Clear Sky Science · fr
Modélisation basée sur la sensibilité du transfert d'erreur dans des mécanismes à cames synchrones à l'aide d'une approche à double point de mesure
Pourquoi le calage des cames compte sur le plancher de l'usine
Derrière de nombreux produits emballés courants se cache une chorégraphie de pièces métalliques qui doivent bouger en quasi-parfaite synchronie. Dans les machines d'emballage, des cames et des liaisons soulèvent, saisissent et transfèrent des articles des milliers de fois par jour. À mesure que ces pièces s'usent et que les plans d'origine disparaissent, maintenir la synchronisation devient difficile, entraînant des bouchons, des dommages produit et des arrêts coûteux. Cette étude pose une question apparemment simple : où les ingénieurs devraient-ils mesurer une came usée s'ils veulent la reconstruire pour que la machine fonctionne de nouveau correctement ?
Comment ces pièces cachées font leur travail
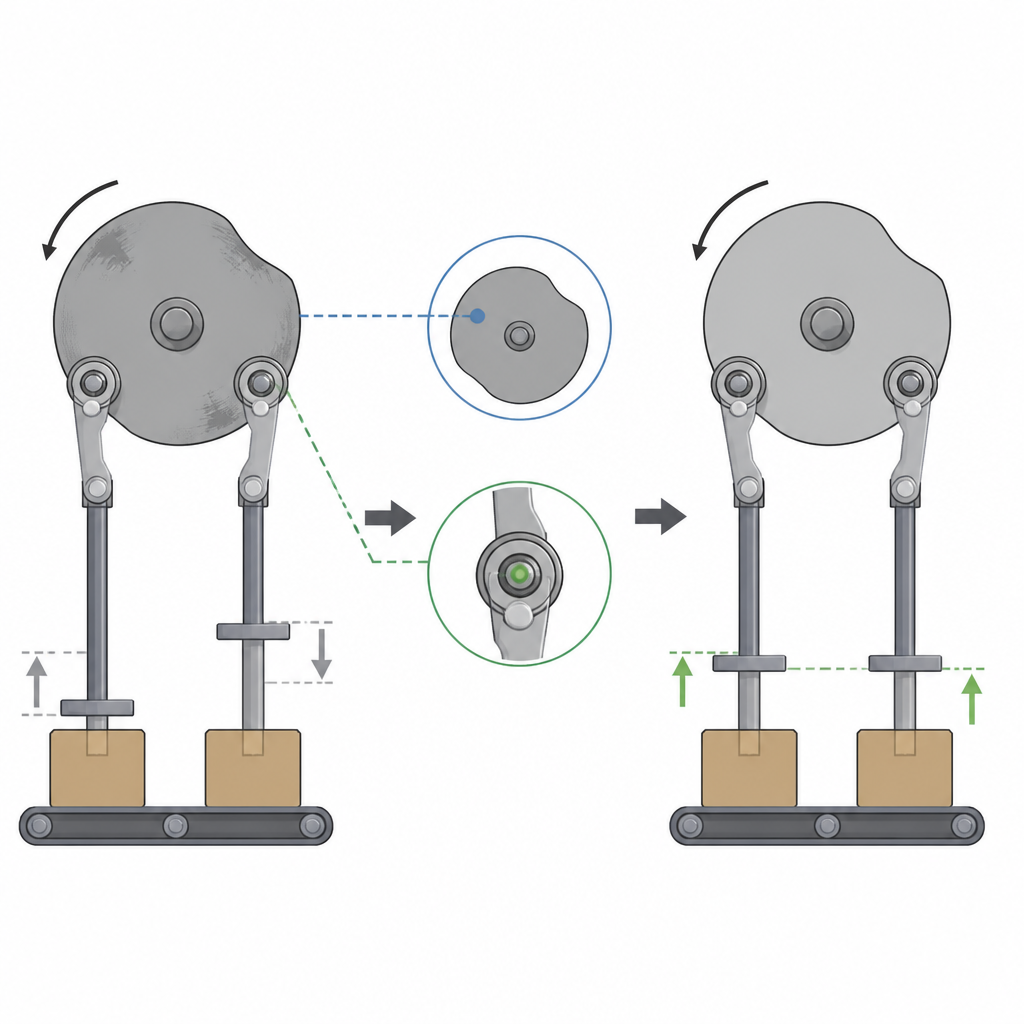
Dans le système étudié, deux cames en disque entraînent un ensemble de bras et de pinces qui prélèvent des produits à une station pour les déposer à la suivante. Quand l'arbre à cames tourne, de petits galets roulent sur les surfaces de came, provoquant la rotation des bras et la montée des pinces selon une trajectoire quasi-rectiligne. Pour un transfert fiable, les pinces supérieure et inférieure doivent s'élever ensemble dans une tolérance étroite. Après des années de service, la surface de la came s'use, sa forme devient irrégulière et le mouvement d'élévation, autrefois fluide, devient saccadé. Lorsque les plans d'origine sont indisponibles, les techniciens scannent généralement la came usée, ajustent une courbe lisse sur son contour intérieur et usinent une pièce de remplacement. Pourtant, même avec un profil bien tracé, les deux pinces peuvent rester désynchronisées.
