Clear Sky Science · tr
Üç seviyeli hiyerarşik WAAM modeli kullanılarak alüminyum dairesel form detayının termomekanik modellenmesi ve deneysel üretimi
Daha Az Sürprizle Büyük Metal Parçalar Basmak
Büyük, özel metal parçalar uçaklar, gemiler, otomobiller ve endüstriyel makineler için hayati önemdedir, ancak genellikle üretimleri pahalı ve yavaştır. Tel ark ilave imalatı (WAAM), kaynak teliyle parça katmanlayarak bu tür parçaları “3B baskı” ile üretme vaadi sunar. Ancak çok fazla ısı metali çarpıtabilir, çatlatabilir veya şekli bozabilir. Bu makale, üç akıllı aşamada düzenlenmiş bilgisayar simülasyonlarının bu sorunları önceden öngörebildiğini ve dairesel bir alüminyum duvarın güvenli basımını yönlendirebileceğini göstererek ağır hizmet metal baskıyı güvenilir günlük kullanıma yaklaştırıyor.
Neden Metal 3B Baskı Daha İyi Planlama Gerektirir
Plastik 3B yazıcılardan farklı olarak WAAM, metal teli eritmek ve kalın çizgiler yani boncuklar halinde biriktirmek için elektrik arkı kullanır. Bu, silindirik muhafazalar, çubuklar ve yapısal halkalar gibi büyük bileşenler için çekici kılar; çünkü geleneksel talaşlı imalat malzeme ve zaman israfına yol açar. Ancak telin erimesini sağlayan aynı güçlü ısı kaynağı, büyüyen parçayı da aşırı ısıtabilir. Katmanlar yumuşayabilir veya kısmen yeniden eriyebilir; bu da daha sonra parçayı büken veya çatlatan gizli gerilmelerin birikmesine neden olur. Bugüne kadar birçok çalışma yalnızca tek bir ölçeği—tek bir boncuk, bir katman veya tüm bileşen—incelemiş, bu da bilgisayar modelinden gerçek endüstriyel baskıya bilgi aktarmayı zorlaştırmıştır.
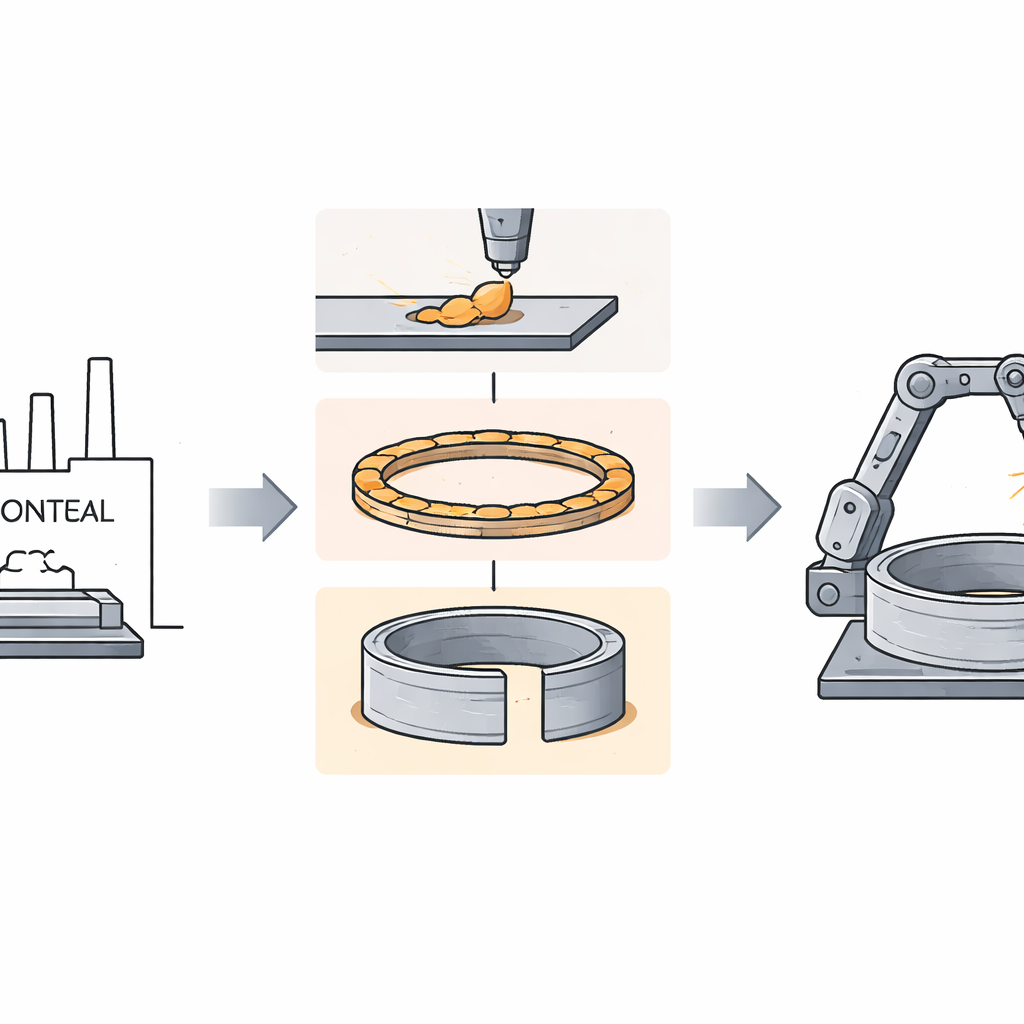
Üç Adım: Tek Hattan Tam Duvara
