Clear Sky Science · sv
Följkänslighetsbaserad modellering av felöverföring i synkrona kam-länkage-system med en dubbla mätpunktsmetod
Varför kam-timing spelar roll på fabriken
Bakom många vardagliga förpackade produkter ligger en koreografi av metalldelar som måste röra sig i nästan perfekt synk. I förpackningsmaskiner lyfter, griper och förflyttar kammar och länkage föremål tusentals gånger per dag. När dessa delar slits och originalritningar försvinner blir det svårt att behålla synkroniseringen, vilket leder till stopp, produktskador och kostsamma driftstopp. Denna studie ställer en till synes enkel fråga: var bör ingenjörer mäta en sliten kam om de vill återskapa den så att maskinen åter går smidigt?
Hur dessa dolda maskindelar utför sitt arbete
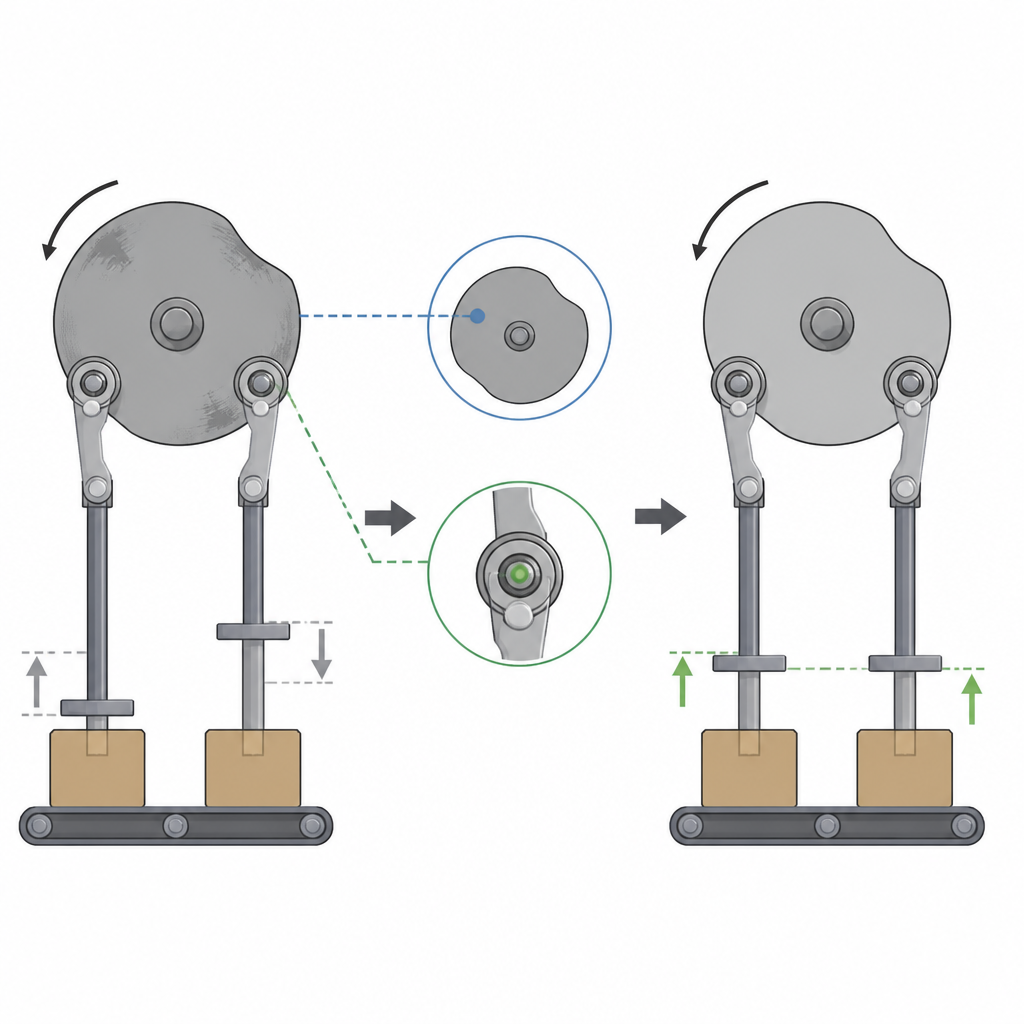
I det studerade systemet driver två skivformade kammar ett antal armar och gripare som plockar upp produkter från en station och placerar dem på nästa. När kamaxeln roterar löper små rullar på kamytsidorna, vilket får armarna att svänga och griparna att stiga i en rak bana. För en pålitlig överföring måste de övre och nedre griparna lyfta tillsammans inom en snäv tolerans. Efter år av drift slits kamytan, dess form blir oregelbunden och den tidigare jämna lyftrörelsen blir ryckig. När originalritningarna saknas skannar tekniker normalt den slitna kammen, anpassar en slät kurva till dess innervyta och bearbetar en ersättning. Ändå kan de två griparna fortfarande hamna ur fas.
