Clear Sky Science · pl
Modelowanie przenoszenia błędów w zsynchronizowanych mechanizmach krzywkowo‑dźwigniowych oparte na czułości przy użyciu podejścia z dwoma punktami pomiarowymi
Dlaczego synchronizacja krzywek ma znaczenie na hali produkcyjnej
Za wieloma produktami w opakowaniach codziennego użytku stoi taniec metalowych elementów, które muszą poruszać się niemal idealnie synchronicznie. W maszynach pakujących krzywki i dźwignie podnoszą, chwytają i przekazują przedmioty tysiące razy dziennie. W miarę zużywania się tych części i zagubienia oryginalnych rysunków technicznych utrzymanie synchronizacji ruchów staje się trudne, co prowadzi do zacięć, uszkodzeń produktów i kosztownych przestojów. W tym badaniu postawiono pozornie proste pytanie: gdzie inżynierowie powinni mierzyć zużytą krzywkę, jeśli chcą ją odbudować tak, aby maszyna znów pracowała płynnie?
Jak te ukryte elementy maszyny wykonują swoją pracę
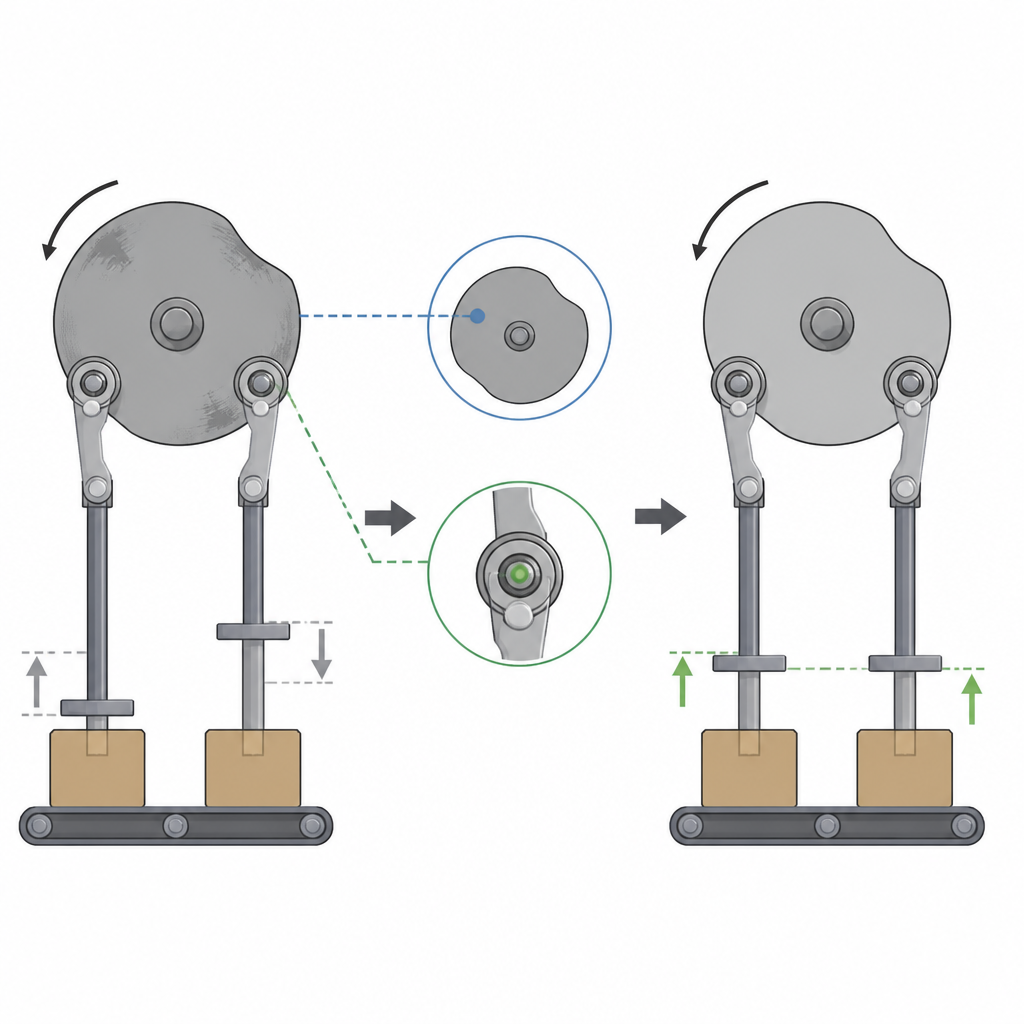
W badanym układzie dwie tarczowe krzywki napędzają zestaw ramion i chwytaków, które podnoszą produkty ze stacji i przenoszą je na następną. W miarę obrotu wału krzywkowego małe rolki toczą się po powierzchniach krzywek, powodując wahadłowy ruch ramion i prostoliniowe podnoszenie chwytaków. Aby transfer był niezawodny, górne i dolne chwytaki muszą podnosić się jednocześnie z wąskim dopuszczalnym odchyleniem. Po latach pracy powierzchnia krzywki ulega zużyciu, jej kształt staje się nieregularny, a niegdyś płynne podnoszenie zaczyna być szarpane. Gdy oryginalne rysunki są niedostępne, technicy zwykle skanują zużytą krzywkę, dopasowują gładką krzywą do jej wewnętrznego obrzeża i obrabiają nowy element. Mimo schludnego profilu oba chwytaki wciąż jednak mogą stracić synchronizację.
