Clear Sky Science · ru
Модель на основе чувствительности для переноса ошибок в синхронных кулачково‑шарнирных механизмах с подходом двойной точки измерения
Почему синхронизация кулачков важна на производстве
За многими повседневными упакованными продуктами стоит хореография металлических деталей, которые должны двигаться практически в идеальной синхронности. В упаковочных машинах кулачки и шарниры поднимают, захватывают и перемещают изделия тысячи раз в день. По мере износа этих деталей и утраты исходной проектной документации поддерживать синхронность движений становится сложнее, что приводит к заеданиям, поврежлению продукции и дорогостоящим простоям. В этом исследовании задается на первый взгляд простой вопрос: где инженерам следует измерять изношенный кулачок, если они хотят восстановить его так, чтобы машина снова работала плавно?
Как эти скрытые части механизма выполняют свою задачу
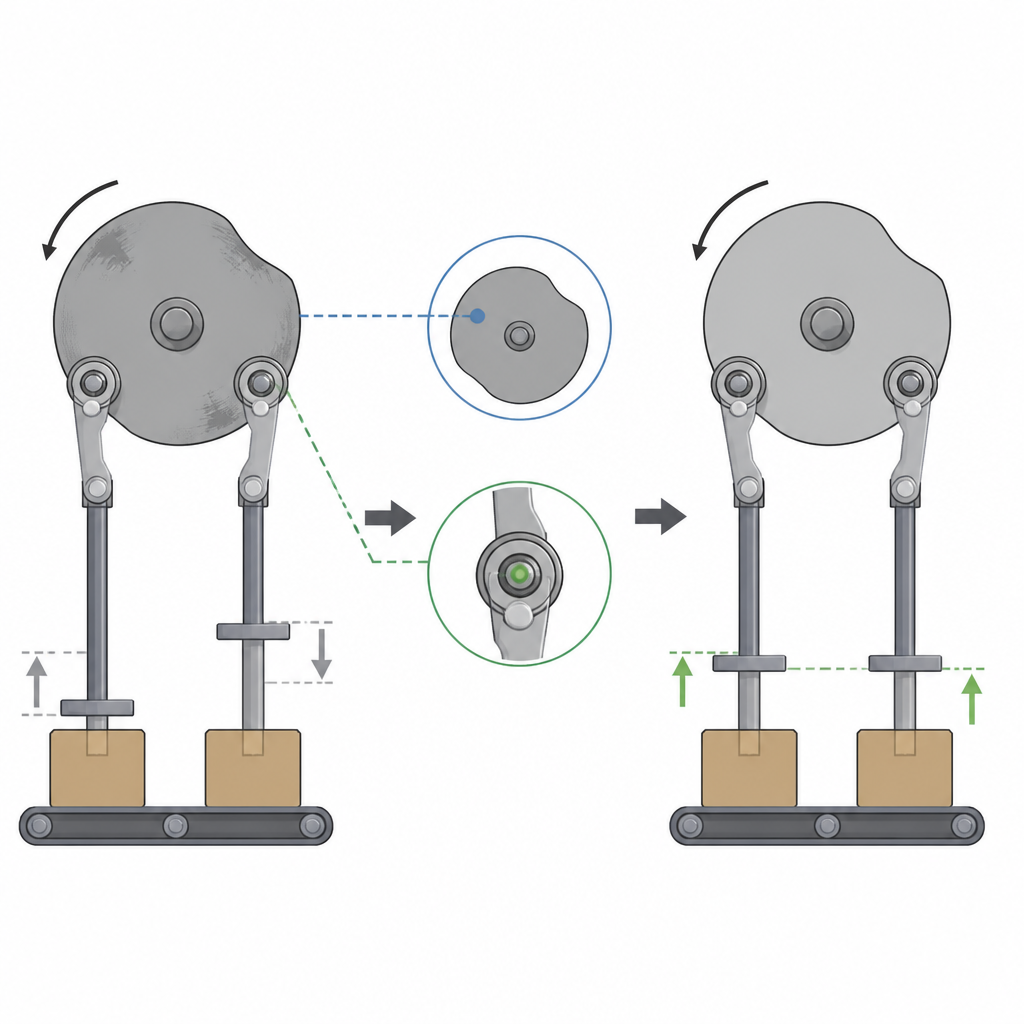
В изученной системе два дискообразных кулачка приводят в движение набор рычагов и захватов, которые подхватывают изделия с одной станции и помещают их на следующую. По мере вращения вала мелкие ролики катятся по поверхностям кулачков, заставляя рычаги качаться, а захваты подниматься по прямому пути. Для надежной передачи верхние и нижние захваты должны подниматься совместно в жестких допусках. После многих лет эксплуатации поверхность кулачка изнашивается, форма становится неровной, и когда‑то плавное подъемное движение превращается в рывки. Когда исходные чертежи недоступны, техники обычно сканируют изношенный кулачок, аппроксимируют гладкую кривую по его внутреннему контуру и изготавливают замену. Тем не менее, даже при аккуратном профиле два захвата могут выйти из синхронизации.
