Clear Sky Science · sv
Förbättring av ytintegritet och snittkvalitet vid laserstrålebearbetning av Nimonic C-263 genom en hybrid TOPSIS–grasshopper optimeringsmetod
Skära tuffa metaller för extrema maskiner
Nimonic C263 är en metallarbetshäst gömd inne i jetmotorer, gasturbiner och till och med kärnsystem. Den behåller sin styrka vid frätande höga temperaturer, men samma seghet gör den mycket svår att skära och forma. Denna studie undersöker hur laserskärning kan användas mer intelligent så att tillverkare kan forma denna krävande legering med släta kanter, smala snitt och minimala värmeskador—avgörande för säkerhet och effektivitet i högpresterande maskiner.
Varför denna legering spelar roll
Nimonic C263 är en nickelbaserad superlegering framtagen för att klara intensiv värme, tryck och frätande gaser. Den används i avgasdelar och kåpor i flyg- och kraftproducerande utrustning, där sprickor eller defekter kan få allvarliga konsekvenser. Traditionella skärverktyg har svårt med denna legering: de slits snabbt, ger dålig ytkvalitet och kan ibland deformera detaljen. Laserstrålebearbetning erbjuder ett attraktivt alternativ, eftersom en fokuserad ljusstråle kan smälta och förångas metallen utan fysisk kontakt, vilket möjliggör mycket precisa snitt. Problemet är att om lasersinställningarna inte är rätt inställda kan snittet fortfarande bli grovt, brett eller omgärdat av ett stort värmeskadat skikt.
Hur laserexperimenten genomfördes
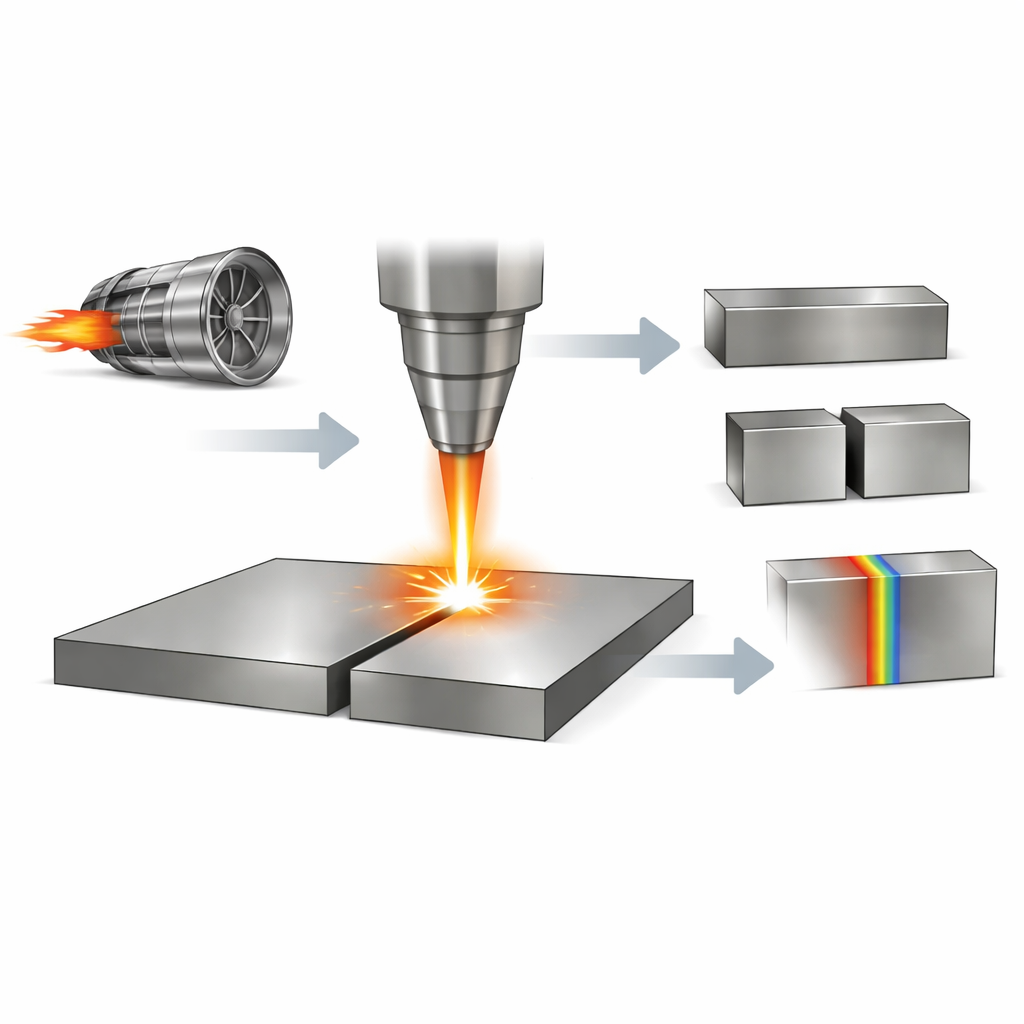
Forskarna arbetade med plana plåtar av Nimonic C263 och skar dem med ett industriellt gaslasersystem assisterat av kväve, vilket hjälper till att rensa bort smält metall och begränsa oxidation. De varierade systematiskt fyra nyckelparametrar: lasereffekt, skärhastighet, gastryck och fokusposition (hur djupt strålen är fokuserad i förhållande till ytan). För varje kombination mätte de fyra kvalitetsindikatorer: ytråhet (hur slät snittytan är), snittbredd (hur bred klyvningen är), snittkonicitet (hur mycket snittet smalnar från top till botten) och det värmepåverkade området, eller HAZ (det tunna området där metallens mikrostruktur förändrats av värme). Mikroskop, ytmätare och bildanalysprogram användes för att kvantifiera dessa effekter med hög precision.
Vad som styr snittkvaliteten
