Clear Sky Science · pl
Modelowanie termo-mechaniczne i eksperymentalna produkcja detalu w formie okrągłej z aluminium z wykorzystaniem trójpoziomowego hierarchicznego modelu WAAM
Drukowanie dużych części metalowych z mniejszą ilością niespodzianek
Duże, spersonalizowane części metalowe są niezbędne w lotnictwie, stocznictwie, motoryzacji i maszynach przemysłowych, ale zazwyczaj ich wytwarzanie jest kosztowne i czasochłonne. Addytywne wytwarzanie łukiem drutu (WAAM) obiecuje „wydrukować” takie elementy z drutu spawalniczego, budując je nitka po nitce. Jednak nadmiar ciepła może odkształcić metal, spowodować pęknięcia lub zrujnować kształt. Artykuł pokazuje, jak symulacje komputerowe, zorganizowane w trzech przemyślanych etapach, potrafią przewidzieć te problemy z wyprzedzeniem i poprowadzić bezpieczny druk okrągłej ścianki z aluminium, przybliżając ciężkie drukowanie metalu do niezawodnego użycia w praktyce.
Dlaczego druk metali wymaga lepszego planowania
W odróżnieniu od drukarek do plastiku, WAAM wykorzystuje łuk elektryczny do stopienia drutu i układania go w grube linie, czyli bead’y. Czyni to technikę atrakcyjną dla dużych komponentów, takich jak cylindryczne obudowy, pręty czy pierścienie konstrukcyjne, gdzie tradyobróbka generuje duże odpady materiału i zajmuje dużo czasu. Jednak ten sam mocny źródł ciepła, które topi drut, może też przegrzać rosnącą część. Warstwy mogą zmiękczyć się lub nawet częściowo ponownie stopić, kumulując ukryte naprężenia, które później wyginają lub pękają element. Do tej pory wiele badań analizowało tylko jedną skalę naraz — pojedynczy bead, warstwę albo cały komponent — co utrudnia przeniesienie wniosków z modelu komputerowego do rzeczywistego przemysłowego druku.
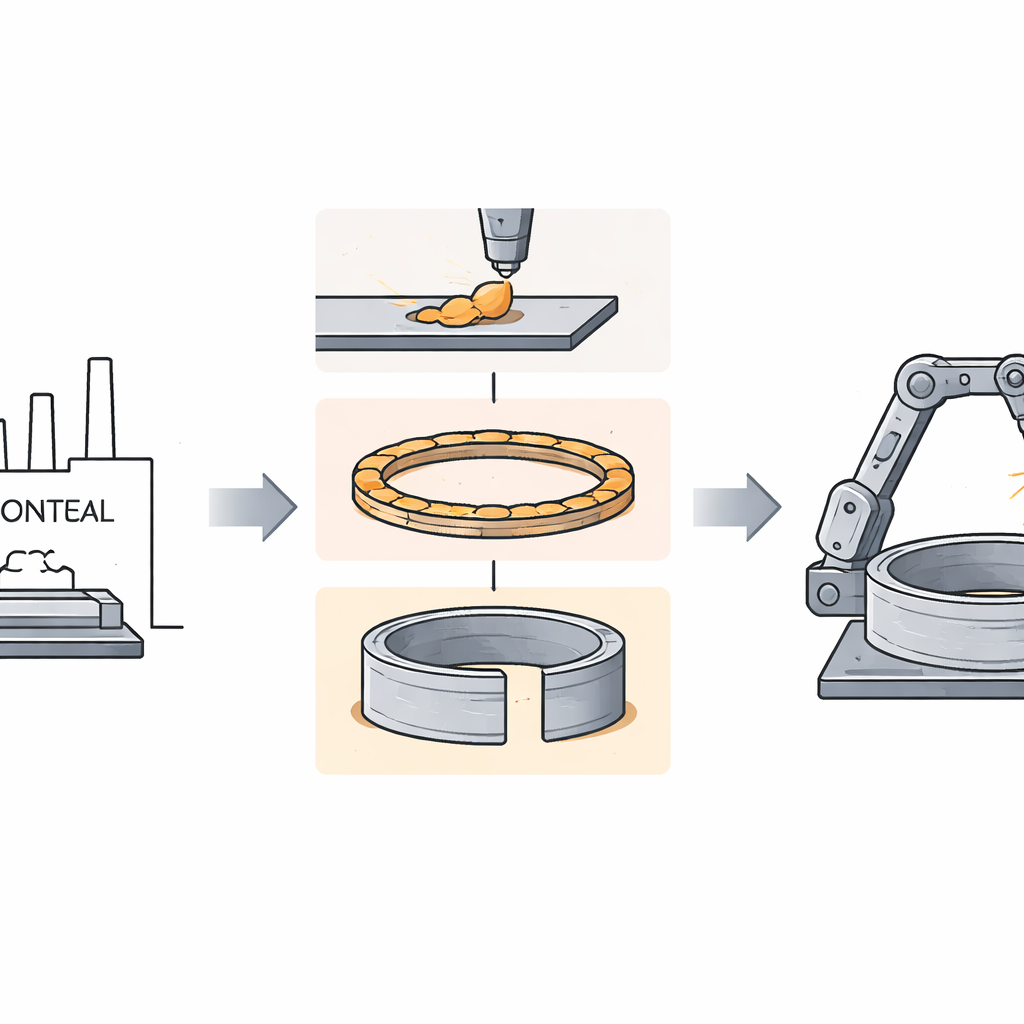
Trzy kroki: od pojedynczej linii do pełnej ścianki