Yazarlar, gerçek bir basımın nasıl büyüdüğünü yansıtan üç seviyeli bir “hiyerarşik” modeli öneriyor: önce tek bir boncuk, sonra tam bir katman ve nihayet tüm duvar. Her seviyede aynı temel fiziği kullanıyorlar—ısının nasıl aktığı ve metalin nasıl genleşip büzüldüğü—ancak farklı sorular soruyorlar. Boncuk seviyesinde, seçilen voltaj, akım ve ilerleme hızının gerçekçi bir erime bölgesi ve tabaka plakasında güvenli gerilme seviyeleri verip vermediğini kontrol ediyorlar. Katman seviyesinde, çok sayıda boncuğu dairesel bir yol boyunca yerleştirip alevin geçişiyle bir ana noktadaki sıcaklığın nasıl yükselip düştüğünü izliyorlar. Duvar seviyesinde ise on katmanı 30 milimetre yüksekliğinde, 60 milimetre genişliğinde ve kasıtlı olarak 3 milimetre boşluklu bir dairesel duvara istifleyerek sensörler veya erişim yarıkları gibi ısı akışını bozan gerçek açıklıkları taklit ediyorlar.
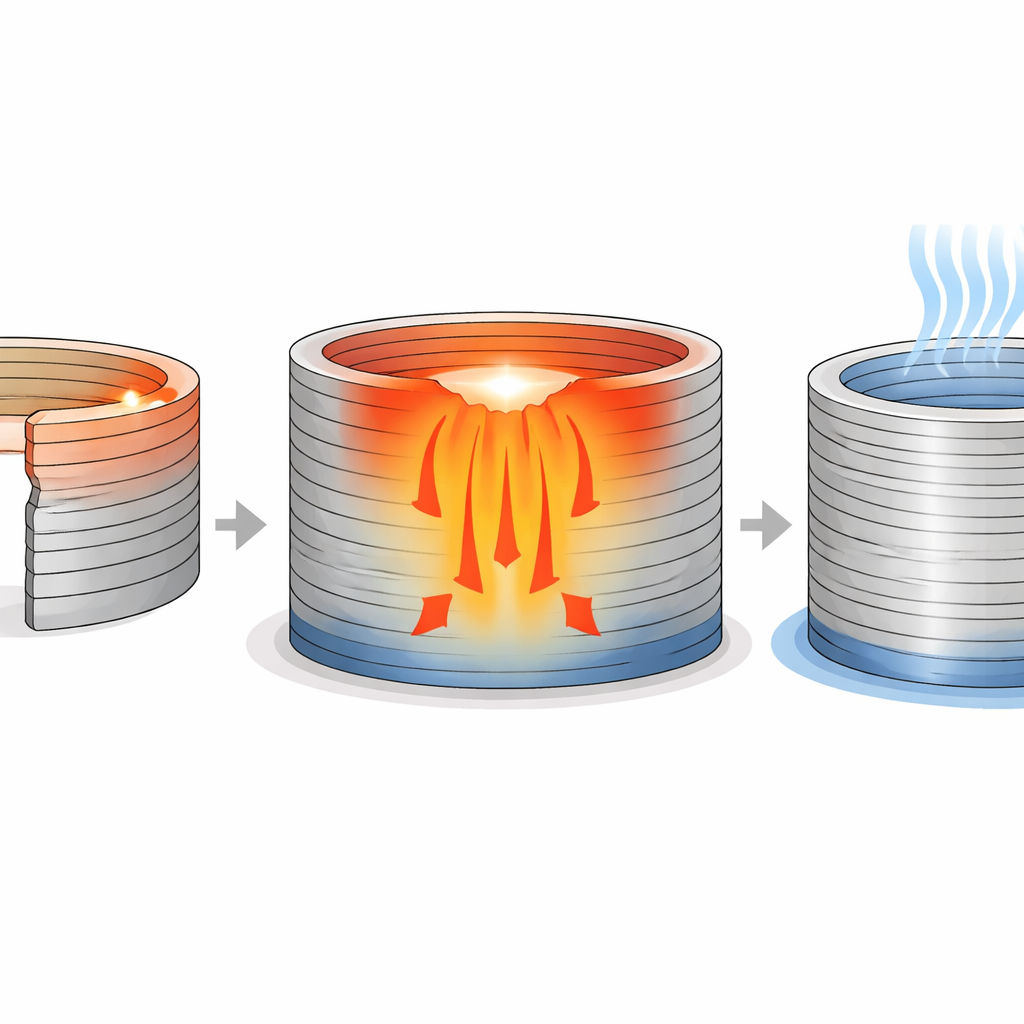
Gizli Isı Birikimini Bulmak ve Düzeltmek
Ticari sonlu eleman yazılımlarında ayrıntılı simülasyonlar çalıştırarak ekip, ilk iki seviyenin iyi davrandığını keşfetti: sıcaklıklar kontrollü şekilde yükselip düşüyor ve kalan gerilmeler güvenli sınırlar içinde kalıyordu. Sorun sadece tam-duvar seviyesinde ortaya çıktı. Daha fazla katman eklendikçe ısı kaçmak için zaman bulamıyordu; alt katmanlardaki sıcaklıklar erime noktasına yaklaşana kadar yükseliyordu, kısmi yeniden erimeye yol açıyor ve duvarı şekil bozukluğuna karşı tehdit ediyordu. Bu, metal hiç basılmadan önce sanal modelde görüldüğü için araştırmacılar bilgisayar ortamında farklı soğutma stratejilerini test edebildiler. Her katmandan sonra duraklamayı ve tüm parçayı çeşitli hedef sıcaklıklara kadar soğutmayı denediler. Çok düşük sıcaklıklara soğutmak güvenliydi ama pratik değildi; daha yüksek hedefler ise aşırı ısınmayı önlemedi. Yaklaşık 60 derece Celsius’a kadar soğutma gibi orta bir değer en iyi dengeyi sağladı; birikimli ısı birikimini durdurdu ve süreci makul olmayan şekilde yavaşlatmadı.
