Clear Sky Science · it
Modellazione termo-meccanica e produzione sperimentale di un dettaglio circolare in alluminio utilizzando un modello WAAM gerarchico a tre livelli
Stampare grandi pezzi metallici con meno sorprese
I grandi componenti metallici su misura sono fondamentali per aeroplani, navi, automobili e macchinari industriali, ma di solito sono costosi e lenti da realizzare. La produzione additiva ad arco con filo (WAAM) promette di “stampare in 3D” questi pezzi a partire da filo per saldatura, costruendoli corda dopo corda. Tuttavia, un calore eccessivo può deformare il metallo, causare cricche o rovinare la geometria. Questo articolo mostra come le simulazioni al computer, organizzate in tre fasi ragionate, possano prevedere questi problemi in anticipo e guidare la stampa sicura di una parete circolare in alluminio, avvicinando la stampa di metalli pesanti a un uso quotidiano più affidabile.
Perché la stampa 3D dei metalli richiede una pianificazione migliore
Diversamente dalle stampanti 3D per plastica, la WAAM utilizza un arco elettrico per fondere il filo metallico e depositarlo in linee spesse, o cordoni. Questo la rende interessante per componenti di grandi dimensioni come involucri cilindrici, aste e anelli strutturali, dove la lavorazione tradizionale spreca materiale e tempo. Ma la stessa fonte di calore potente che fonde il filo può anche surriscaldare il pezzo in crescita. Gli strati possono ammorbidirsi o parzialmente rifondersi, accumulando tensioni nascoste che poi piegano o incrinano il componente. Finora molti studi hanno esaminato solo una scala alla volta — o un singolo cordone, o uno strato, o l’intero componente — rendendo difficile trasferire le lezioni dal modello numerico a una stampa industriale reale.
Tre passaggi: dalla singola corda alla parete completa
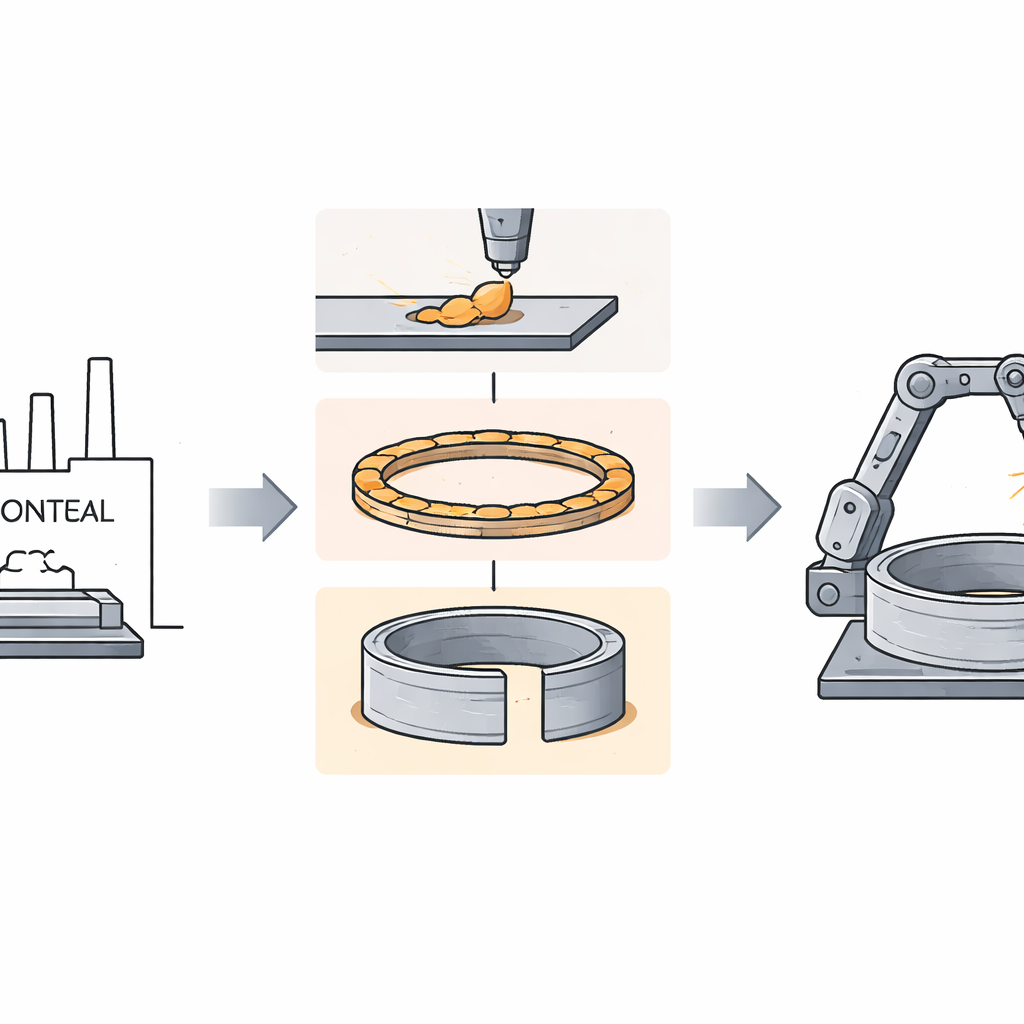