Два способа измерить одно и то же движение
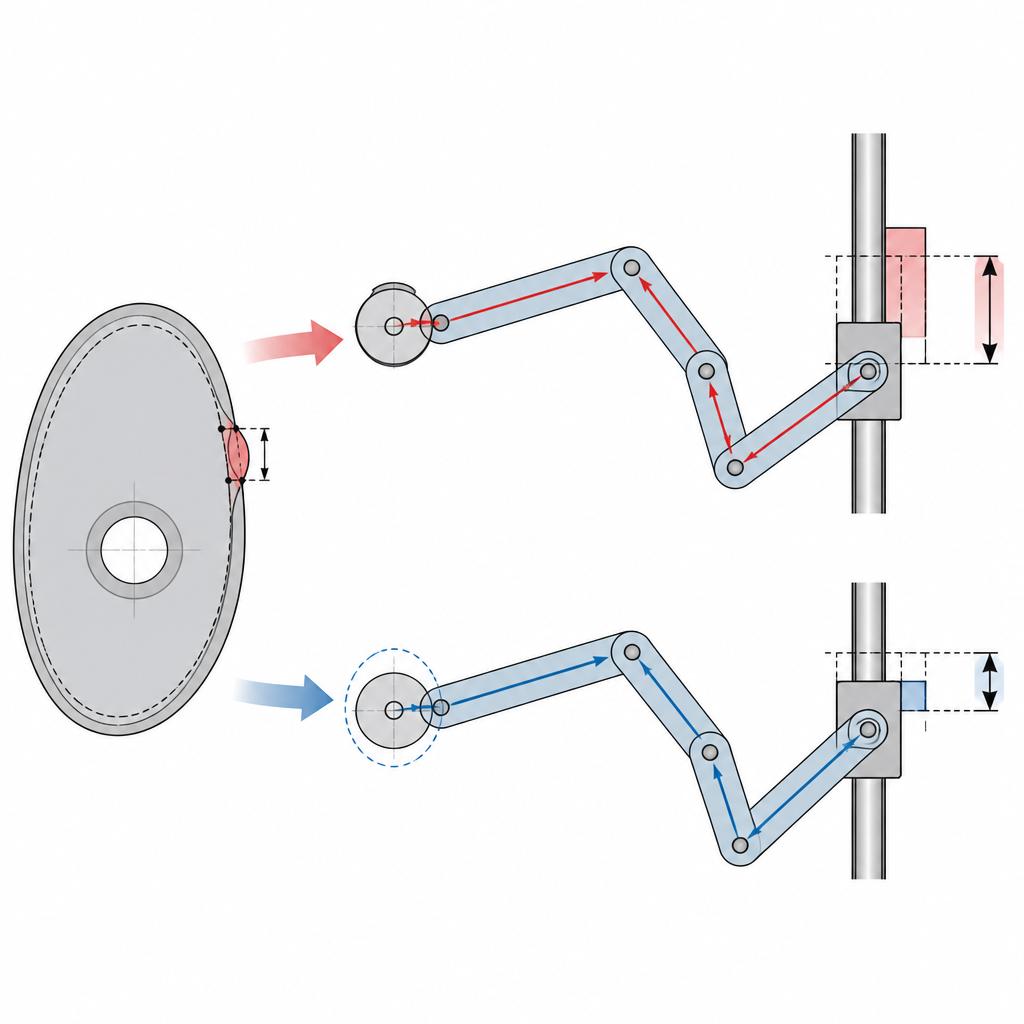
Авторы рассматривают две разные стратегии измерения для восстановления изношенного кулачка. Традиционный метод фиксирует внутренний контур тела кулачка и строит математическую кривую через эти точки. Альтернатива, предложенная в этой работе, измеряет путь движения центра ролика, когда он катится по кулачку. Оба набора данных можно использовать для реконструкции рабочего кулачка, но ошибки вносятся в механизм по-разному. Команда строит детальные модели движения для полной кулачково‑шарнирной системы и отслеживает, как крошечные геометрические отклонения на поверхности кулачка или в центре ролика растут или уменьшаются по мере передачи через цепочку рычагов до итогового смещения захвата.
