному по поведению роя кузнечиков. Этот алгоритм систематически исследует возможные сочетания мощности, скорости, давления газа и фокусировки, направляясь к тем, которые повышают общую оценку качества, и избегая худших областей параметрического пространства.

Лучший рецепт для резки этого суперсплава
Гибридный подход TOPSIS–grasshopper выявил настройки с относительно низкой мощностью лазера, низкой скоростью резки, умеренным давлением газа и определённой глубиной фокусировки как оптимальную компромиссную конфигурацию. При подтверждающих экспериментах с этой комбинацией общий показатель качества улучшился примерно на 5% по сравнению с использованием только TOPSIS, с заметным уменьшением ширины пропила, шероховатости поверхности и зоны термического влияния. Для отраслей, зависящих от Nimonic C263, исследование предлагает не только набор чисел: оно демонстрирует структурированный способ настройки лазерной резки, позволяющий получать детали с лучшей поверхностью, более точными размерами и меньшим скрытым термическим повреждением — в конечном счёте повышая работоспособность и надёжность в требовательных условиях.
Цитирование: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Ключевые слова: лазерная резка, никелевый суперсплав, качество изготовления, зона термического влияния, многоцелeвая оптимизация