Autorzy proponują trójpoziomowy „hierarchiczny” model, który odzwierciedla sposób wzrostu rzeczywistego wydruku: najpierw pojedynczy bead, potem pełna warstwa, a w końcu cała ścianka. Na każdym poziomie stosują tę samą podstawową fizykę — przepływ ciepła oraz rozszerzalność i kurczenie metalu — ale stawiają różne pytania. Na poziomie bead’a sprawdzają, czy dobrane napięcie, prąd i prędkość przesuwu tworzą realistyczną strefę topienia i bezpieczne poziomy naprężeń w płycie bazowej. Na poziomie warstwy układają wiele bead’ów wzdłuż ścieżki kołowej i śledzą, jak temperatura w kluczowym punkcie wzrasta i opada podczas przejścia palnika. Na poziomie ścianki składają dziesięć takich warstw w 30-milimetrową wysokość i 60-milimetrową szerokość ścianki kołowej z celowym 3-milimetrowym odstępem, naśladując prawdziwe otwory na czujniki lub szczeliny dostępu, które zaburzają przepływ ciepła.
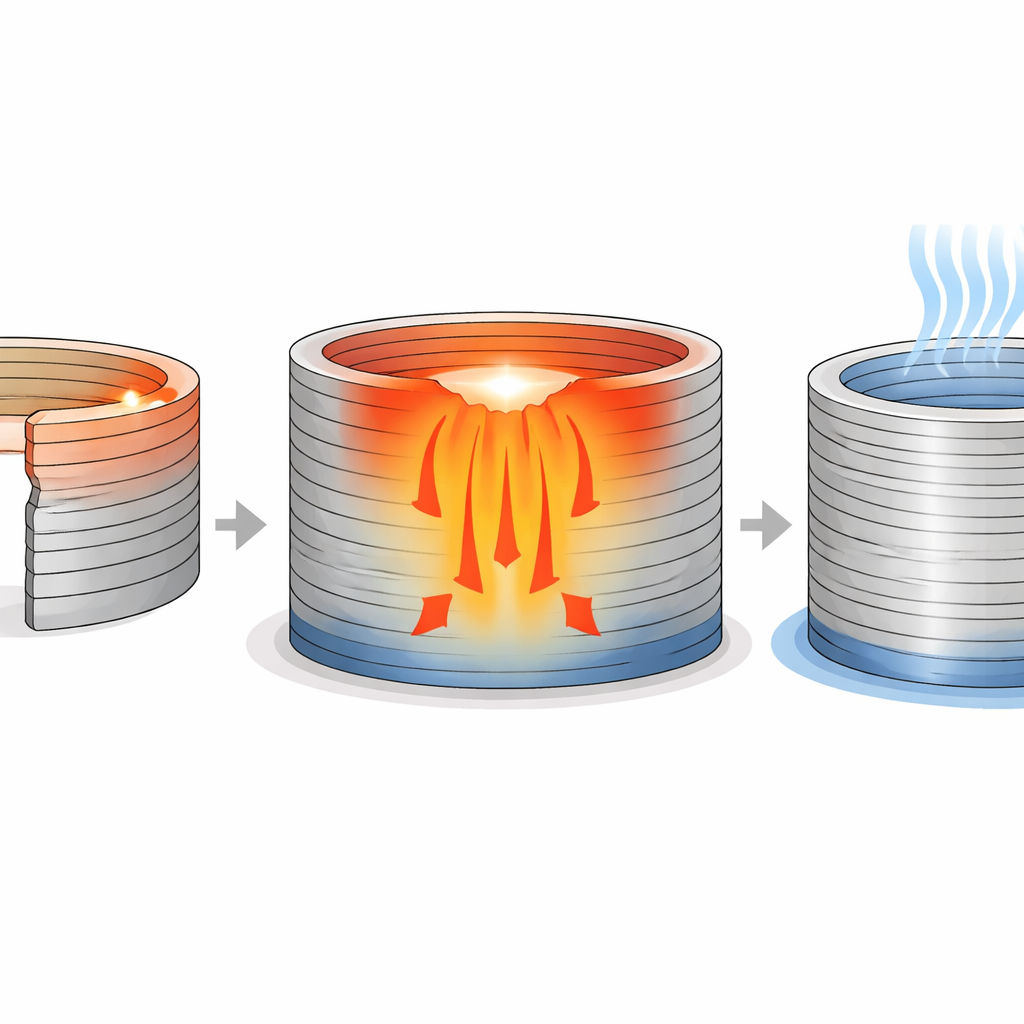
Wykrywanie i naprawa ukrytego nagromadzenia ciepła
Uruchamiając szczegółowe symulacje w komercyjnym oprogramowaniu MES, zespół odkrył, że pierwsze dwa poziomy zachowywały się prawidłowo: temperatury wzrastały i opadały w kontrolowany sposób, a pozostałe naprężenia pozostawały w bezpiecznych granicach. Problemy pojawiły się dopiero na poziomie pełnej ścianki. W miarę dodawania kolejnych warstw ciepło nie miało już czasu, by uciec; temperatury w dolnych warstwach stopniowo rosły aż do wartości zbliżonych do temperatury topnienia, powodując częściowe ponowne stopienie i grożąc deformacją ścianki. Ponieważ zaobserwowano to w modelu wirtualnym przed wydrukiem jakiegokolwiek metalu, badacze mogli przetestować różne strategie chłodzenia w komputerze. Próbowali robić przerwy po każdej warstwie i pozwalać całej części ostygnąć do różnych temperatur docelowych. Chłodzenie do bardzo niskich temperatur było bezpieczne, ale niepraktyczne, podczas gdy wyższe cele nie zapobiegały przegrzewaniu. Wartość pośrednia — schłodzenie do około 60 stopni Celsjusza — okazała się najlepszym kompromisem, zatrzymując kumulację ciepła bez nadmiernego wydłużania procesu.
