Clear Sky Science · it
Modellazione basata sulla sensibilità della trasmissione degli errori nei meccanismi a camma con bilanciere usando un approccio a due punti di misura
Perché il sincronismo delle camme conta in produzione
Dietro molti prodotti confezionati si svolge una coreografia di parti metalliche che devono muoversi in quasi perfetta sincronia. Nelle macchine per il confezionamento, camme e bilancieri sollevano, afferrano e trasferiscono articoli migliaia di volte al giorno. Con l’usura delle parti e la perdita dei disegni originali, mantenere i movimenti sincronizzati diventa difficile, generando inceppamenti, danneggiamenti del prodotto e costosi fermi macchina. Questo studio pone una domanda apparentemente semplice: dove dovrebbero misurare gli ingegneri una camma usurata se vogliono ricostruirla in modo che la macchina torni a funzionare senza problemi?
Come lavorano queste parti nascoste
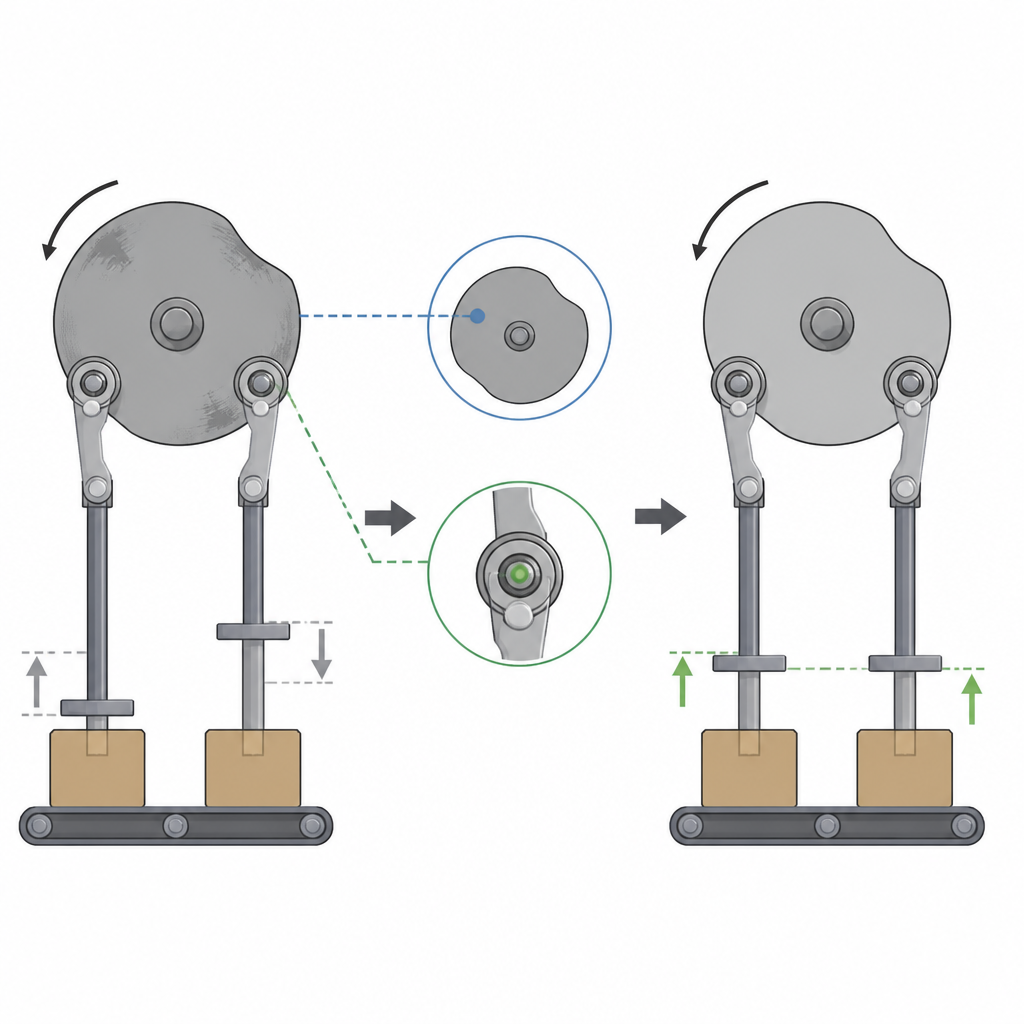
Nel sistema studiato, due camme discoidali azionano un insieme di leve e pinze che prelevano i prodotti da una stazione e li depositano alla successiva. Man mano che l’albero delle camme ruota, piccoli rulli scorrono sulle superfici delle camme, facendo oscillare le leve e sollevare le pinze su traiettorie rettilinee. Per un trasferimento affidabile, le pinze superiore e inferiore devono sollevarsi insieme entro tolleranze ristrette. Dopo anni di esercizio, la superficie della camma si usura, la sua forma diventa irregolare e il movimento di sollevamento, un tempo fluido, diventa scattoso. Quando i disegni originali non sono disponibili, i tecnici tipicamente scansionano la camma usurata, approssimano il bordo interno con una curva liscia e lavorano un ricambio. Tuttavia, anche con un profilo dall’aspetto regolare, le due pinze possono comunque perdere la sincronizzazione.