Ekrandan Atölyeye
Simüle edilen ayarlarla donanmış ekip, robotik bir kaynak sistemi ve kızılötesi sıcaklık izlemesi kullanarak gerçek alüminyum duvarı bastı. Modeldeki aynı elektriksel ve hareket parametrelerini korudular ve katman katman soğutma kuralını uyguladılar. Ölçümler, tepe sıcaklıkların ve katman arası sıcaklıkların öngörülerle yakından uyuştuğunu ve bitmiş duvarın yükseklik, çap, boncuk genişliği ve katman kalınlığı açısından planlanan şekille birkaç yüzde puan içinde uyum gösterdiğini ortaya koydu. Çatlak veya ciddi bozulma görülmedi; ancak bir boncuğun sonunda küçük bir kusur, tel beslemedeki veya robot hareketindeki başlama/durma sırasında ortaya çıkan hafif değişimler gibi idealleştirilmiş modelin henüz yakalayamadığı gerçek dünya etkilerini gözler önüne serdi.
Geleceğin Metal Baskısı İçin Anlamı
Basitçe söylemek gerekirse, çalışma dikkatli aşamalı bilgisayar simülasyonlarının karmaşık metal 3B baskılar için bir prova görevi görebileceğini gösteriyor. Boncuktan katmana, katmandan duvara geçerek ve her adımda kararlılığı kontrol ederek mühendisler tehlikeli ısı birikimini erken saptayabilir, uygulanabilir soğutma kuralları seçebilir ve başarısız parçalara zaman ve malzeme israfını önleyebilir. Bu yaklaşım, tüm parçayı baştan sona simüle etmeye kıyasla hesaplama süresini ve veri depolamayı da azaltır. Bu üç seviyeli strateji yeni şekillere, malzemelere ve otomatik kontrol yazılımlarına genişletildikçe, büyük ölçekli metal baskıyı daha öngörülebilir, verimli ve günlük endüstriyel kullanıma hazır hâle getirmeye yardımcı olabilir.
Atıf: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Anahtar kelimeler: tel ark ilave imalatı, metal 3B baskı, termal simülasyon, süreç soğutması, kalıcı gerilme