Clear Sky Science · de
Sensitivitätsbasierte Modellierung der Fehlübertragung in synchronen Nocken‑Koppelungs‑Mechanismen mittels eines Ansatzes mit zwei Messpunkten
Warum die Nocken‑Timing auf dem Fabrikboden wichtig ist
Hinter vielen alltäglichen verpackten Produkten steckt ein Zusammenspiel aus Metallteilen, die nahezu perfekt synchron bewegt werden müssen. In Verpackungsmaschinen heben, greifen und fördern Nocken und Koppelungen Artikel tausende Male pro Tag. Wenn diese Teile verschleißen und die ursprünglichen Konstruktionsunterlagen fehlen, wird es schwierig, die Bewegungen synchron zu halten; das führt zu Staus, Produktbeschädigung und kostspieligen Ausfallzeiten. Diese Studie stellt eine auf den ersten Blick einfache Frage: Wo sollten Ingenieure eine verschlissene Nocke messen, wenn sie sie nachbauen wollen, damit die Maschine wieder reibungslos läuft?
Wie diese verborgenen Maschinenteile ihre Arbeit verrichten
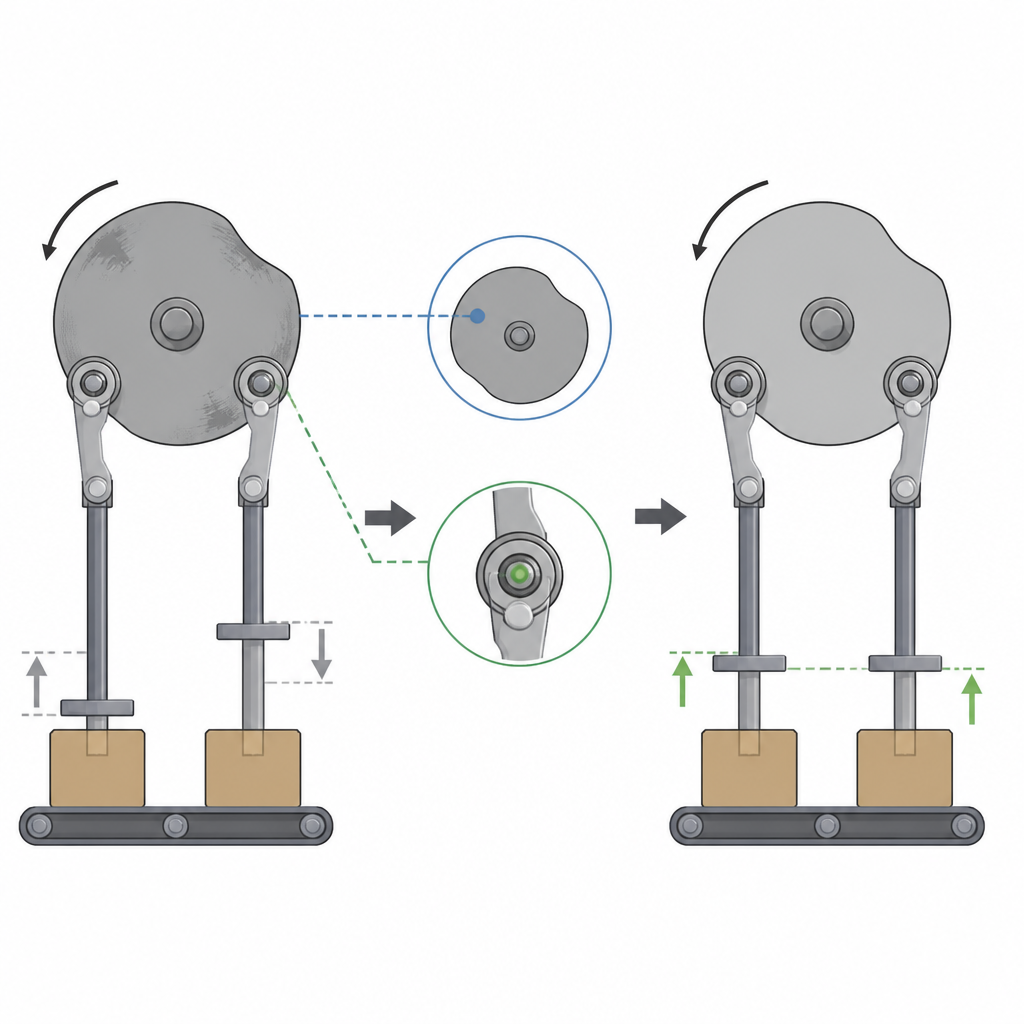
Im untersuchten System treiben zwei scheibenförmige Nocken ein Set aus Armen und Greifern an, die Produkte von einer Station zur nächsten heben und ablegen. Dreht sich die Nockenwelle, laufen kleine Rollen auf den Nockenflächen und bewirken das Schwenken der Arme und das Heben der Greifer auf einer nahezu geraden Bahn. Für einen zuverlässigen Transfer müssen Ober‑ und Untergreifer innerhalb enger Toleranzen gemeinsam anheben. Im Laufe jahrelangen Betriebs trägt die Nockenoberfläche ab, ihre Form wird unregelmäßig und die einst gleichmäßige Hubbewegung wird ruckelig. Sind die Originalpläne nicht verfügbar, scannen Techniker typischerweise die verschlissene Nocke, legen eine glatte Kurve an die innere Kontur und fertigen einen Ersatz an. Doch selbst mit einem ordentlich aussehenden Profil können die beiden Greifer trotzdem aus dem Takt geraten.