Genom att använda statistisk analys identifierade teamet vilka inställningar som var viktigast. Lasereffekt och skärhastighet visade sig vara de dominerande spakarna. Högre lasereffekt ökade mängden värme som tillfördes materialet, vilket tenderade att förstora det värmepåverkade området och göra ytan något grövre, även om det säkerställde full genomskärning. Skärhastigheten påverkade i hög grad snittets bredd: högre hastighet minskade energin som levererades per längdenhet, vilket ledde till smalare snitt och mindre termisk påverkan. Gastryck och fokusposition hade mer subtila men fortfarande viktiga roller, genom att påverka hur smält metall blåses ut ur spåret och hur koncentrerad strålen är inne i plåten. Tillsammans bestämmer dessa faktorer om snittkanterna blir skarpa och parallella eller ojämna och överhettade.
Låta algoritmer söka efter den optimala punkten
Eftersom de bästa inställningarna för en egenskap (till exempel mycket smalt snitt) kan förvärra en annan (såsom värmeskada), använde författarna en beslutsmetod kallad TOPSIS för att blanda ihop alla fyra kvalitetsmått till ett enda poängtal. Detta poängtal speglar hur nära en given inställning ligger ett ”idealt” snitt som är slätt, smalt, rakt och minimalt uppvärmt. De matade sedan detta poängtal till en bioinspirerad sökrutin modellerad på gräshoppssvärmningens beteende. Denna algoritm genomsöker systematiskt möjliga kombinationer av effekt, hastighet, gastryck och fokus och styrs mot dem som höjer den samlade kvalitetspoängen samtidigt som den undviker dåliga regioner i parameterrummet.

Det bästa receptet för att skära denna superlegering
Den hybridiserade TOPSIS–grasshopper-metoden pekade ut en inställning med relativt låg lasereffekt, låg skärhastighet, måttligt gastryck och en specifik fokusdjup som optimal kompromiss. När teamet körde bekräftande experiment med denna kombination förbättrades det övergripande kvalitetsmåttet med ungefär 5 % jämfört med att använda TOPSIS ensam, med märkbara minskningar i snittbredd, ytråhet och det värmepåverkade området. För industrier som är beroende av Nimonic C263 erbjuder studien mer än bara ett set siffror: den visar ett strukturerat sätt att ställa in laserskärning så att detaljer kan produceras med bättre ytor, tajtare dimensioner och mindre dold termisk skada—som i slutändan förbättrar prestanda och tillförlitlighet i krävande miljöer.
Citering: Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Nyckelord: laserskärning, nickelbaserat superlegering, tillverkningskvalitet, värmepåverkat område, multiobjektiv optimering