Clear Sky Science · ru
Термо-механическое моделирование и экспериментальное изготовление алюминиевой круглой детали методом WAAM с трехуровневой иерархической моделью
Печать крупных металлических деталей с меньшими неожиданностями
Крупные индивидуальные металлические детали необходимы для самолетов, судов, автомобилей и промышленного оборудования, но обычно их производство дорого и занимает много времени. Проволочное дуговое наплавление (WAAM) обещает «3D-печатать» такие детали из сварочной проволоки, наращивая их слой за слоем. Однако избыточное тепло может деформировать металл, вызвать трещины или нарушить форму. В этой работе показано, как компьютерные симуляции, организованные в три разумных этапа, позволяют заранее предсказывать эти проблемы и управлять безопасной печатью круговой алюминиевой стенки, приближая тяжелую металлографическую печать к надежному повседневному использованию.
Почему металлической 3D-печати нужна лучшая подготовка
В отличие от пластиковых 3D-принтеров, WAAM использует электрическую дугу для плавления проволоки и укладывает металл толстыми полосами, или наплавами. Это делает метод привлекательным для крупных компонентов, таких как цилиндрические корпуса, валы и конструктивные кольца, где традиционная обработка металла приводит к потере материала и времени. Но тот же мощный источник тепла, который плавит проволоку, может перегреть наращиваемую деталь. Слои могут разогреваться или частично переплавляться, накапливая скрытые напряжения, которые затем изгибают или раскалывают деталь. До сих пор многие исследования рассматривали только одну шкалу за раз — либо отдельный наплав, либо слой, либо весь компонент — что затрудняло перенос выводов из компьютерной модели в реальную промышленную печать.
Три шага: от одной полосы к полной стенке
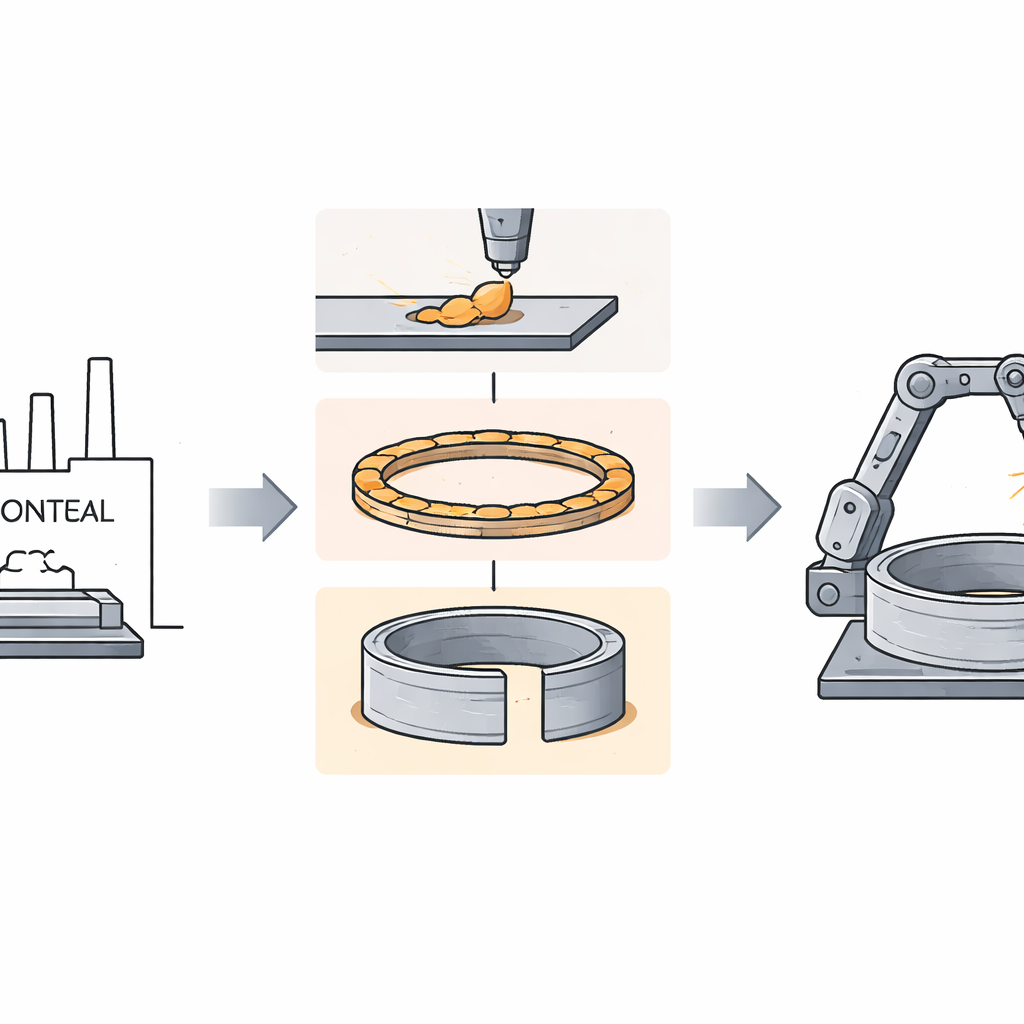