Прослеживание распространения ошибки через механизм
Чтобы понять чувствительность системы в каждом положении кулачка, в исследовании вводится индекс чувствительности: насколько меняется положение захвата при малой радиальной ошибке на кулачке или ролике. Когда ошибки заданы по внутреннему контуру кулачка, их сначала приходится переводить через сложную контактную геометрию между кулачком и роликом, прежде чем они попадут в шарнирную систему. Поскольку кривизна сильно меняется вдоль синхронизируемого участка, это отображение оказывается крайне неравномерным. Рассчитанная чувствительность колеблется примерно в десять раз по этой области. В отличие от этого, при использовании центра ролика как эталона ошибка применяется прямо в виде простого радиального смещения и затем передается в модель звеньев. Полученная чувствительность остается почти плоской, со типичным значением около 2.17, что означает отсутствие сильного локального усиления. Команда затем подгоняет новые кривые кулачка методом наименьших квадратов с ограничениями, используя ортогональные многочлены, обеспечивая непрерывность и плавность перемещений, скоростей и ускорений на всех участках.
От виртуальных моделей к реальным испытаниям на станке
Исследователи сравнивают две стратегии с помощью моделирования и эксперимента. При простом сравнении того, насколько кривые совпадают с сырыми измерительными точками, аппроксимация внутреннего контура выглядит чуть лучше — с максимальным отклонением около 0.06 мм по сравнению с 0.09 мм для пути центра ролика. Однако действительно важен эффект этих различий на захватах. Модель движения предсказывает, что кулачок, восстановленный по контуру, может создавать ошибки положения последователя до 0.39 мм, тогда как кулачок по данным ролика ограничивает это примерно 0.15 мм. Испытания на реальной упаковочной машине подтверждают эти тенденции. Используя высокоточные лазерные датчики, команда записывает движение захватов при разных скоростях мотора. При умеренной скорости 6 оборотов в минуту кулачок, восстановленный по данным ролика, демонстрирует явно более узкую зону ошибок, чем восстановленный по контуру. По мере увеличения скорости до 36 об/мин ошибки растут для обеих версий, но остаются существенно меньше для кулачка по данным ролика: максимальная ошибка синхронизации сокращается до 57.2 процента от той, что наблюдалась для кулачка по контуру.
Что это значит для поддержания синхронности машин
Для инженеров, отвечающих за эксплуатацию стареющего кулачково‑приводного оборудования, посыл ясен. Когда исходные чертежи утеряны и изношенный кулачок нужно восстановить обратным проектированием, измерение и аппроксимация пути центра ролика дают более устойчивую и прощающую погрешности конструкцию, чем опора только на измерения внутреннего контура. Даже если числовая подгонка по сырым данным немного хуже, последующее движение захватов оказывается точнее, потому что ключевые шаблоны чувствительности более ровные и избегают сильного усиления ошибок. В сочетании с плавной реконструкцией кривых, учитывающей непрерывность движения, этот метод съемки по роликам дает практический рецепт для ремонта и восстановительного производства промышленных кулачков, чтобы синхронные движения оставались точными, изделия — в безопасности, а линии производства — в работе.
Цитирование: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Ключевые слова: кулачковая шарнирная система, износ машин, распространение ошибок, обратное проектирование, промышленная упаковка