Två sätt att mäta samma rörelse
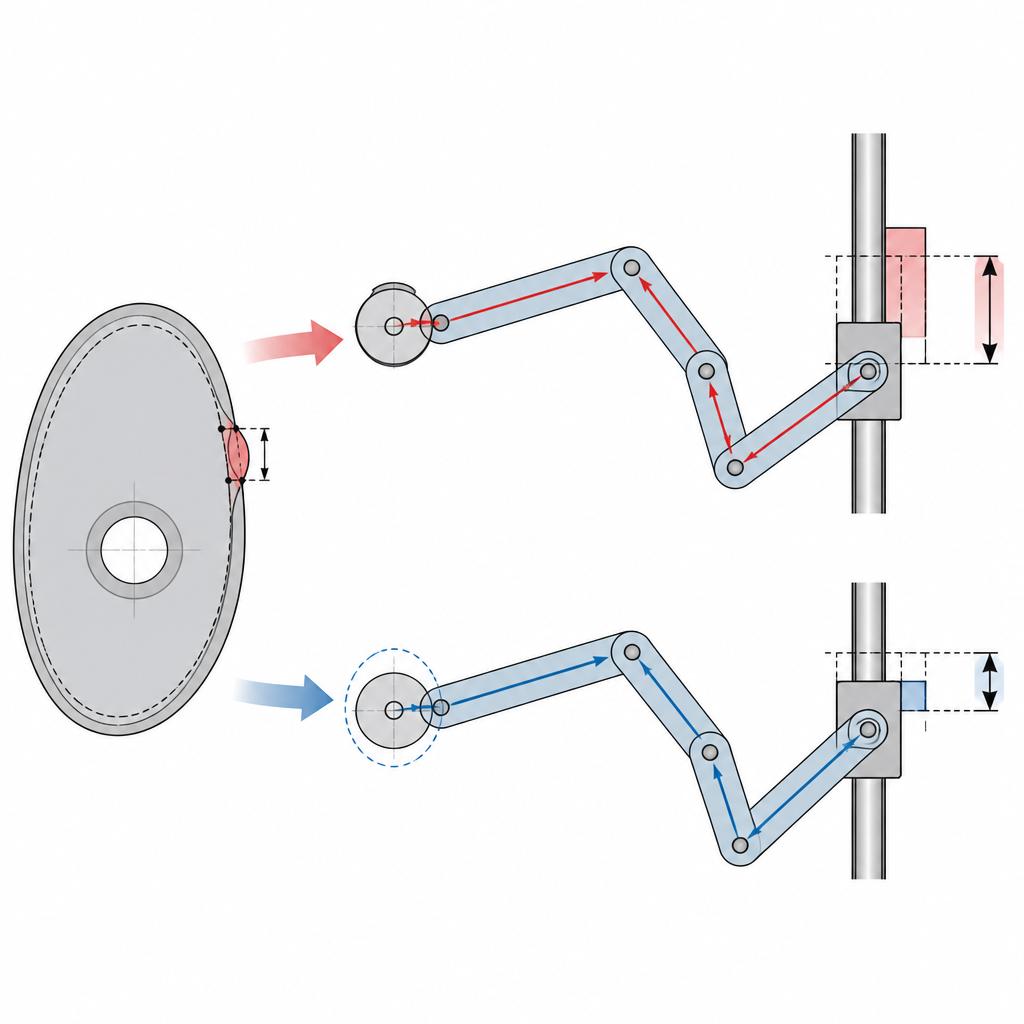
Författarna undersöker två olika mätstrategier för att återskapa en sliten kam. Den traditionella metoden registrerar kamkroppens inre kontur och bygger en matematisk kurva genom dessa punkter. Alternativet som föreslås i detta arbete mäter istället rullens mittpunkts rörelsebana när den löper på kammen. Båda dataset kan användas för att rekonstruera en fungerande kam, men de för vidare fel i mekanismen på olika sätt. Teamet bygger detaljerade rörelse-modeller för hela kam-länkage-systemet och spårar hur små geometriska avvikelser vid kamytan eller rullens mittpunkt växer eller krymper när de färdas genom armen till slutlig griparrörelse.