Dwa sposoby pomiaru tego samego ruchu
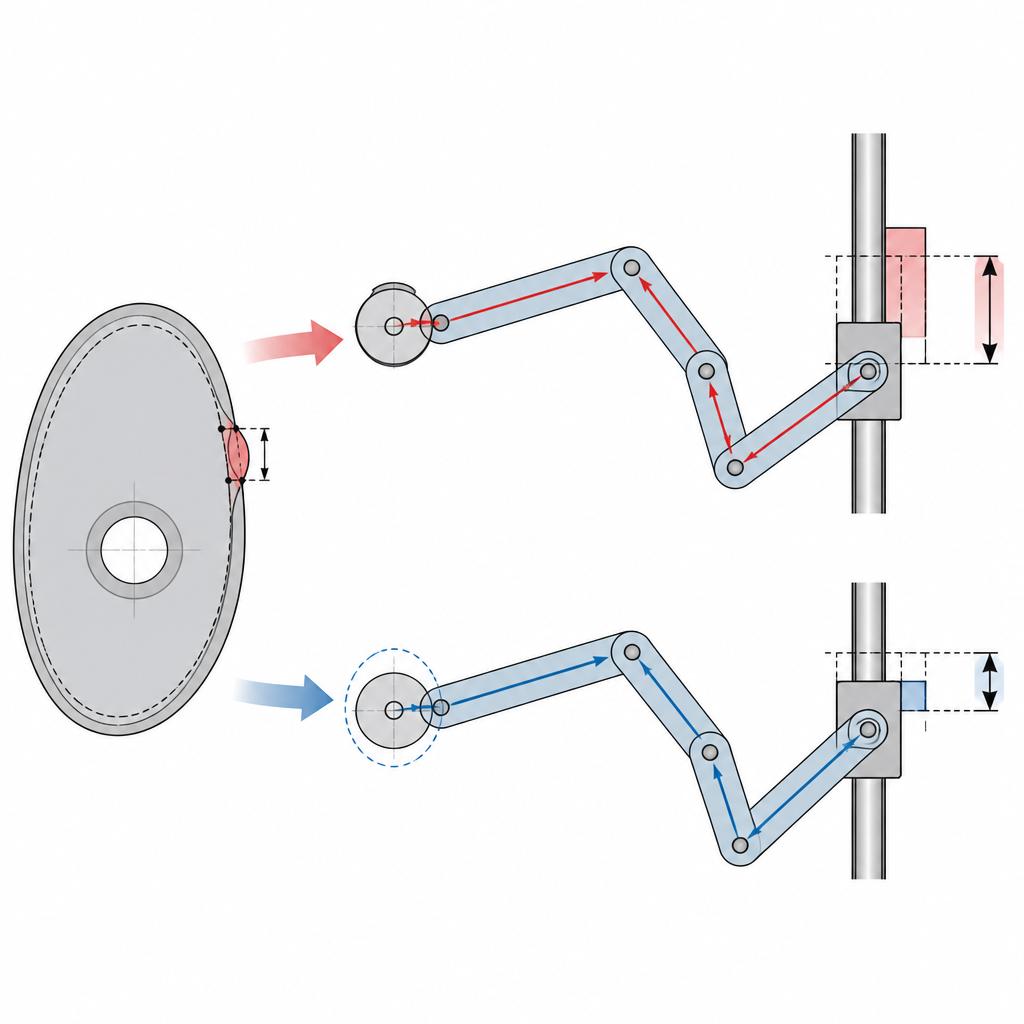
Autorzy analizują dwie strategie pomiarowe stosowane przy odbudowie zużytej krzywki. Metoda tradycyjna rejestruje wewnętrzny kontur korpusu krzywki i dopasowuje do tych punktów funkcję matematyczną. Alternatywa proponowana w tej pracy mierzy tor ruchu środka rolki, gdy ta porusza się po krzywce. Oba zbiory danych można wykorzystać do rekonstrukcji działającej krzywki, lecz wprowadzają błędy do mechanizmu w różny sposób. Zespół buduje szczegółowe modele ruchu pełnego układu krzywka–dźwignia i śledzi, jak drobne odchylenia geometryczne na powierzchni krzywki lub w środku rolki rosną lub maleją w miarę przechodzenia przez łańcuch ramion aż do końcowego wychylenia chwytaka.
