Clear Sky Science · pt
Integridade de superfície e melhoria da qualidade do corte no processamento por feixe laser do Nimonic C-263 por abordagem híbrida de otimização TOPSIS–grasshopper
Cortando metais resistentes para máquinas extremas
O Nimonic C263 é um cavalo de batalha metálico presente em motores a jato, turbinas a gás e até em sistemas nucleares. Mantém sua resistência em temperaturas altíssimas, mas essa mesma tenacidade torna-o muito difícil de cortar e conformar. Este estudo investiga como usar o corte a laser de forma mais inteligente para que fabricantes possam modelar essa liga exigente com bordas lisas, cortes estreitos e dano térmico mínimo — aspectos cruciais para a segurança e eficiência de máquinas de alto desempenho.
Por que esta liga é importante
O Nimonic C263 é uma superliga à base de níquel projetada para suportar calor intenso, pressão e gases corrosivos. É empregada em trechos de escape e carcaças de equipamentos aeroespaciais e de geração de energia, onde qualquer trinca ou defeito pode ter consequências graves. Ferramentas de corte tradicionais têm dificuldades com essa liga: desgastam-se rapidamente, produzem acabamentos superficiais ruins e às vezes distorcem a peça. O usinamento por feixe laser oferece uma alternativa atraente, pois um feixe de luz focalizado pode fundir e vaporizar o metal sem contato físico, permitindo cortes muito precisos. O problema é que, se os parâmetros do laser não estiverem bem ajustados, o corte ainda pode ficar áspero, largo ou circundado por uma grande camada danificada pelo calor.
Como os experimentos com laser foram conduzidos
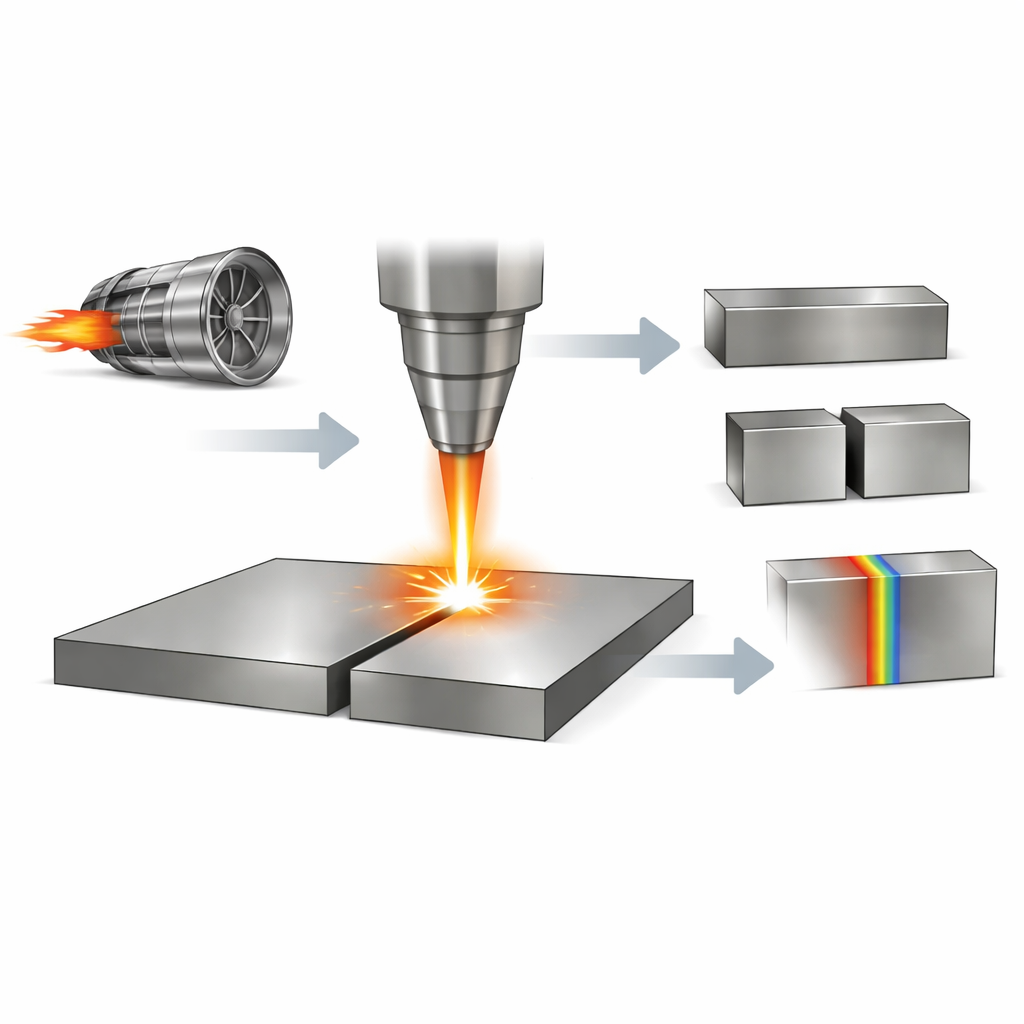
Os pesquisadores trabalharam com chapas planas de Nimonic C263 e as cortaram usando um sistema industrial de laser a gás assistido por nitrogênio, que ajuda a remover o metal fundido e limita a oxidação. Eles variaram sistematicamente quatro parâmetros chave: potência do laser, velocidade de corte, pressão do gás e posição focal (a profundidade em que o feixe é focalizado em relação à superfície). Para cada combinação, mediram quatro indicadores de qualidade: rugosidade da superfície (quão lisa é a face do corte), largura do corte (kerf), taper do corte (o quanto o corte afunila de cima para baixo) e a zona afetada pelo calor, ou HAZ (a região fina onde a microestrutura do metal é alterada pelo calor). Microscópios, medidores de superfície e software de análise de imagem foram usados para quantificar esses efeitos com alta precisão.
O que controla a qualidade do corte