Zwei Möglichkeiten, dieselbe Bewegung zu messen
Die Autoren untersuchen zwei verschiedene Messstrategien für das Wiederaufbauen einer verschlissenen Nocke. Die traditionelle Methode erfasst die innere Kontur des Nockenbodies und legt eine mathematische Kurve durch diese Punkte. Die alternative, in dieser Arbeit vorgeschlagene Methode misst die Bewegungsbahn des Rollermittelpunkts, während er auf der Nocke läuft. Beide Datensätze können zum Rekonstruieren einer funktionsfähigen Nocke verwendet werden, führen aber Fehler auf unterschiedliche Weise in das System ein. Das Team konstruiert detaillierte Bewegungsmodelle für das vollständige Nocken‑Koppelungs‑System und verfolgt, wie winzige geometrische Abweichungen an Nockenoberfläche oder Rollermittelpunkt wachsen oder schrumpfen, wenn sie sich entlang der Kette von Armen bis zur finalen Greiferstellung fortpflanzen.
Den Fehler verfolgen, während er sich durch den Mechanismus ausbreitet
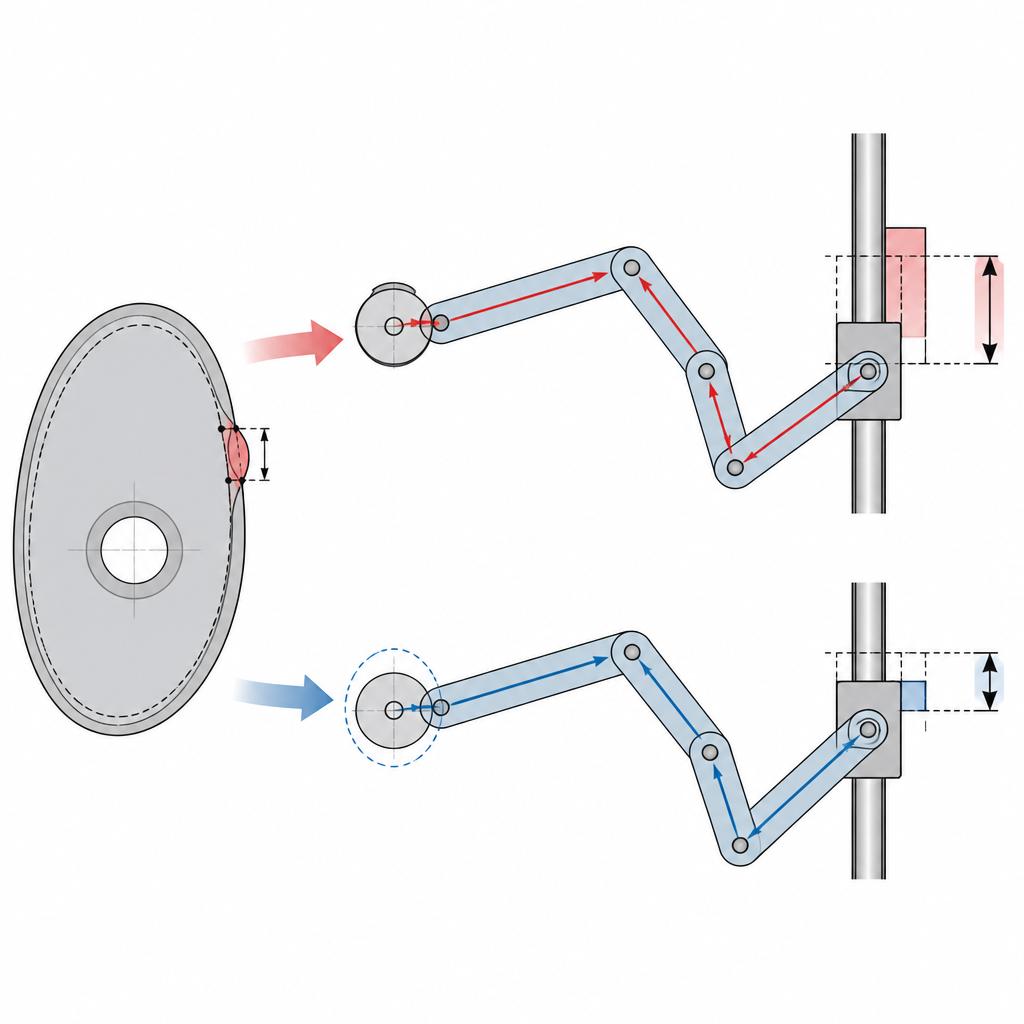
Um zu verstehen, wie sensitiv das System bei jedem Nockendrehwinkel ist, definiert die Studie einen Sensitivitätsindex: wie sehr sich die Greiferposition ändert, wenn ein kleiner radialer Fehler an der Nocke oder am Roller auftritt. Werden Fehler auf der inneren Kontur der Nocke definiert, müssen sie zunächst durch eine komplexe Kontaktgeometrie zwischen Nocke und Roller übersetzt werden, bevor sie die Koppelung erreichen. Weil die Krümmung entlang des Synchronisationssegments stark variiert, ist diese Abbildung sehr ungleichmäßig. Die berechnete Sensitivität schwankt in diesem Bereich um etwa den Faktor zehn. Im Gegensatz dazu wird bei Verwendung des Rollermittelpunkts als Referenz der Fehler direkt als einfacher radialer Versatz angewendet und dann in das Koppelungsmodell übergeben. Die resultierende Sensitivität bleibt nahezu flach und hat einen typischen Wert von etwa 2,17, was keine starke lokale Verstärkung bedeutet. Das Team passt anschließend neue Nocken‑Kurven mit einer eingeschränkten kleinsten‑Quadrate‑Methode mittels orthogonaler Polynome an und stellt sicher, dass Weg, Geschwindigkeit und Beschleunigung über alle Segmente hinweg stetig und glatt bleiben.
Von virtuellen Modellen zu realen Maschinentests
