Clear Sky Science · tr
Nimonic C-263'ün lazer ışını işleme ile yüzey bütünlüğü ve kerf kalitesinin iyileştirilmesi: hibrit TOPSIS–grasshopper optimizasyon yaklaşımı
Zorlu Makineler İçin Dayanıklı Metallerin Kesilmesi
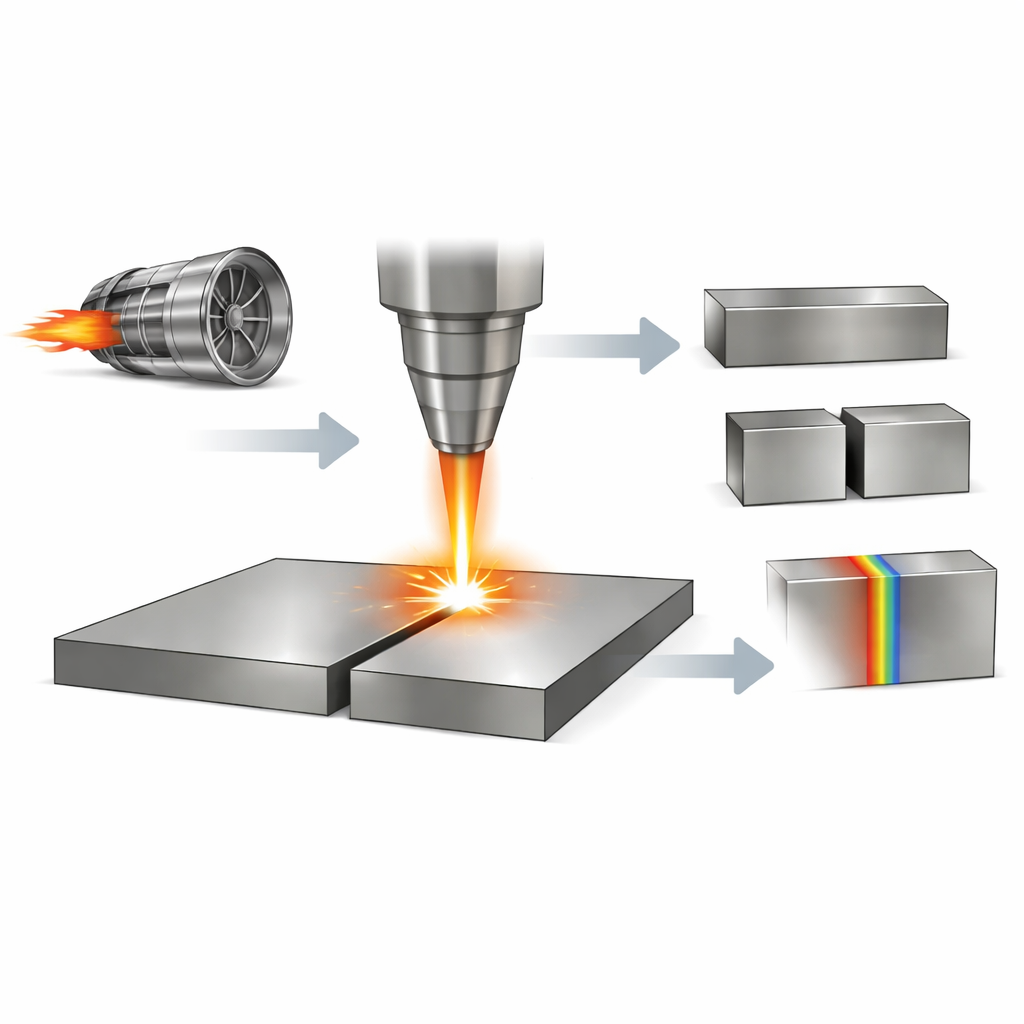
Nimonic C263, jet motorlarının, gaz türbinlerinin ve hatta nükleer sistemlerin içinde gizlenen bir metal çalışkanıdır. Aşırı sıcaklıklarda gücünü korur; ancak bu dayanıklılık aynı zamanda onu kesmeyi ve şekillendirmeyi zorlaştırır. Bu çalışma, üreticilerin bu talepkar alaşımı düzgün kenarlar, dar kesimler ve minimum ısısal hasarla şekillendirebilmesi için lazer kesimi daha akıllıca nasıl kullanabileceklerini araştırıyor — yüksek performanslı makinelerin güvenliği ve verimliliği için hayati öneme sahip özellikler.
Bu Alaşım Neden Önemli
Nimonic C263, yoğun ısı, basınç ve aşındırıcı gazlara dayanacak şekilde tasarlanmış nikel bazlı bir süperalaşımdır. Havacılık ve enerji üretim ekipmanlarının egzoz bölümlerinde ve muhafazalarında kullanılır; burada oluşabilecek herhangi bir çatlak veya kusur ciddi sonuçlar doğurabilir. Geleneksel kesme takımları bu alaşımla zorlanır: hızla aşınır, kötü yüzey bitişleri üretir ve bazen parçayı bozabilirler. Lazer ışını ile işleme dokunmadan metali eritip buharlaştırabildiği için çok hassas kesimler yapabilmesi nedeniyle cazip bir alternatif sunar. Ancak lazer ayarları doğru şekilde yapılmazsa, kesim yine de pürüzlü, geniş veya geniş bir ısı hasarlı tabaka ile çevrili olabilir.
