Clear Sky Science · fr
Intégrité de surface et amélioration de la qualité de la gorge dans l’usinage au faisceau laser du Nimonic C-263 par une approche hybride d’optimisation TOPSIS–grasshopper
Couper des métaux durs pour des machines extrêmes
Le Nimonic C263 est un élément central discret présent dans les turboréacteurs, les turbines à gaz et même certaines installations nucléaires. Il conserve sa résistance à des températures très élevées, mais cette même ténacité le rend difficile à découper et à façonner. Cette étude explore comment utiliser la découpe laser de manière plus intelligente afin que les fabricants puissent façonner cet alliage exigeant avec des arêtes nettes, des découpes étroites et des dommages thermiques minimaux — des aspects cruciaux pour la sécurité et l’efficacité des machines haute performance.
Pourquoi cet alliage est important
Le Nimonic C263 est un superalliage à base de nickel conçu pour résister à des températures, des pressions et des gaz corrosifs intenses. Il est employé dans les sections d’échappement et les carters d’équipements aérospatiaux et de production d’énergie, où toute fissure ou défaut peut avoir des conséquences graves. Les outils de coupe traditionnels peinent sur cet alliage : ils s’usent rapidement, produisent des surfaces de mauvaise qualité et déforment parfois la pièce. L’usinage au faisceau laser représente une alternative intéressante, car un faisceau lumineux focalisé peut fondre et vaporiser le métal sans contact, permettant des découpes très précises. Le problème est que, si les paramètres du laser ne sont pas correctement réglés, la coupe peut rester rugueuse, large ou entourée d’une large zone thermiquement endommagée.
Comment les expériences laser ont été réalisées
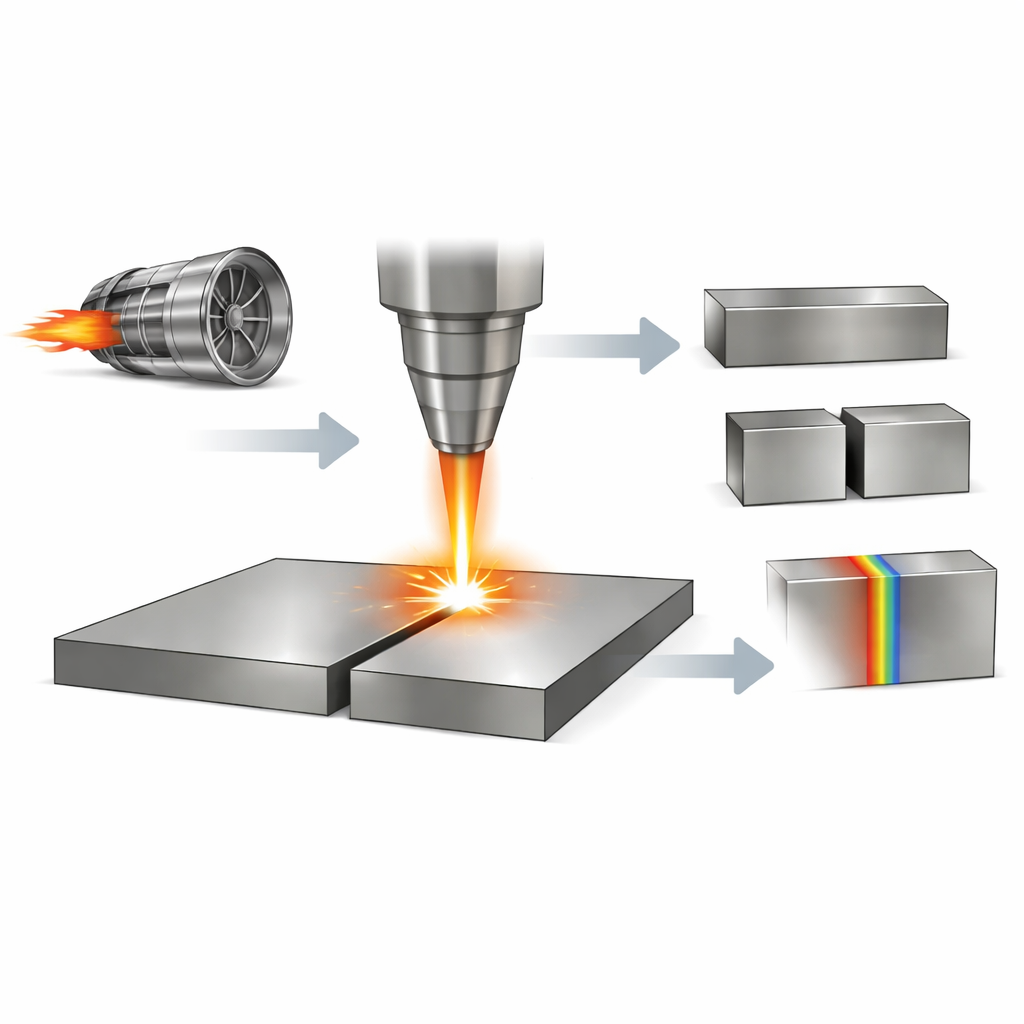
Les chercheurs ont travaillé sur des feuilles plates de Nimonic C263 et les ont découpées à l’aide d’un système laser industriel à gaz assisté par azote, qui aide à évacuer le métal fondu et limite l’oxydation. Ils ont varié systématiquement quatre réglages clés : la puissance du laser, la vitesse de coupe, la pression du gaz et la position de focale (la profondeur à laquelle le faisceau est focalisé par rapport à la surface). Pour chaque combinaison, ils ont mesuré quatre indicateurs de qualité : la rugosité de surface (la douceur de la face découpée), la largeur de la gorge (kerf), le conicité de la gorge (l’éventuelle réduction de largeur du haut vers le bas) et la zone affectée par la chaleur, ou ZAH (la mince région où la microstructure du métal est modifiée par la chaleur). Des microscopes, des instruments de mesure de surface et des logiciels d’analyse d’images ont été utilisés pour quantifier ces effets avec une grande précision.
Ce qui contrôle la qualité de coupe
