Clear Sky Science · fr
Modélisation thermo-mécanique et production expérimentale d’un détail formé circulaire en aluminium à l’aide d’un modèle WAAM hiérarchique à trois niveaux
Imprimer de grandes pièces métalliques avec moins de surprises
Les grandes pièces métalliques sur mesure sont indispensables pour les avions, les navires, les voitures et les machines industrielles, mais elles sont généralement coûteuses et lentes à fabriquer. La fabrication additive par fil et arc (WAAM) promet de « 3D imprimer » de telles pièces à partir de fil d’apport, en les construisant cordon après cordon. Toutefois, un apport de chaleur excessif peut déformer le métal, provoquer des fissures ou dégrader la géométrie. Cet article montre comment des simulations informatiques, organisées en trois étapes intelligentes, peuvent prédire ces problèmes à l’avance et guider l’impression sûre d’une paroi circulaire en aluminium, rapprochant l’impression métallique lourde d’une utilisation quotidienne fiable.
Pourquoi l’impression 3D métallique nécessite une meilleure planification
Contrairement aux imprimantes 3D plastiques, la WAAM utilise un arc électrique pour faire fondre le fil métallique et déposer des lignes épaisses, ou cordons. Cela la rend attractive pour des composants volumineux tels que des carters cylindriques, des axes et des anneaux structurels, où l’usinage traditionnel gaspille matière et temps. Mais cette même source de chaleur puissante qui fait fondre le fil peut aussi surchauffer la pièce en cours de construction. Les couches peuvent s’assouplir voire partiellement refondre, accumulant des contraintes cachées qui plient ou fissurent la pièce ultérieurement. Jusqu’à présent, de nombreuses études n’ont examiné qu’une échelle à la fois — soit un seul cordon, soit une couche, soit la pièce entière — rendant difficile le transfert des enseignements du modèle numérique vers une impression industrielle réelle.
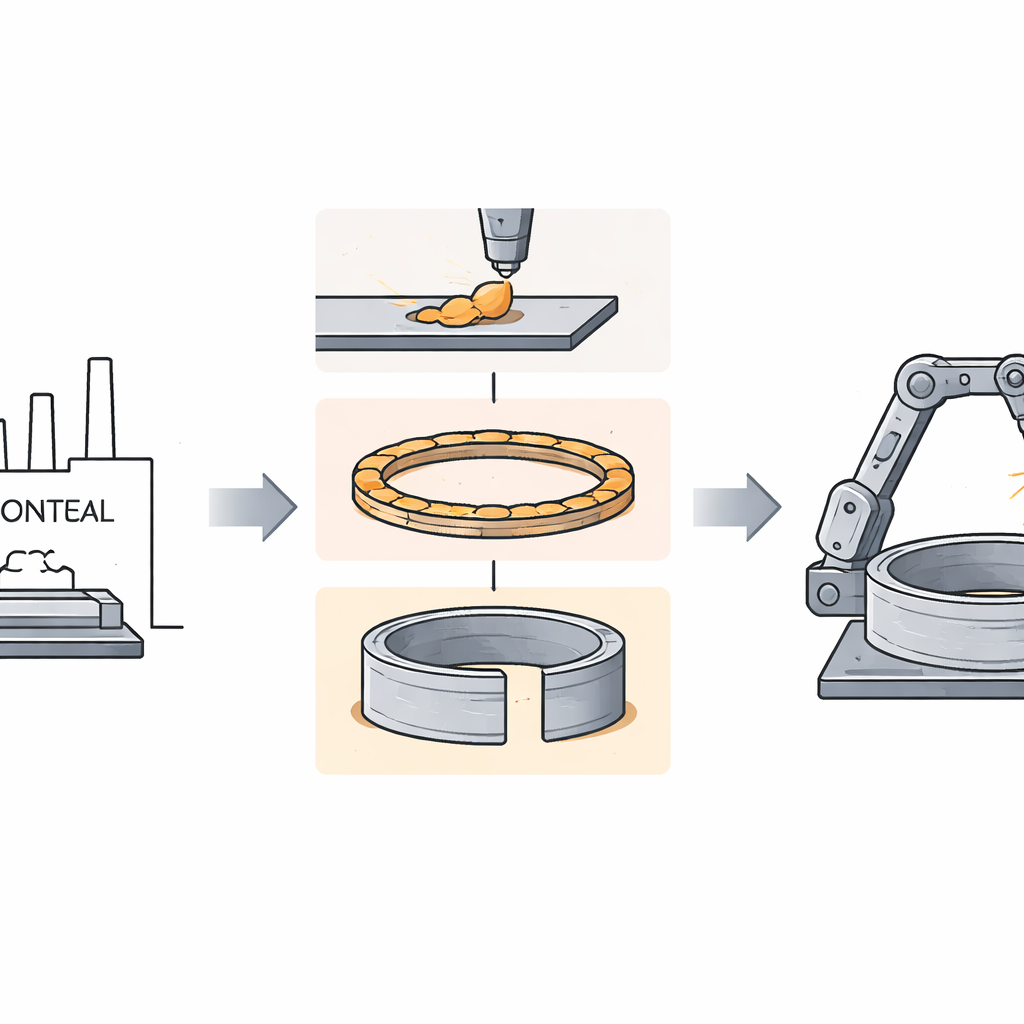
Trois étapes : du cordon unique à la paroi complète
