Clear Sky Science · it
Miglioramento dell’integrità superficiale e della qualità del taglio nel taglio laser del Nimonic C-263 mediante un approccio ibrido TOPSIS–ottimizzazione grasshopper
Tagliare metalli resistenti per macchine estreme
Il Nimonic C263 è un cavallo da lavoro metallico che si nasconde all’interno di motori a reazione, turbine a gas e persino sistemi nucleari. Mantiene la sua resistenza a temperature elevatissime, ma la stessa tenacità lo rende molto difficile da tagliare e lavorare. Questo studio esplora come usare il taglio laser in modo più intelligente, così che i produttori possano plasmare questa lega impegnativa con bordi netti, tagli stretti e danni termici minimi — aspetti cruciali per la sicurezza e l’efficienza delle macchine ad alte prestazioni.
Perché questa lega è importante
Il Nimonic C263 è una superlega a base di nichel progettata per resistere a calore intenso, pressione e gas corrosivi. Viene impiegata nelle sezioni di scarico e nelle carcasse di apparecchiature aerospaziali e per la produzione di energia, dove ogni crepa o difetto può avere conseguenze serie. Gli utensili tradizionali fanno fatica con questa lega: si usurano rapidamente, producono finiture superficiali scadenti e talvolta deformano il pezzo. La lavorazione con fascio laser offre un’alternativa interessante, perché un fascio di luce concentrato può fondere e vaporizzare il metallo senza contatto, permettendo tagli molto precisi. Il problema è che, se i parametri del laser non sono regolati correttamente, il taglio può comunque risultare irregolare, ampio o circondato da un consistente strato danneggiato dal calore.
Come sono stati condotti gli esperimenti laser
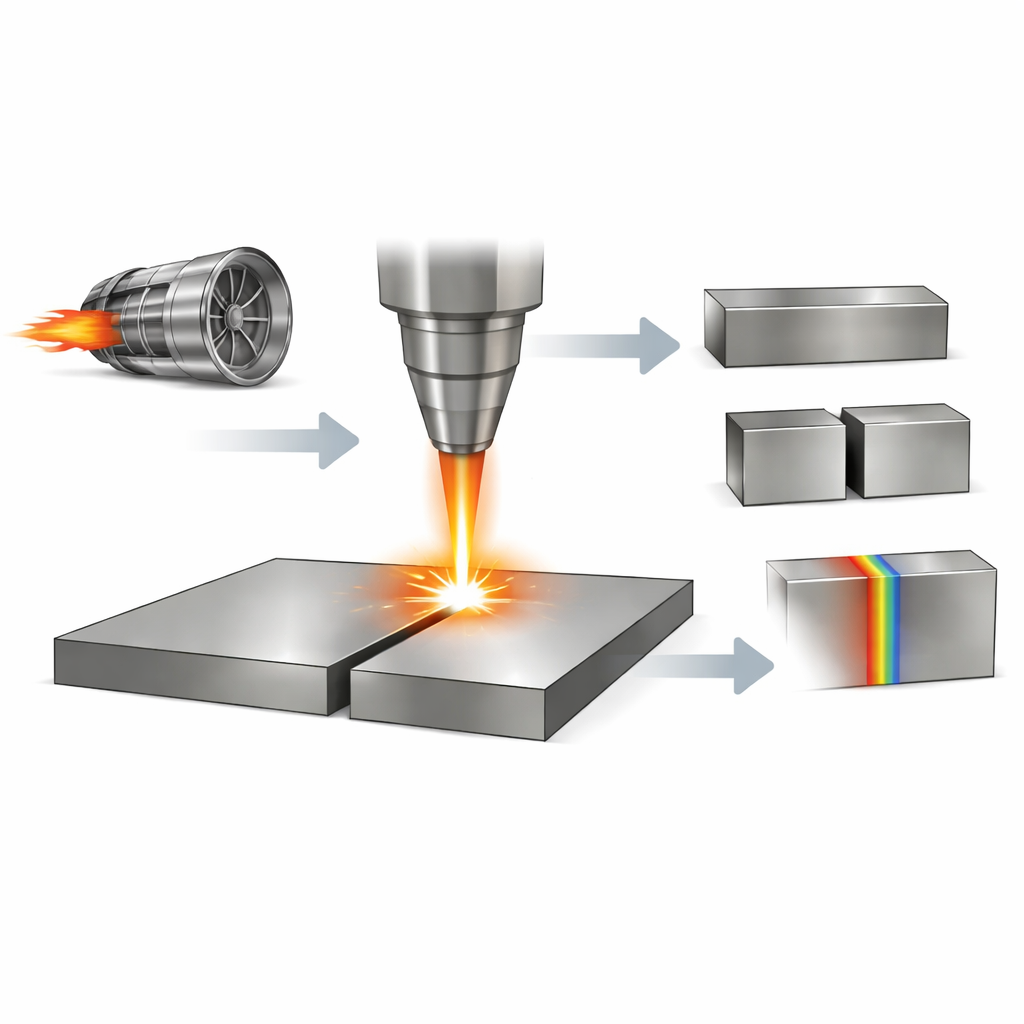
I ricercatori hanno lavorato su lamiere piane di Nimonic C263 e le hanno tagliate usando un sistema laser industriale assistito da azoto, che aiuta a rimuovere il metallo fuso e limita l’ossidazione. Hanno variato in modo sistematico quattro impostazioni chiave: potenza del laser, velocità di taglio, pressione del gas e posizione del fuoco (la profondità a cui il fascio è focalizzato rispetto alla superficie). Per ogni combinazione hanno misurato quattro indicatori di qualità: rugosità superficiale (quanto è liscia la faccia del taglio), larghezza del kerf (quanto è largo il taglio), taper del kerf (quanto il taglio si restringe dall’alto verso il basso) e la zona interessata dal calore, o HAZ (la sottile regione in cui la microstruttura del metallo è alterata dal calore). Microscopi, strumenti per la misura della superficie e software di analisi delle immagini sono stati usati per quantificare questi effetti con alta precisione.
Cosa controlla la qualità del taglio