Śledzenie błędu w miarę rozprzestrzeniania się po mechanizmie
Aby zrozumieć, jak czuły jest układ dla każdego kąta obrotu krzywki, badanie definiuje wskaźnik czułości: o ile zmienia się pozycja chwytaka przy małym błędzie radialnym na krzywce lub rolce. Gdy błędy są zdefiniowane na wewnętrznym konturze krzywki, muszą najpierw przejść przez złożoną geometrię styku między krzywką a rolką, zanim dotrą do zespołu dźwigni. Ponieważ krzywizna zmienia się gwałtownie wzdłuż odcinka synchronizacji, to odwzorowanie jest wysoce niejednolite. Obliczona czułość waha się w przybliżeniu w skali około dziesięciokrotności w tym regionie. Dla porównania, przy odniesieniu do środka rolki błąd stosowany jest bezpośrednio jako prosty offset radialny, a następnie przekazywany do modelu dźwigni. Wynikowa czułość pozostaje niemal płaska, z typową wartością około 2,17, co oznacza brak silnej lokalnej amplifikacji. Zespół następnie dopasowuje nowe krzywe krzywki, stosując ograniczoną metodę najmniejszych kwadratów z ortogonalnymi wielomianami, zapewniając ciągłość i gładkość przemieszczenia, prędkości i przyspieszenia we wszystkich segmentach.
Od modeli wirtualnych do testów na rzeczywistej maszynie
Badacze porównują obie strategie zarówno w symulacji, jak i eksperymencie. Jeśli brać pod uwagę tylko dopasowanie krzywych do surowych punktów pomiarowych, dopasowanie konturu wewnętrznego wydaje się nieco lepsze, z maksymalnym odchyleniem około 0,06 milimetra w porównaniu z 0,09 milimetra dla toru rolki. Jednak to, co naprawdę ma znaczenie, to sposób, w jaki różnice te manifestują się w ruchu chwytaka. Model ruchu przewiduje, że krzywka oparta na konturze wewnętrznym może generować błędy pozycji podążającego do 0,39 milimetra, podczas gdy krzywka oparta na torze rolki ogranicza to do około 0,15 milimetra. Testy na rzeczywistej maszynie pakującej potwierdzają te tendencje. Przy użyciu wysoko precyzyjnych czujników laserowych zespół rejestruje ruch chwytaków przy różnych prędkościach silnika. Przy umiarkowanej prędkości 6 obrotów na minutę krzywka odbudowana na podstawie danych z rolki pokazuje wyraźnie węższy pas błędu niż ta odbudowana z danych konturowych. Wraz ze wzrostem prędkości do 36 obrotów na minutę błędy rosną dla obu wersji, ale pozostają znacznie mniejsze dla krzywki z toru rolki, przy czym maksymalny błąd synchronizacji zostaje zredukowany do 57,2 procent tego obserwowanego dla krzywki opartej na konturze.
Co to oznacza dla utrzymania synchronizacji maszyn
Dla inżynierów odpowiedzialnych za utrzymanie pracy starzejącego się sprzętu napędzanego krzywkami przesłanie jest jasne. Gdy oryginalne rysunki zaginęły i zużyta krzywka musi zostać odwzorowana, pomiar i dopasowanie toru środka rolki prowadzi do bardziej stabilnego i wybaczającego rozwiązania niż poleganie wyłącznie na pomiarach wewnętrznego konturu. Nawet jeśli numeryczne dopasowanie do surowych danych jest nieco gorsze, ruchy końcowe chwytaków są dokładniejsze, ponieważ kluczowe wzorce czułości są gładsze i unikają silnej amplifikacji błędów. W połączeniu z gładką rekonstrukcją krzywych, respektującą ciągłość ruchu, metoda pomiaru oparta na rolce oferuje praktyczny przepis na naprawę i reprodukcję krzywek przemysłowych, tak aby zsynchronizowane ruchy pozostały precyzyjne, produkty bezpieczne, a linie produkcyjne — w ruchu.
Cytowanie: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Słowa kluczowe: połączenie krzywkowe, zużycie maszyn, propagacja błędów, inżynieria odwrotna, pakowanie przemysłowe