Gli autori propongono un modello “gerarchico” a tre livelli che rispecchia la crescita reale della stampa: prima una singola corda, poi un intero strato, e infine l’intera parete. A ciascun livello usano la stessa fisica di base — come il calore fluisce e come il metallo si espande e contrae — ma si pongono domande diverse. Al livello della corda verificano se la tensione, la corrente e la velocità di avanzamento selezionate producono una zona di fusione realistica e livelli di stress sicuri nella piastra di base. Al livello dello strato dispongono molte corde lungo un percorso circolare e monitorano come la temperatura in un punto chiave aumenta e diminuisce al passaggio della torcia. Al livello della parete impilano dieci di questi strati in una parete circolare alta 30 millimetri e larga 60 millimetri con un gap intenzionale di 3 millimetri, imitando aperture reali per sensori o slot di accesso che disturbano il flusso di calore.
Individuare e correggere l’accumulo di calore nascosto
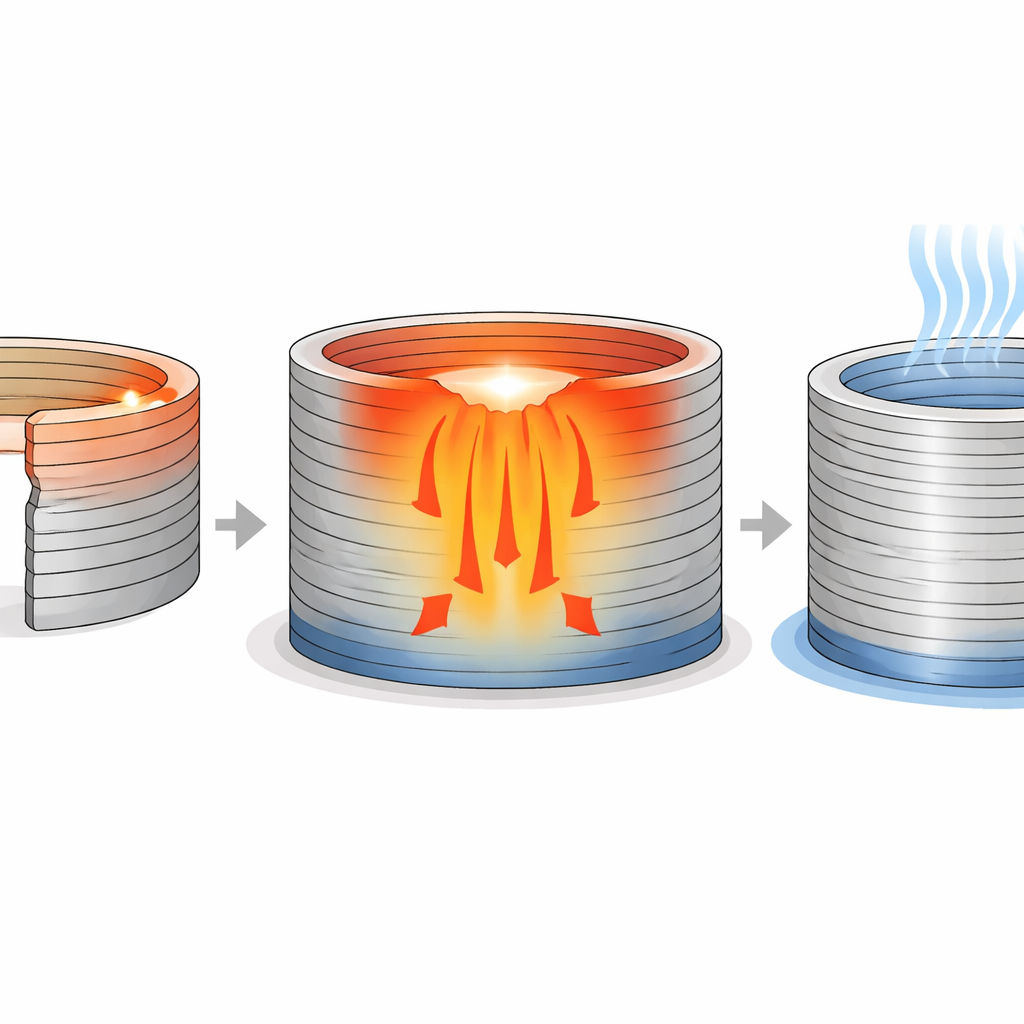
Eseguendo simulazioni dettagliate con software commerciale a elementi finiti, il team ha scoperto che i primi due livelli si comportavano bene: le temperature salivano e scendevano in modo controllato e gli stress residui rimanevano entro limiti sicuri. Problemi sono apparsi solo al livello della parete completa. Man mano che si aggiungevano strati, il calore non aveva più tempo per dissiparsi; le temperature negli strati inferiori salivano gradualmente fino a sfiorare il punto di fusione, causando parziale rifusione e mettendo a rischio la deformazione della parete. Poiché questo è stato osservato nel modello virtuale prima di stampare qualsiasi metallo, i ricercatori hanno potuto testare diverse strategie di raffreddamento al computer. Hanno provato a fare pause dopo ogni strato e lasciar raffreddare l’intero pezzo a diverse temperature target. Raffreddare a temperature molto basse era sicuro ma poco pratico, mentre target più alti non evitavano il surriscaldamento. Un valore intermedio — raffreddare fino a circa 60 gradi Celsius — ha trovato il miglior compromesso, fermando l’accumulo cumulativo di calore senza rendere il processo irragionevolmente lento.