Aplicando análise estatística, a equipe identificou quais parâmetros eram mais relevantes. Potência do laser e velocidade de corte mostraram-se as alavancas dominantes. Maior potência do laser aumenta a quantidade de calor entregue ao material, o que tende a ampliar a zona afetada pelo calor e deixar a superfície um pouco mais áspera, apesar de garantir o corte completo. A velocidade de corte influenciou fortemente a largura do corte: deslocamentos mais rápidos do feixe reduzem a energia entregue por unidade de comprimento, levando a kerfs mais estreitos e menos dano térmico. Pressão do gás e posição focal tiveram papéis mais sutis, mas ainda importantes, afetando como o metal fundido é soprado para fora do sulco e quão concentrado o feixe fica dentro da peça. Em conjunto, esses fatores determinam se as arestas do corte ficam nítidas e paralelas ou irregulares e superaquecidas.
Deixando algoritmos buscar o ponto ótimo
Como os melhores parâmetros para uma característica (por exemplo, um corte muito estreito) podem prejudicar outra (como dano térmico), os autores usaram um método de tomada de decisão chamado TOPSIS para combinar as quatro medidas de qualidade em um único escore. Esse escore reflete quão próximo um determinado ajuste está de um corte “ideal” — liso, estreito, reto e minimamente aquecido. Em seguida, alimentaram esse escore em uma rotina de busca bioinspirada modelada no comportamento de enxame de gafanhotos. Esse algoritmo percorre sistematicamente combinações possíveis de potência, velocidade, pressão do gás e foco, dirigindo-se para aquelas que elevam a pontuação de qualidade geral enquanto evita regiões pobres do espaço de parâmetros.

A melhor receita para cortar esta superliga
A abordagem híbrida TOPSIS–grasshopper identificou um ajuste com potência de laser relativamente baixa, velocidade de corte baixa, pressão de gás moderada e uma profundidade focal específica como o compromisso ótimo. Quando a equipe realizou experimentos de confirmação nessa combinação, a métrica de qualidade geral melhorou em cerca de 5% em comparação com o uso apenas do TOPSIS, com reduções notáveis na largura do corte, na rugosidade da superfície e na zona afetada pelo calor. Para indústrias que dependem do Nimonic C263, o estudo oferece mais do que um conjunto de números: demonstra uma forma estruturada de ajustar o corte a laser para que peças possam ser produzidas com superfícies melhores, dimensões mais apertadas e menos dano térmico oculto — melhorando, em última análise, o desempenho e a confiabilidade em ambientes exigentes.
Citação: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Palavras-chave: corte a laser, superliga de níquel, qualidade de fabricação, zona afetada pelo calor, otimização multiobjetivo