Deux façons de mesurer le même mouvement
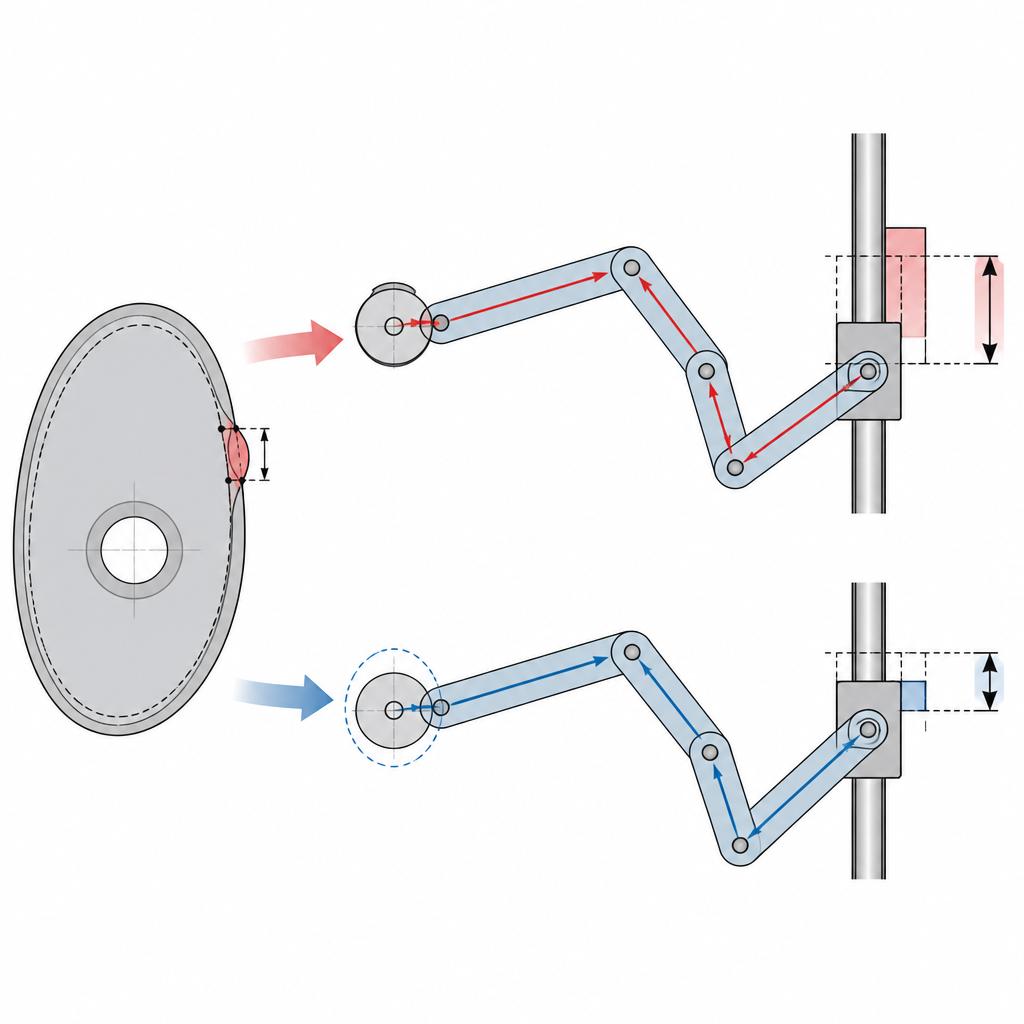
Les auteurs examinent deux stratégies de mesure différentes pour reconstruire une came usée. La méthode traditionnelle enregistre le contour intérieur du corps de la came et construit une courbe mathématique passant par ces points. L'alternative proposée dans ce travail mesure la trajectoire du centre du galet lorsqu'il roule sur la came. Les deux jeux de données peuvent servir à reconstruire une came opérationnelle, mais ils injectent des erreurs dans le mécanisme de manières différentes. L'équipe élabore des modèles de mouvement détaillés pour le système complet came-liaison et suit comment d'infimes déviations géométriques, qu'elles soient à la surface de la came ou au centre du galet, s'amplifient ou s'atténuent en parcourant la chaîne de bras jusqu'au déplacement final de la pince.
