Clear Sky Science · es
Modelado termo-mecánico y producción experimental de un detalle circular de aluminio usando un modelo WAAM jerárquico de tres niveles
Imprimir piezas metálicas grandes con menos sorpresas
Las piezas metálicas personalizadas de gran tamaño son fundamentales en aviones, buques, automóviles y maquinaria industrial, pero suelen ser caras y lentas de fabricar. La fabricación aditiva por arco con alambre (WAAM) promete “imprimir en 3D” este tipo de piezas a partir de alambre de soldadura, construyéndolas cordón a cordón. Sin embargo, un exceso de calor puede deformar el metal, provocar grietas o arruinar la geometría. Este artículo muestra cómo las simulaciones por ordenador, organizadas en tres etapas inteligentes, pueden predecir estos problemas con antelación y guiar la impresión segura de una pared circular de aluminio, acercando la impresión metálica pesada a un uso diario más fiable.
Por qué la impresión metálica necesita mejor planificación
A diferencia de las impresoras 3D de plástico, WAAM usa un arco eléctrico para fundir el alambre metálico y depositarlo en líneas gruesas, o cordones. Esto la convierte en una opción atractiva para componentes grandes como carcasas cilíndricas, barras y anillos estructurales, donde el mecanizado tradicional desperdicia material y tiempo. Pero la misma fuente de calor potente que funde el alambre también puede sobrecalentar la pieza en crecimiento. Las capas pueden ablandarse o incluso volver a fundirse parcialmente, acumulando tensiones ocultas que después deforman o agrietan la pieza. Hasta ahora, muchos estudios han examinado una escala a la vez—ya sea un cordón, una capa o el componente entero—lo que dificulta transferir las lecciones del modelo informático a una impresión industrial real.
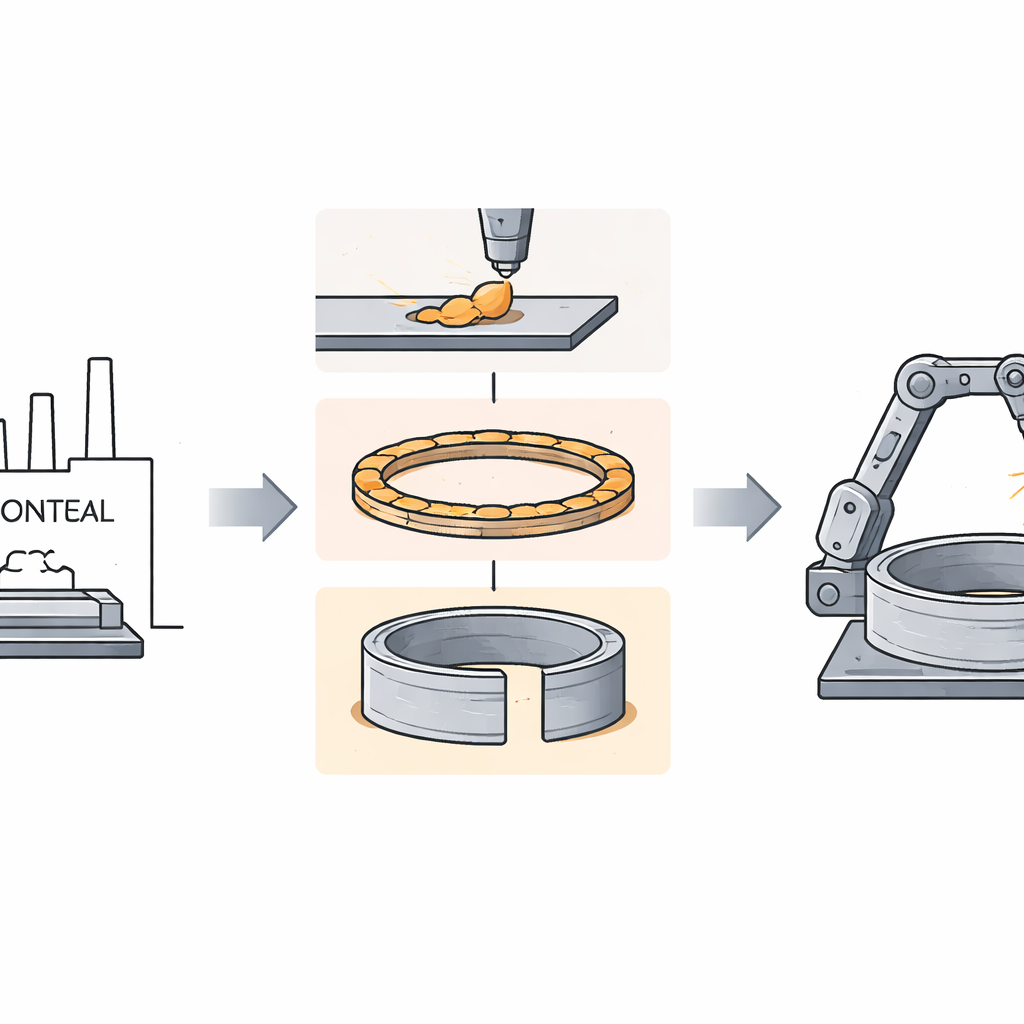
Tres pasos: del cordón único a la pared completa