Les auteurs proposent un modèle « hiérarchique » à trois niveaux qui reflète la croissance réelle d’une impression : d’abord un cordon unique, puis une couche complète, enfin la paroi entière. À chaque niveau, ils utilisent les mêmes lois physiques sous-jacentes — flux de chaleur et dilatation/contraction du métal — mais posent des questions différentes. Au niveau du cordon, ils vérifient si la tension, le courant et la vitesse de déplacement choisis produisent une zone de fusion réaliste et des niveaux de contraintes sûrs dans la plaque de base. Au niveau de la couche, ils disposent plusieurs cordons le long d’un trajet circulaire et suivent comment la température en un point clé monte et descend au passage de la torche. Au niveau de la paroi, ils empilent dix couches de ce type pour former une paroi circulaire de 30 millimètres de hauteur et 60 millimètres de largeur avec un jeu intentionnel de 3 millimètres, mimant des ouvertures réelles pour capteurs ou accès qui perturbent l’écoulement thermique.
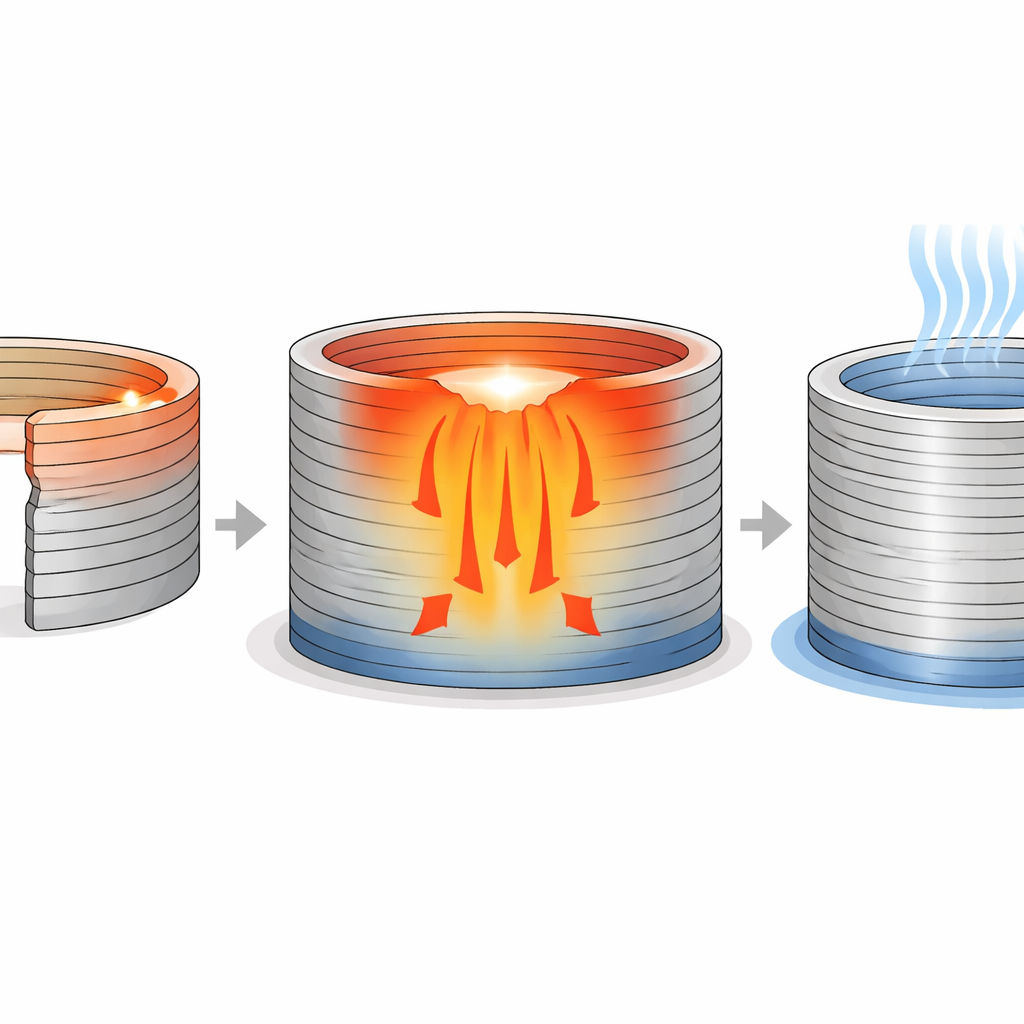
Détecter et corriger l’accumulation thermique cachée
En exécutant des simulations détaillées dans un logiciel commercial d’éléments finis, l’équipe a découvert que les deux premiers niveaux se comportaient bien : les températures montaient et redescendaient de façon contrôlée, et les contraintes résiduelles restaient dans des limites sûres. Les problèmes sont apparus seulement au niveau de la paroi complète. À mesure que des couches supplémentaires étaient ajoutées, la chaleur n’avait plus le temps de s’évacuer ; les températures dans les couches basses montaient progressivement jusqu’à s’approcher du point de fusion, provoquant des refusions partielles et menaçant de déformer la paroi. Parce que cela a été observé dans le modèle virtuel avant toute impression, les chercheurs ont pu tester différentes stratégies de refroidissement par calcul. Ils ont tenté de faire des pauses après chaque couche et de laisser la pièce entière refroidir jusqu’à diverses températures cibles. Refroidir à des températures très basses était sûr mais peu pratique, tandis que des cibles plus élevées ne prévenaient pas la surchauffe. Une valeur médiane — refroidir jusqu’à environ 60 degrés Celsius — a trouvé le meilleur compromis, stoppant l’accumulation de chaleur cumulative sans rendre le procédé déraisonnablement lent.