Suivre l'erreur à mesure qu'elle se propage dans le mécanisme
Pour comprendre la sensibilité du système à chaque angle de rotation de la came, l'étude définit un indice de sensibilité : combien la position de la pince change lorsqu'il existe une petite erreur radiale sur la came ou le galet. Lorsque les erreurs sont définies sur le contour intérieur de la came, elles doivent d'abord être traduites à travers une géométrie de contact complexe entre came et galet avant d'atteindre la liaison. Parce que la courbure varie fortement le long du segment de synchronisation, ce mappage est très inégal. L'indice de sensibilité calculé fluctue d'environ un facteur dix sur cette région. En revanche, en prenant le centre du galet comme référence, l'erreur s'applique directement sous la forme d'un simple offset radial puis est transmise au modèle de liaison. La sensibilité résultante reste presque plate, avec une valeur typique autour de 2,17, ce qui signifie qu'il n'y a pas de forte amplification locale. L'équipe ajuste ensuite de nouvelles courbes de came en utilisant une méthode de moindres carrés contraints avec des polynômes orthogonaux, garantissant que déplacement, vitesse et accélération restent continus et lisses sur tous les segments.
Des modèles virtuels aux essais sur machine réelle
Les chercheurs comparent les deux stratégies par simulation et par expérimentation. Si l'on ne regarde que la correspondance des courbes avec les points de mesure bruts, l'ajustement du contour intérieur paraît légèrement meilleur, avec une déviation maximale d'environ 0,06 millimètre contre 0,09 millimètre pour la trajectoire du galet. Cependant, ce qui importe vraiment, c'est la façon dont ces différences se traduisent au niveau de la pince. Le modèle de mouvement prédit que la came basée sur le contour intérieur peut engendrer des erreurs de position du suiveur allant jusqu'à 0,39 millimètre, tandis que la came basée sur le galet limite cela à environ 0,15 millimètre. Des essais sur une machine d'emballage réelle confirment ces tendances. À l'aide de capteurs laser de haute précision, l'équipe enregistre le mouvement des pinces à différentes vitesses moteur. À une vitesse modérée de 6 tours par minute, la came reconstruite à partir des données du galet montre une bande d'erreur visiblement plus étroite que celle reconstruite à partir des données de contour. À mesure que la vitesse augmente jusqu'à 36 tours par minute, les erreurs croissent pour les deux versions mais restent bien plus faibles pour la came basée sur le galet, l'erreur maximale de synchronisation étant réduite à 57,2 % de celle observée sur la came basée sur le contour.
Ce que cela signifie pour maintenir la synchronisation des machines
Pour les ingénieurs chargés de maintenir en fonctionnement des équipements vieillissants entraînés par cames, le message est clair. Lorsque les plans d'origine sont perdus et qu'une came usée doit être rétroconçue, mesurer et ajuster la trajectoire du centre du galet conduit à un design plus stable et plus tolérant que de se fier uniquement aux mesures du contour intérieur. Même si l'ajustement numérique des données brutes est légèrement moins bon, le mouvement en aval des pinces est plus précis, parce que les schémas de sensibilité clés sont plus lisses et évitent une forte amplification des erreurs. Associée à une reconstruction de courbe lisse respectant la continuité du mouvement, cette méthode d'arpentage basée sur le galet offre une recette pratique pour réparer et refabriquer des cames industrielles afin que les mouvements synchronisés restent serrés, que les produits restent sécurisés et que les lignes de production continuent de fonctionner.
Citation: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Mots-clés: liaison à came, usure machine, propagation d'erreur, rétroconception, emballage industriel