Due modi di misurare lo stesso moto
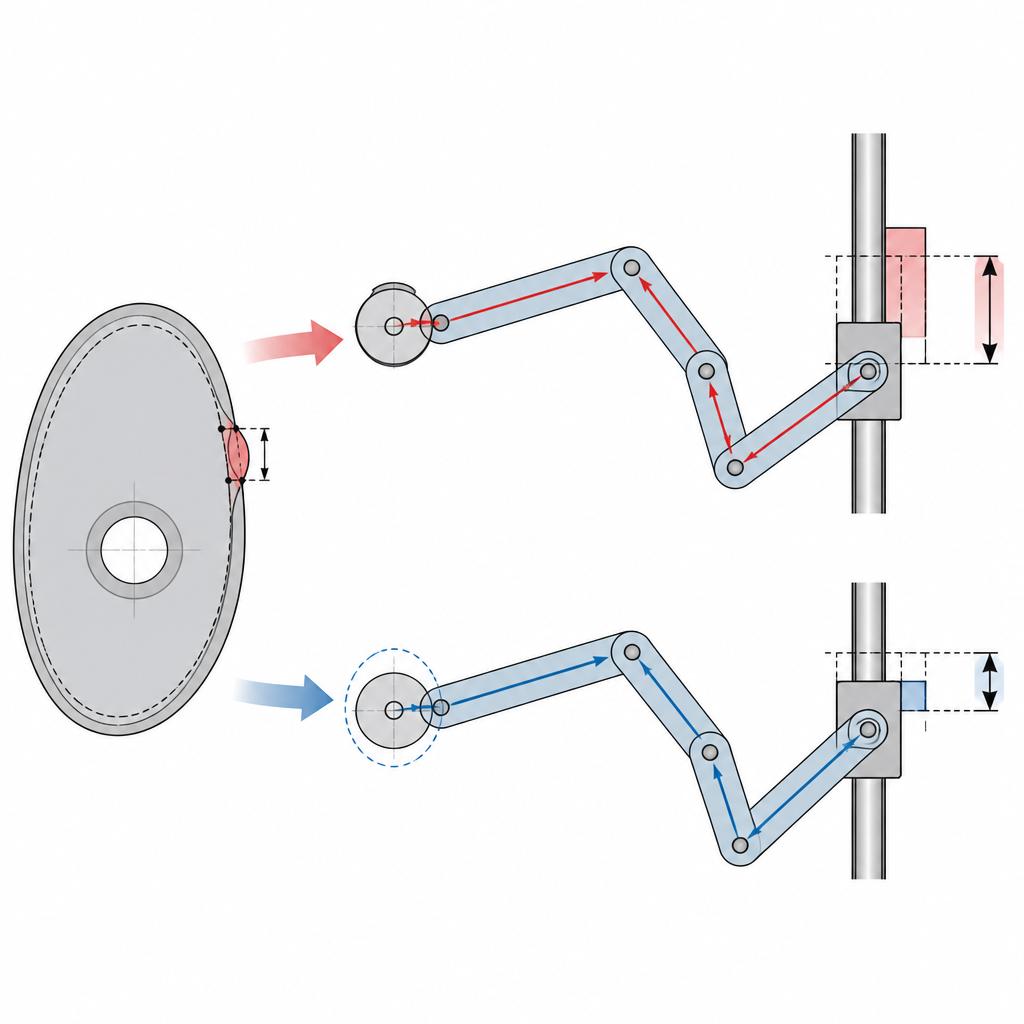
Gli autori esaminano due strategie di misura differenti per ricostruire una camma usurata. Il metodo tradizionale registra il contorno interno del corpo della camma e costruisce una curva matematica attraverso questi punti. L’alternativa proposta in questo lavoro misura la traiettoria del centro del rullo mentre scorre sulla camma. Entrambi i set di dati possono essere usati per ricostruire una camma funzionante, ma immettono errori nel meccanismo in modi diversi. Il team costruisce modelli di moto dettagliati per l’intero sistema camma-bilanciere e traccia come piccole deviazioni geometriche sulla superficie della camma o sul centro del rullo crescano o si attenuino mentre si propagano attraverso la catena di leve fino allo spostamento finale della pinza.