Die Forscher vergleichen die beiden Strategien sowohl durch Simulation als auch Experiment. Betrachtet man nur, wie gut die Kurven zu den Rohmesspunkten passen, scheint die Anpassung an die innere Kontur leicht besser zu sein, mit einer maximalen Abweichung von etwa 0,06 Millimetern gegenüber 0,09 Millimetern für die Rollerbahn. Entscheidend ist jedoch, wie sich diese Unterschiede am Greifer auswirken. Das Bewegungsmodell sagt voraus, dass die auf Kontur basierende Nocke Follower‑Positionsfehler bis zu 0,39 Millimeter erzeugen kann, während die rollerbasierte Nocke diese auf etwa 0,15 Millimeter begrenzt. Tests an einer realen Verpackungsmaschine bestätigen diese Tendenzen. Mit hochpräzisen Lasersensoren zeichnet das Team die Greiferbewegung bei unterschiedlichen Motordrehzahlen auf. Bei moderater Geschwindigkeit von 6 Umdrehungen pro Minute zeigt die aus Rollerdaten rekonstruierte Nocke ein deutlich schmales Fehlerband als die aus Konturdaten rekonstruierte. Mit steigender Geschwindigkeit bis zu 36 Umdrehungen pro Minute wachsen die Fehler bei beiden Versionen, bleiben aber für die rollerbasierte Nocke deutlich geringer, wobei der maximale Synchronisationsfehler auf 57,2 Prozent des bei der konturbasierten Nocke beobachteten Werts reduziert wird.
Was das für das Synchronhalten von Maschinen bedeutet
Für Ingenieure, die alternde nockengetriebene Anlagen instand halten müssen, ist die Botschaft klar. Sind die Originalzeichnungen verloren und muss eine verschlissene Nocke reverse engineered werden, führt das Messen und Anpassen der Rollerbahn zu einem stabileren und fehlertoleranteren Ergebnis als das alleinige Vertrauen auf Messungen der inneren Kontur. Selbst wenn die numerische Anpassung an die Rohdaten etwas schlechter ist, ist die nachgelagerte Bewegung der Greifer genauer, weil die entscheidenden Sensitivitätsmuster glatter sind und starke Fehlerverstärkungen vermeiden. In Kombination mit einer glatten Kurvenrekonstruktion, die die Kontinuität der Bewegung respektiert, bietet diese rollerbasierte Vermessungsmethode ein praktisches Rezept zum Reparieren und Remanufacturing industrieller Nocken, sodass synchronisierte Bewegungen eng bleiben, Produkte sicher und Produktionslinien in Betrieb bleiben.
Zitation: Wang, Q., Deng, B., He, P. et al. Sensitivity-based modeling of error transfer in synchronous cam-linkage mechanisms using a dual-measurement-point approach. Sci Rep 16, 15104 (2026). https://doi.org/10.1038/s41598-026-43989-5
Schlüsselwörter: Nocken‑Koppelung, Maschinenverschleiß, Fehlerfortpflanzung, Reverse Engineering, industrielle Verpackung