Lazer Deneyleri Nasıl Yapıldı
Araştırmacılar düz Nimonic C263 levhalar üzerinde çalıştı ve eritilmiş metali temizlemeye ve oksidasyonu sınırlamaya yardımcı olan nitrojen destekli endüstriyel bir gaz lazer sistemiyle kesim yaptı. Dört temel ayarı sistematik olarak değiştirdiler: lazer gücü, kesme hızı, gaz basıncı ve odak pozisyonu (ışının yüzeye göre ne kadar derine odaklandığı). Her kombinasyon için dört kalite göstergesi ölçüldü: yüzey pürüzlülüğü (kesim yüzeyinin ne kadar düz olduğu), kerf genişliği (kesimin ne kadar geniş olduğu), kerf konisi (kesimin üstten alta ne kadar daraldığı) ve ısıdan etkilenen bölge veya HAZ (metal mikro yapısının ısıyla değişime uğradığı ince bölge). Bu etkileri yüksek hassasiyetle nicelleştirmek için mikroskoplar, yüzey ölçüm cihazları ve görüntü analizi yazılımları kullanıldı.
Kesim Kalitesini Kontrol Eden Faktörler
İstatistiksel analiz uygulayarak ekip hangi ayarların en önemli olduğunu ortaya çıkardı. Lazer gücü ve kesme hızı baskın kontrol değişkenleri olarak görüldü. Daha yüksek lazer gücü, malzemeye giren ısı miktarını artırdı; bu da ısıdan etkilenen bölgeyi genişletme ve yüzeyi biraz daha pürüzlü hale getirme eğilimindeydi, ancak tam kesim sağlıyordu. Kesme hızı, kesim genişliğini güçlü şekilde etkiledi: ışının daha hızlı ilerlemesi birim uzunluğa verilen enerjiyi azalttı, bu da daha dar kerflere ve daha az ısıl hasara yol açtı. Gaz basıncı ve odak pozisyonu daha ince fakat hâlâ önemli roller oynadı; eritilmiş metalin oluğun dışına nasıl atıldığını ve ışının plaka içinde ne kadar yoğunlaştığını etkilediler. Bu faktörler birlikte, kesim kenarlarının keskin ve paralel mi yoksa düzensiz ve aşırı ısınmış mı olacağını belirler.
Algoritmalara Uygun Noktayı Arattırmak
Bir özellik için en iyi ayarın (örneğin çok dar bir kesim) başka bir özelliği (örneğin ısıl hasar) kötüleştirebileceği için yazarlar, dört kalite ölçüsünü tek bir puanda birleştirmek üzere TOPSIS adlı karar verme yöntemini kullandılar. Bu puan, verilen bir ayarın pürüzsüz, dar, düz ve minimum ısıl etkiye sahip “ideal” bir kese ne kadar yakın olduğunu yansıtır. Ardından bu puanı, çekirge sürülen davranışını modelleyen biyolojik esinli bir arama routine'ine beslediler. Bu algoritma, güç, hız, gaz basıncı ve odak kombinasyonları arasında sistematik olarak gezinerek, genel kalite puanını artıran ve parametre uzayının kötü bölgelerinden kaçınan kombinasyonlara doğru yöneldi.

Bu Süperalaşımı Kesmek İçin En İyi Tarif
Hibrit TOPSIS–grasshopper yaklaşımı, nispeten düşük lazer gücü, düşük kesme hızı, orta düzey gaz basıncı ve belirli bir odak derinliği içeren bir ayarı en iyi uzlaşma olarak belirledi. Ekip bu kombinasyonda doğrulama deneylerini yürüttüğünde, genel kalite metriği yalnızca TOPSIS kullanmaya kıyasla yaklaşık %5 iyileşti; kesim genişliği, yüzey pürüzlülüğü ve ısıdan etkilenen bölgede kayda değer azalmalar gözlendi. Nimonic C263'e dayanan endüstriler için çalışma sadece bir dizi sayıdan daha fazlasını sunuyor: parça yüzeylerinin daha iyi, boyutların daha sıkı ve gizli ısıl hasarın daha az olduğu parçaların üretilebilmesi için lazer kesimini yapılandırılmış bir şekilde ayarlama yöntemini gösteriyor — nihayetinde zorlu ortamlarda performans ve güvenilirliği artırıyor.
Atıf: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Anahtar kelimeler: lazer kesim, nikel süperalaşım, üretim kalitesi, ısıdan etkilenen bölge, çok amaçlı optimizasyon