Los autores proponen un modelo “jerárquico” de tres niveles que refleja cómo crece una impresión real: primero un cordón individual, luego una capa completa y, finalmente, toda la pared. En cada nivel usan la misma física subyacente—cómo fluye el calor y cómo el metal se dilata y contrae—pero plantean preguntas distintas. A nivel de cordón verifican si el voltaje, la corriente y la velocidad de avance elegidos generan una zona de fusión realista y niveles de esfuerzo seguros en la placa base. A nivel de capa colocan muchos cordones a lo largo de una trayectoria circular y registran cómo la temperatura en un punto clave sube y baja al paso de la antorcha. A nivel de pared apilan diez de esas capas formando una pared circular de 30 milímetros de altura y 60 milímetros de ancho con una brecha deliberada de 3 milímetros, emulando aberturas reales para sensores o ranuras de acceso que perturban el flujo de calor.
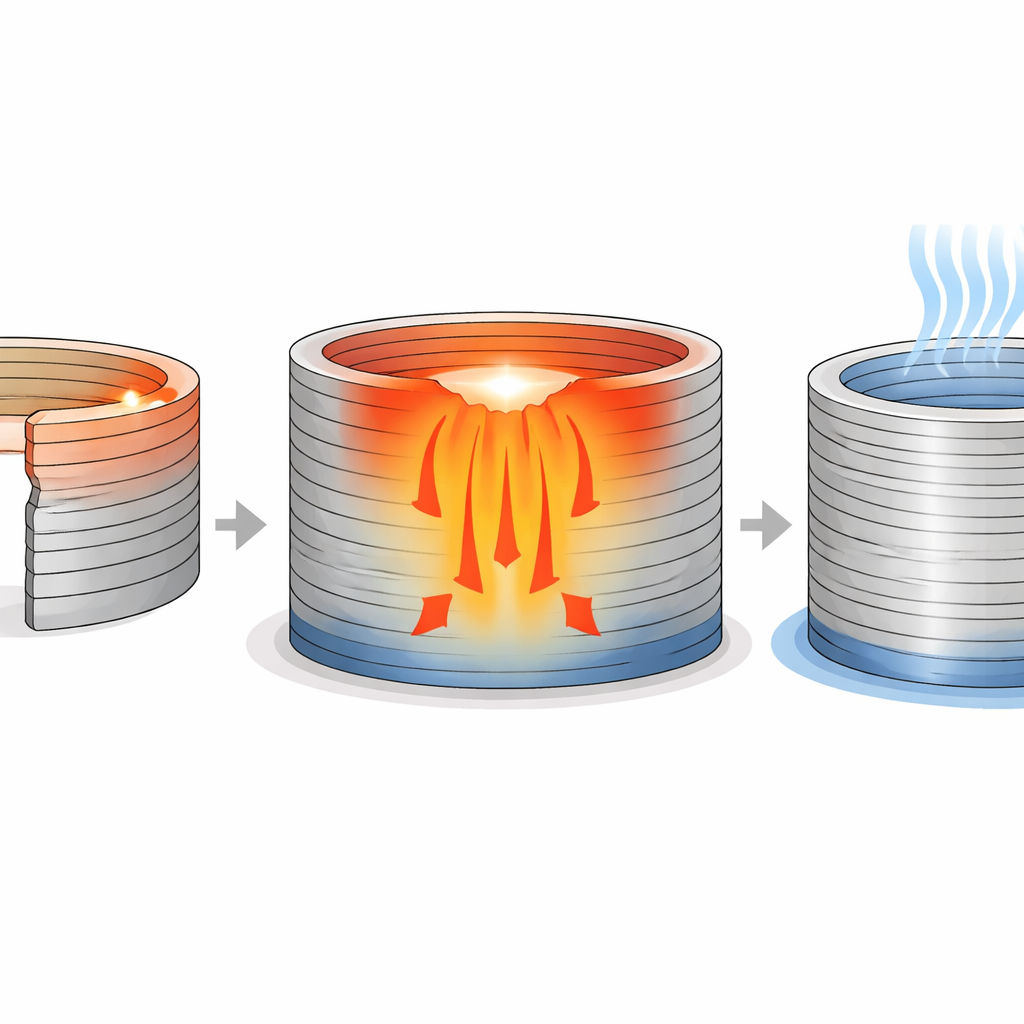
Detectar y corregir la acumulación oculta de calor
Al ejecutar simulaciones detalladas en software comercial de elementos finitos, el equipo descubrió que los dos primeros niveles se comportaban bien: las temperaturas subían y bajaban de forma controlada y las tensiones residuales se mantenían dentro de límites seguros. El problema apareció solo en el nivel de pared completa. A medida que se añadían más capas, el calor dejó de tener tiempo para escapar; las temperaturas en las capas inferiores fueron aumentando hasta acercarse al punto de fusión, provocando reinfundidos parciales y poniendo en riesgo la deformación de la pared. Como esto se detectó en el modelo virtual antes de imprimir metal alguno, los investigadores pudieron ensayar distintas estrategias de enfriamiento por ordenador. Probaron pausas tras cada capa y dejar enfriar la pieza completa hasta varias temperaturas objetivo. Enfriar a temperaturas muy bajas era seguro pero poco práctico, mientras que objetivos más altos no evitaban el sobrecalentamiento. Un valor intermedio—enfriar hasta unos 60 grados Celsius—logró el mejor equilibrio, deteniendo la acumulación térmica acumulada sin hacer el proceso excesivamente lento.