Applicando l’analisi statistica, il team ha individuato quali impostazioni fossero più influenti. La potenza del laser e la velocità di taglio si sono rivelate le leve principali. Una potenza laser maggiore aumenta la quantità di calore immessa nel materiale, il che tende ad ampliare la zona interessata dal calore e a rendere la superficie leggermente più ruvida, anche se garantisce il completo attraversamento. La velocità di taglio influisce fortemente sulla larghezza del taglio: uno scorrimento più veloce del fascio riduce l’energia fornita per unità di lunghezza, portando a kerf più stretti e a meno danni termici. La pressione del gas e la posizione del fuoco hanno ruoli più sottili ma comunque importanti, influenzando come il metallo fuso viene espulso dalla scanalatura e quanto il fascio sia concentrato all’interno del pezzo. Insieme, questi fattori determinano se i bordi del taglio sono netti e paralleli oppure irregolari e surriscaldati.
Lasciare che gli algoritmi cerchino il punto ottimale
Poiché le impostazioni migliori per una caratteristica (per esempio un taglio molto stretto) possono peggiorare un’altra (come il danno termico), gli autori hanno usato un metodo decisionale chiamato TOPSIS per combinare le quattro misure di qualità in un unico punteggio. Questo punteggio riflette quanto una data impostazione si avvicina a un «taglio ideale» che sia liscio, stretto, diritto e minimamente riscaldato. Hanno poi dato questo punteggio a una routine di ricerca ispirata al comportamento di sciami delle cavallette. Questo algoritmo esplora sistematicamente le possibili combinazioni di potenza, velocità, pressione del gas e messa a fuoco, orientandosi verso quelle che aumentano il punteggio complessivo di qualità evitando le regioni pessime dello spazio dei parametri.

La migliore ricetta per tagliare questa superlega
L’approccio ibrido TOPSIS–grasshopper ha individuato una configurazione con potenza laser relativamente bassa, bassa velocità di taglio, pressione del gas moderata e una specifica profondità di messa a fuoco come compromesso ottimale. Quando il team ha eseguito esperimenti di conferma con questa combinazione, la metrica di qualità complessiva è migliorata di circa il 5% rispetto all’utilizzo di TOPSIS da solo, con riduzioni significative nella larghezza del taglio, nella rugosità superficiale e nella zona interessata dal calore. Per le industrie che fanno affidamento sul Nimonic C263, lo studio offre più di una semplice serie di valori: dimostra un modo strutturato per tarare il taglio laser affinché i componenti possano essere prodotti con superfici migliori, tolleranze più strette e meno danni termici nascosti — migliorando in definitiva prestazioni e affidabilità in ambienti impegnativi.
Citazione: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Parole chiave: taglio laser, superlega a base di nichel, qualità di produzione, zona interessata dal calore, ottimizzazione multiobiettivo