Seguire l’errore mentre si propaga nel meccanismo
Per capire quanto il sistema sia sensibile in ogni angolo di rotazione della camma, lo studio definisce un indice di sensibilità: quanto cambia la posizione della pinza quando c’è un piccolo errore radiale sulla camma o sul rullo. Quando gli errori sono definiti sul contorno interno della camma, devono prima essere tradotti attraverso una geometria di contatto complessa tra camma e rullo prima di raggiungere il bilanciere. Poiché la curvatura cambia fortemente lungo il segmento di sincronizzazione, questa mappatura è altamente disomogenea. L’indice di sensibilità calcolato oscilla di circa un fattore dieci in quella regione. Invece, usando il centro del rullo come riferimento, l’errore viene applicato direttamente come semplice offset radiale e poi trasmesso nel modello del bilanciere. La sensibilità risultante rimane quasi piatta, con un valore tipico intorno a 2,17, ovvero senza grandi amplificazioni locali. Il team quindi adatta nuove curve della camma usando un metodo dei minimi quadrati vincolato con polinomi ortogonali, assicurando che spostamento, velocità e accelerazione restino continui e regolari su tutti i segmenti.
Dai modelli virtuali ai test sulla macchina reale
I ricercatori confrontano le due strategie sia tramite simulazione sia sperimentalmente. Considerando soltanto quanto bene le curve si adattino ai punti misurati grezzi, l’adattamento del contorno interno sembra leggermente migliore, con una deviazione massima di circa 0,06 millimetri rispetto a 0,09 millimetri per la traiettoria del rullo. Tuttavia, ciò che conta veramente è come queste differenze si manifestano sulla pinza. Il modello di moto prevede che la camma basata sul contorno interno possa generare errori di posizione del seguace fino a 0,39 millimetri, mentre la camma basata sul rullo limita questo a circa 0,15 millimetri. I test su una macchina per confezionamento reale confermano queste tendenze. Utilizzando sensori laser ad alta precisione, il team registra il moto delle pinze a diverse velocità del motore. A una velocità moderata di 6 giri al minuto, la camma ricostruita dai dati del rullo mostra una banda di errore chiaramente più stretta rispetto a quella ricostruita dai dati del contorno. Con l’aumentare della velocità fino a 36 giri al minuto, gli errori crescono per entrambe le versioni ma restano molto più contenuti per la camma basata sul rullo, con l’errore massimo di sincronizzazione ridotto al 57,2 percento di quello osservato nella camma basata sul contorno.
Implicazioni per mantenere le macchine sincronizzate
Per gli ingegneri incaricati di mantenere operative le attrezzature a camme datate, il messaggio è chiaro. Quando i disegni originali sono persi e una camma usurata deve essere ricostruita, misurare e adattare la traiettoria del centro del rullo porta a un progetto più stabile e tollerante rispetto all’affidarsi soltanto alle misure del contorno interno. Anche se l’adattamento numerico ai dati grezzi può risultare leggermente peggiore, il moto a valle delle pinze è più accurato, perché i pattern di sensibilità chiave sono più uniformi ed evitano forti amplificazioni degli errori. Unitamente a una ricostruzione della curva liscia che rispetti la continuità del moto, questo metodo di rilevamento basato sul rullo offre una ricetta pratica per riparare e rigenerare camme industriali in modo che i movimenti sincronizzati rimangano stretti, i prodotti restino al sicuro e le linee di produzione continuino a funzionare.
Citazione: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Parole chiave: camma e bilanciere, usura macchine, propagazione degli errori, reverse engineering, confezionamento industriale