Att följa fel när det sprids genom mekanismen
För att förstå hur känsligt systemet är vid varje rotationsvinkel definierar studien ett känslighetsindex: hur mycket griparens position ändras när det finns ett litet radiellt fel vid kammen eller rullen. När fel definieras på kammens inre kontur måste de först översättas genom en komplex kontaktgeometri mellan kam och rulle innan de når länkaget. Eftersom kurvaturen ändras kraftigt längs synkroniseringssegmentet blir denna avbildning mycket ojämn. Den beräknade känsligheten svänger ungefär en faktor tio över det området. I kontrast, när rullens mittpunkt används som referens, appliceras felet direkt som en enkel radiell förskjutning och förs sedan in i länkagemodellen. Den resulterande känsligheten förblir nästan platt, med ett typiskt värde runt 2,17, vilket innebär ingen stor lokal förstärkning. Teamet anpassar sedan nya kamkurvor med en begränsad minsta kvadrat-metod med ortogonala polynom, vilket säkerställer att förflyttning, hastighet och acceleration förblir kontinuerliga och släta över alla segment.
Från virtuella modeller till verkliga maskintester
Forskarna jämför de två strategierna både i simulering och experiment. När man bara tittar på hur väl kurvorna följer de råa mätpunkterna framstår anpassningen till den inre konturen som något bättre, med en maximal avvikelse på cirka 0,06 millimeter jämfört med 0,09 millimeter för rullbanan. Det som verkligen betyder något är dock hur dessa skillnader slår igenom vid griparen. Rörelsemodellen förutspår att kammar baserade på innerkontur kan skapa följarfel upp till 0,39 millimeter, medan rullbaserade kammar begränsar detta till cirka 0,15 millimeter. Tester på en faktisk förpackningsmaskin bekräftar dessa trender. Med högprecision lasermätare registrerar teamet griparrörelser vid olika motorhastigheter. Vid en måttlig hastighet på 6 varv per minut visar kammen återbyggd från rulldata ett klart snävare felband än den som återbyggts från konturdata. När hastigheten ökar upp till 36 varv per minut växer felen för båda varianterna men förblir mycket mindre för rullbaserade kammen, där maximal synkroniseringsavvikelse minskas till 57,2 procent av den som ses i konturbaserade kammen.
Vad detta betyder för att hålla maskiner i synk
För ingenjörer med uppdraget att hålla åldrande kamdrivna anläggningar igång är budskapet tydligt. När originalritningar saknas och en sliten kam måste återkonstrueras leder mätning och anpassning av rullens mittpunktbana till en mer stabil och förlåtande design än att förlita sig enbart på mätningar av den inre konturen. Även om den numeriska passningen till rådata kan vara något sämre är den efterföljande rörelsen hos griparna mer exakt, eftersom de viktiga känslighetsmönstren är jämnare och undviker stark felförstärkning. Tillsammans med en slät kurvreconstruction som respekterar rörelsekontinuitet erbjuder denna rullbaserade mätmetod ett praktiskt recept för reparation och återtillverkning av industriella kammar så att synkroniserade rörelser förblir tajta, produkter förblir säkra och produktionslinjerna fortsätter rulla.
Citering: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Nyckelord: kam-länkage, maskinslitage, felförökning, reverse engineering, industriell förpackning