Dallo schermo all’officina
Con i parametri validati in simulazione, il team ha stampato la parete in alluminio reale usando un sistema di saldatura robotizzato e monitoraggio della temperatura a infrarossi. Hanno mantenuto gli stessi parametri elettrici e di moto del modello e applicato la regola di raffreddamento strato per strato. Le misure hanno mostrato che le temperature di picco e le temperature interstrato corrispondevano da vicino alle previsioni, e la parete finita era in accordo con la forma pianificata entro pochi percento per altezza, diametro, larghezza del cordone e spessore dello strato. Non sono comparse cricche o deformazioni gravi, sebbene una piccola imperfezione alla fine di un cordone abbia evidenziato effetti del mondo reale che il modello idealizzato non cattura ancora, come lievi variazioni nell’alimentazione del filo o nel moto del robot durante avvio e arresto.
Cosa significa per il futuro della stampa di metalli
In termini semplici, lo studio mostra che simulazioni al computer accuratamente scaglionate possono fungere da prova generale per stampe 3D complesse in metallo. Progredendo da cordone a strato a parete e verificando la stabilità a ogni passo, gli ingegneri possono individuare precocemente pericolosi accumuli di calore, scegliere regole di raffreddamento pratiche ed evitare di sprecare tempo e materiale su pezzi falliti. L’approccio riduce inoltre i tempi di calcolo e lo spazio dati rispetto a una simulazione dell’intero pezzo fatta in una sola volta. Man mano che questa strategia a tre livelli verrà estesa a nuove forme, materiali e software di controllo automatizzato, potrebbe contribuire a rendere la stampa di metalli su larga scala più prevedibile, efficiente e pronta per l’uso industriale quotidiano.
Citazione: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Parole chiave: produzione additiva ad arco con filo, stampa 3D di metalli, simulazione termica, raffreddamento del processo, stress residuo