De la pantalla al taller
Con los parámetros simulados, el equipo imprimió la pared de aluminio real usando un sistema robótico de soldadura y monitorización térmica por infrarrojos. Mantuvieron los mismos parámetros eléctricos y de movimiento que en el modelo y aplicaron la regla de enfriamiento capa por capa. Las mediciones mostraron que las temperaturas máximas y las temperaturas intercapas coincidían estrechamente con las predicciones, y la pieza final se ajustó a la geometría planificada dentro de unos pocos puntos porcentuales en altura, diámetro, anchura del cordón y espesor de capa. No aparecieron grietas ni deformaciones graves, aunque un pequeño defecto al final de un cordón destacó efectos del mundo real que el modelo idealizado aún no captura, como ligeras variaciones en la alimentación del alambre o en el movimiento del robot durante arranques y paradas.
Qué significa esto para la impresión metálica futura
En términos sencillos, el estudio demuestra que las simulaciones por ordenador cuidadosamente escalonadas pueden actuar como un ensayo para impresiones metálicas 3D complejas. Al pasar de cordón a capa y de capa a pared y comprobar la estabilidad en cada paso, los ingenieros pueden detectar temprano la peligrosa acumulación de calor, elegir reglas de enfriamiento prácticas y evitar perder tiempo y material en piezas fallidas. El enfoque también reduce el tiempo de cálculo y el almacenamiento de datos en comparación con simular la pieza completa desde cero de una vez. A medida que esta estrategia de tres niveles se amplíe a nuevas formas, materiales y software de control automatizado, podría ayudar a que la impresión metálica a gran escala sea más predecible, eficiente y apta para el uso industrial cotidiano.
Cita: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Palabras clave: fabricación aditiva por arco con alambre, impresión 3D de metal, simulación térmica, enfriamiento del proceso, esfuerzo residual