De l’écran à l’atelier
Avec les paramètres simulés en main, l’équipe a imprimé la paroi réelle en aluminium à l’aide d’un système de soudage robotisé et d’une surveillance thermique infrarouge. Ils ont conservé les mêmes paramètres électriques et de mouvement que dans le modèle et appliqué la règle de refroidissement couche par couche. Les mesures ont montré que les températures maximales et les températures inter-couches correspondaient étroitement aux prédictions, et la paroi finie était conforme à la géométrie prévue à quelques pourcents près pour la hauteur, le diamètre, la largeur du cordon et l’épaisseur de couche. Aucune fissure ni déformation sérieuse n’est apparue, bien qu’un petit défaut à la fin d’un cordon ait mis en évidence des effets du monde réel que le modèle idéalisé ne capture pas encore, tels que de légères variations d’alimentation du fil ou du mouvement du robot lors des démarrages et arrêts.
Ce que cela signifie pour l’avenir de l’impression métallique
En termes simples, l’étude montre que des simulations informatiques soigneusement étagées peuvent servir de répétition pour des impressions 3D métalliques complexes. En passant du cordon à la couche puis à la paroi et en vérifiant la stabilité à chaque étape, les ingénieurs peuvent détecter tôt l’accumulation dangereuse de chaleur, choisir des règles de refroidissement pratiques et éviter de perdre temps et matière sur des pièces ratées. L’approche réduit aussi le temps de calcul et les besoins de stockage de données comparés à la simulation de la pièce entière d’un seul coup. À mesure que cette stratégie à trois niveaux sera étendue à de nouvelles formes, matériaux et logiciels de contrôle automatisé, elle pourrait contribuer à rendre l’impression métallique à grande échelle plus prévisible, efficace et prête pour une utilisation industrielle quotidienne.
Citation: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Mots-clés: fabrication additive par arc électrique, impression 3D métal, simulation thermique, refroidissement du procédé, contraintes résiduelles