Clear Sky Science · zh
基于灵敏度的同步凸轮连杆机构误差传递建模:一种双测量点方法
为什么凸轮时序在工厂车间至关重要
许多日常包装产品的背后,是一系列必须近乎完美同步运行的金属部件。在包装机中,凸轮与连杆成千上万次地抬升、夹持和传递物品。随着这些部件的磨损并且原始设计图纸丢失,保持动作同步变得困难,容易导致卡机、产品损坏和高昂的停机成本。本研究提出了一个看似简单的问题:如果工程师要重建磨损的凸轮以让机器恢复平稳运行,应在哪里测量?
这些隐藏部件如何完成它们的工作
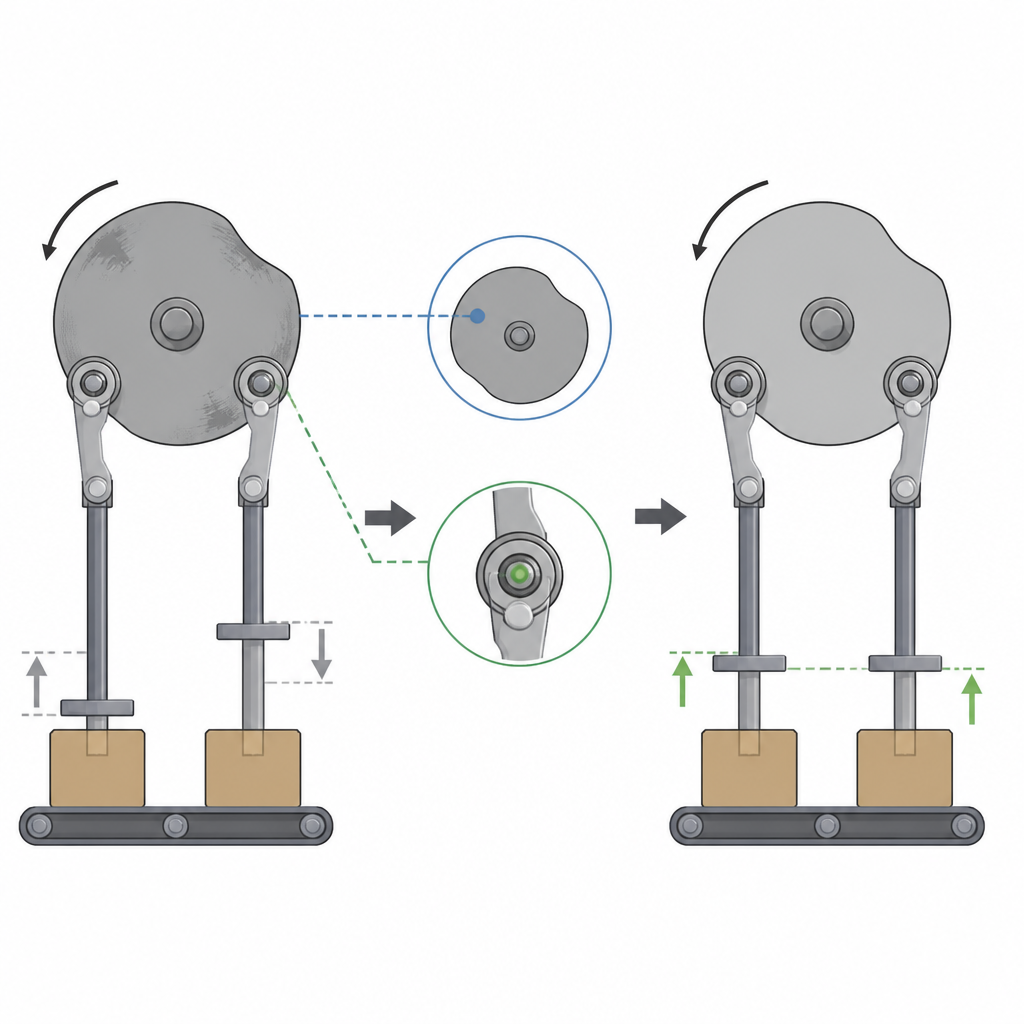
在所研究的系统中,两个盘形凸轮驱动一组臂和夹具,从一个工位拾取产品并放置到下一个工位。随着凸轴旋转,小滚子在凸轮表面上滚动,促使臂摆动并使夹具沿直线抬升。为实现可靠的传递,上下夹具必须在严格公差内同时抬升。多年运行后,凸轮表面磨损,形状变得不规则,原本平顺的抬升运动变得颠簸。当原始蓝图不可得时,技术人员通常扫描磨损的凸轮,对其内缘拟合光滑曲线并加工替换件。然而,即便轮廓看起来整洁,两侧夹具仍可能不同步。
测量同一运动的两种方式
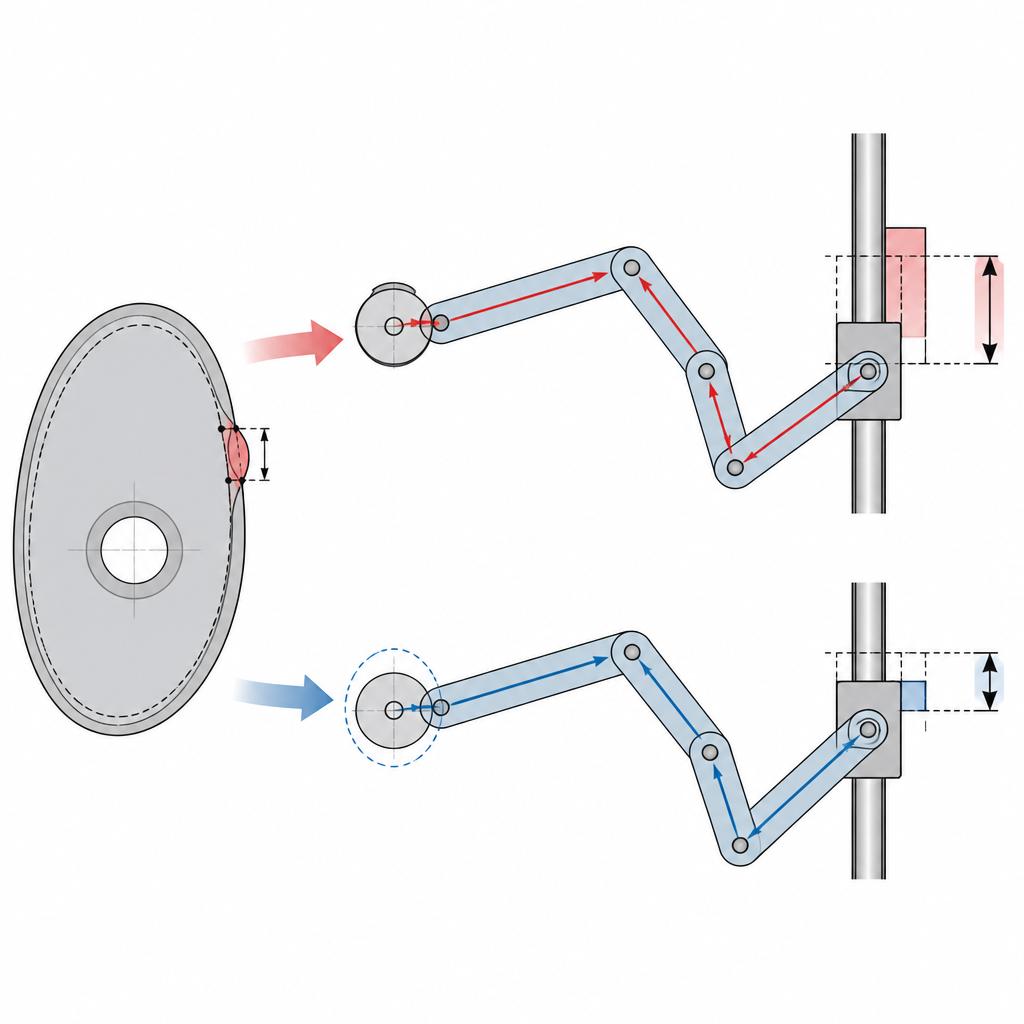
作者考察了两种不同的磨损凸轮重建测量策略。传统方法记录凸轮本体的内轮廓并通过这些点构建数学曲线。本研究提出的替代方法则测量滚子中心在凸轮上滚动时的运动路径。这两组数据都可用于重建工作凸轮,但它们以不同方式将误差引入机构。团队为完整的凸轮连杆系统构建了详尽的运动模型,追踪微小几何偏差在从凸轮表面或滚子中心出发,经连杆链传递到最终夹具位移时如何放大或缩小。
追踪误差在机构中的扩散