Grâce à l’analyse statistique, l’équipe a déterminé quels réglages étaient les plus influents. La puissance du laser et la vitesse de coupe se sont révélées être les leviers dominants. Une puissance laser plus élevée augmente la quantité de chaleur injectée dans le matériau, ce qui tend à élargir la zone affectée par la chaleur et à rendre la surface légèrement plus rugueuse, même si cela assure une coupe complète. La vitesse de coupe influence fortement la largeur de la gorge : un déplacement plus rapide du faisceau réduit l’énergie délivrée par unité de longueur, conduisant à des gorges plus étroites et à moins de dommages thermiques. La pression du gaz et la position de la focale jouent des rôles plus subtils mais importants, affectant la façon dont le métal fondu est expulsé du sillon et la concentration du faisceau à l’intérieur de la plaque. Ensemble, ces facteurs déterminent si les arêtes de coupe sont nettes et parallèles ou irrégulières et surchauffées.
Laisser les algorithmes chercher le compromis optimal
Parce que les meilleurs réglages pour une caractéristique (par exemple une gorge très étroite) peuvent compromettre une autre (comme les dommages thermiques), les auteurs ont utilisé une méthode d’aide à la décision appelée TOPSIS pour fusionner les quatre mesures de qualité en un score unique. Ce score reflète la proximité d’un réglage donné par rapport à une coupe « idéale » qui serait lisse, étroite, droite et peu chauffée. Ils ont ensuite alimenté ce score dans une routine de recherche bio‑inspirée modélisée sur le comportement de nuées des sauterelles. Cet algorithme explore systématiquement les combinaisons possibles de puissance, vitesse, pression de gaz et focus, en se dirigeant vers celles qui améliorent le score global de qualité tout en évitant les régions médiocres de l’espace des paramètres.

La meilleure recette pour découper ce superalliage
L’approche hybride TOPSIS–grasshopper a identifié un réglage combinant une puissance laser relativement basse, une faible vitesse de coupe, une pression de gaz modérée et une profondeur de focalisation spécifique comme compromis optimal. Lorsque l’équipe a réalisé des expériences de confirmation avec cette combinaison, la métrique globale de qualité s’est améliorée d’environ 5 % par rapport à l’utilisation de TOPSIS seul, avec des réductions notables de la largeur de coupe, de la rugosité de surface et de la zone affectée par la chaleur. Pour les industries qui dépendent du Nimonic C263, l’étude offre plus qu’un simple ensemble de valeurs : elle démontre une méthode structurée pour régler la découpe laser afin de produire des pièces avec de meilleures surfaces, des dimensions plus précises et moins de dommages thermiques cachés — améliorant en fin de compte les performances et la fiabilité dans des environnements exigeants.
Citation: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Mots-clés: découpe laser, superalliage de nickel, qualité de fabrication, zone affectée par la chaleur, optimisation multi‑objectif