Авторы предлагают трехуровневую «иерархическую» модель, которая повторяет этапы роста реальной печати: сначала один наплав, затем полный слой и, наконец, вся стенка. На каждом уровне они используют одни и те же базовые законы — теплоперенос и тепловое расширение/сжатие металла — но ставят разные вопросы. На уровне наплава проверяют, обеспечивают ли выбранные напряжение, ток и скорость движения реалистичную зону плавления и допустимые уровни напряжений в базовой плите. На уровне слоя укладывают множество наплавов по круговой траектории и отслеживают, как температура в ключевой точке повышается и понижается при проходе горелки. На уровне стенки собирают десять таких слоев в 30‑миллиметровую высоту и 60‑миллиметровую ширину круговой стенки с намеренным зазором 3 мм, имитируя реальные отверстия для датчиков или доступные щели, которые нарушают распределение тепла.
Обнаружение и устранение скрытого накопления тепла
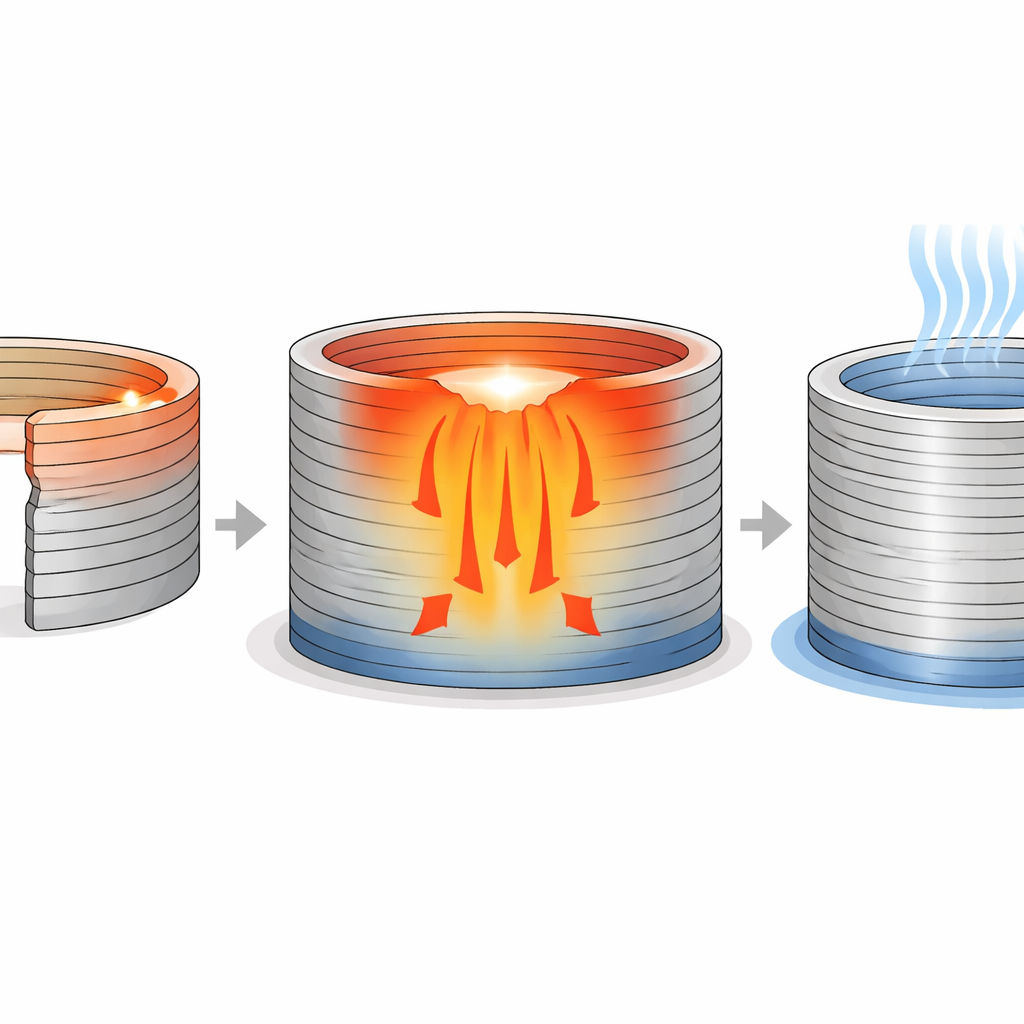
С помощью подробных расчетов в коммерческом программном обеспечении конечных элементов команда обнаружила, что первые два уровня ведут себя удовлетворительно: температуры поднимаются и падают контролируемо, а остаточные напряжения остаются в безопасных пределах. Проблемы проявились только на уровне полной стенки. По мере добавления слоев тепло переставало успевать рассеваться; температуры в нижних слоях постепенно росли и приближались к точке плавления, что приводило к частичному переплавлению и угрожало деформацией стенки. Поскольку это было выявлено в виртуальной модели до фактической печати, исследователи могли протестировать различные стратегии охлаждения в компьютере. Они пробовали паузы после каждого слоя и давали всей детали остыть до разных целевых температур. Охлаждение до очень низких температур было безопасным, но непрактичным, тогда как более высокие цели не предотвращали перегрева. Среднее значение — охлаждение примерно до 60 градусов Цельсия — оказалось оптимальным, остановив накопление тепла без чрезмерного замедления процесса.