为了理解系统在凸轮不同旋转角度处的敏感性,研究定义了一个灵敏度指标:当凸轮或滚子存在微小径向误差时,夹具位置变化的量。将误差定义在凸轮内轮廓上时,必须先经由凸轮与滚子之间复杂的接触几何映射,随后才到达连杆。由于同步段上的曲率变化显著,这一映射极为不均匀。计算得到的灵敏度在该区域内大约有十倍的摆动。相比之下,以滚子中心作为参考时,误差被直接作为简单的径向偏移施加,然后传入连杆模型,所得灵敏度几乎保持平稳,典型值约为2.17,意味着没有大的局部放大。随后,团队使用带正交多项式的约束最小二乘方法拟合新的凸轮曲线,确保位移、速度和加速度在各段之间保持连续和平滑。
从虚拟模型到真实机器测试
研究者通过仿真与实验对比了两种策略。当仅比较曲线与原始测量点的拟合优度时,内轮廓拟合略显更好,最大偏差约为0.06毫米,而滚子路径为约0.09毫米。但真正重要的是这些差异在夹具处的表现。运动模型预测,基于内轮廓的凸轮可在从动件处产生高达0.39毫米的位置误差,而基于滚子的凸轮将此限制在约0.15毫米。对实际包装机的测试验证了这些趋势。团队使用高精度激光传感器在不同电机转速下记录夹具运动。在6转/分钟的中等速度下,从滚子数据重建的凸轮显示出明显更窄的误差带。随着速度提高到36转/分钟,误差在两种版本上均增大,但滚子基准的凸轮误差仍小得多,其最大同步误差降至基于轮廓凸轮的约57.2%。
这对保持机器同步意味着什么
对于负责维护老旧凸轮驱动设备的工程师而言,结论很明确。当原始图纸丢失且必须对磨损凸轮进行逆向工程时,测量并拟合滚子中心轨迹比仅依赖内轮廓测量能得到更稳定、更耐受的设计。即使对原始数据的数值拟合略差,下游的夹具运动更为准确,因为关键的灵敏度分布更平滑,避免了强烈的误差放大。结合尊重运动连续性的光滑曲线重构,这种基于滚子的测量方法为修复和再制造工业凸轮提供了实用方案,从而使同步动作保持紧密,产品稳固,生产线继续运转。
引用: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
关键词: 凸轮连杆, 机器磨损, 误差传播, 逆向工程, 工业包装