Od ekranu do warsztatu
Uzbrojeni w parametry ze symulacji, badacze wydrukowali rzeczywistą ściankę z aluminium przy użyciu zrobotyzowanego systemu spawalniczego i monitorowania temperatury w podczerwieni. Zachowali te same parametry elektryczne i ruchu co w modelu oraz zastosowali regułę chłodzenia warstwa-po-warstwie. Pomiary wykazały, że temperatury szczytowe i międzywarstwowe były bliskie przewidywaniom, a gotowa ścianka zgadzała się z planowanym kształtem w granicach kilku procent dla wysokości, średnicy, szerokości bead’a i grubości warstwy. Nie zaobserwowano pęknięć ani poważnych odkształceń, choć drobna wada na końcu jednego bead’a uwypukliła efekty rzeczywiste, których idealizowany model jeszcze nie uwzględnia, takie jak niewielkie zmiany podawania drutu czy ruchu robota podczas startu i zatrzymania.
Co to oznacza dla przyszłości drukowania metali
Mówiąc prościej, badanie pokazuje, że starannie etapowane symulacje komputerowe mogą służyć jako próba generalna dla złożonych wydruków metalowych. Przechodząc od bead’a do warstwy do ścianki i sprawdzając stabilność na każdym etapie, inżynierowie mogą wcześnie wykrywać niebezpieczne kumulacje ciepła, wybierać praktyczne reguły chłodzenia i unikać marnowania czasu i materiału na nieudane części. Podejście to także skraca czas obliczeń i zmniejsza zapotrzebowanie na pamięć w porównaniu z symulowaniem całego elementu od razu. W miarę jak strategia trójpoziomowa będzie rozszerzana na nowe kształty, materiały i zautomatyzowane oprogramowanie sterujące, może pomóc uczynić druk dużych elementów metalowych bardziej przewidywalnym, wydajnym i gotowym do codziennego zastosowania przemysłowego.
Cytowanie: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Słowa kluczowe: addytywne wytwarzanie łukiem drutu, drukowanie 3D metali, symulacja termiczna, chłodzenie procesu, naprężenia resztkowe