От экрана до мастерской
Вооружившись параметрами, полученными в симуляции, команда напечатала реальную алюминиевую стенку с помощью роботизированной сварочной системы и инфракрасного мониторинга температуры. Они сохранили те же электрические и кинематические параметры, что и в модели, и применили правило послойного охлаждения. Измерения показали, что пиковые и межслойные температуры тесно соответствовали прогнозам, а готовая стенка совпадала с запланированной формой в пределах нескольких процентов по высоте, диаметру, ширине наплава и толщине слоя. Трещин и серьезных искажений не обнаружилось, хотя небольшая погрешность в конце одного наплава подчеркнула реальные эффекты, которые идеализированная модель пока не учитывает, такие как незначительные изменения подачи проволоки или движения робота при старте и остановке.
Что это значит для будущей металлической печати
Проще говоря, исследование демонстрирует, что тщательно организованные поэтапные компьютерные симуляции могут служить репетицией для сложных металлических 3D-печатей. Переходя от наплава к слою и к стенке и проверяя устойчивость на каждом шаге, инженеры могут раннее выявлять опасное накопление тепла, выбирать практичные правила охлаждения и избегать траты времени и материалов на неудачные изделия. Подход также сокращает время вычислений и объем хранимых данных по сравнению с моделированием всей детали сразу «с нуля». По мере расширения этой трехуровневой стратегии на новые формы, материалы и системы автоматического управления она может сделать крупномасштабную металлическую печать более предсказуемой, эффективной и готовой к повседневному промышленному применению.
Цитирование: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Ключевые слова: аддитивное производство проволочным дуговым наплавлением, металлическая 3D-печать, тепловое моделирование, охлаждение процесса, остаточные напряжения