Clear Sky Science · nl
Thermo-mechanische modellering en experimentele vervaardiging van een aluminium cirkelvormig detail met behulp van een hiërarchisch drie-niveaus WAAM-model
Grote metalen onderdelen printen met minder verrassingen
Grote, op maat gemaakte metalen onderdelen zijn cruciaal voor vliegtuigen, schepen, auto’s en industriële machines, maar ze zijn doorgaans duur en tijdrovend om te maken. Wire arc additive manufacturing (WAAM) belooft zulke onderdelen te ‘3D-printen’ uit lasdraad, laag voor laag. Te veel warmte kan het metaal echter vervormen, barsten doen ontstaan of de vorm aantasten. Dit artikel laat zien hoe computersimulaties, georganiseerd in drie slimme fasen, deze problemen vooraf kunnen voorspellen en het veilige printen van een cirkelvormige aluminium wand kunnen sturen, waardoor robuuste metaalprinten dichterbij betrouwbaar dagelijks gebruik komen.
Waarom metaal-3D-printen betere planning nodig heeft
In tegenstelling tot plastic 3D-printers gebruikt WAAM een elektrische boog om lasdraad te smelten en in dikke lijnen, oftewel parels, neer te leggen. Dat maakt het aantrekkelijk voor grote componenten zoals cilindrische behuizingen, staven en structurele ringen, waar traditioneel verspanen materiaal en tijd verspilt. Maar dezelfde krachtige warmtebron die de draad doet smelten kan het groeiende onderdeel ook oververhitten. Lagen kunnen verzachten of zelfs gedeeltelijk opnieuw smelten, waardoor verborgen spanningen ontstaan die later het onderdeel doen buigen of barsten. Tot nu toe bestudeerden veel onderzoeken slechts één schaal tegelijk — ofwel een enkele parel, een laag, of het hele component — waardoor het moeilijk is om lessen uit het computermodel naar een echte industriële print over te dragen.
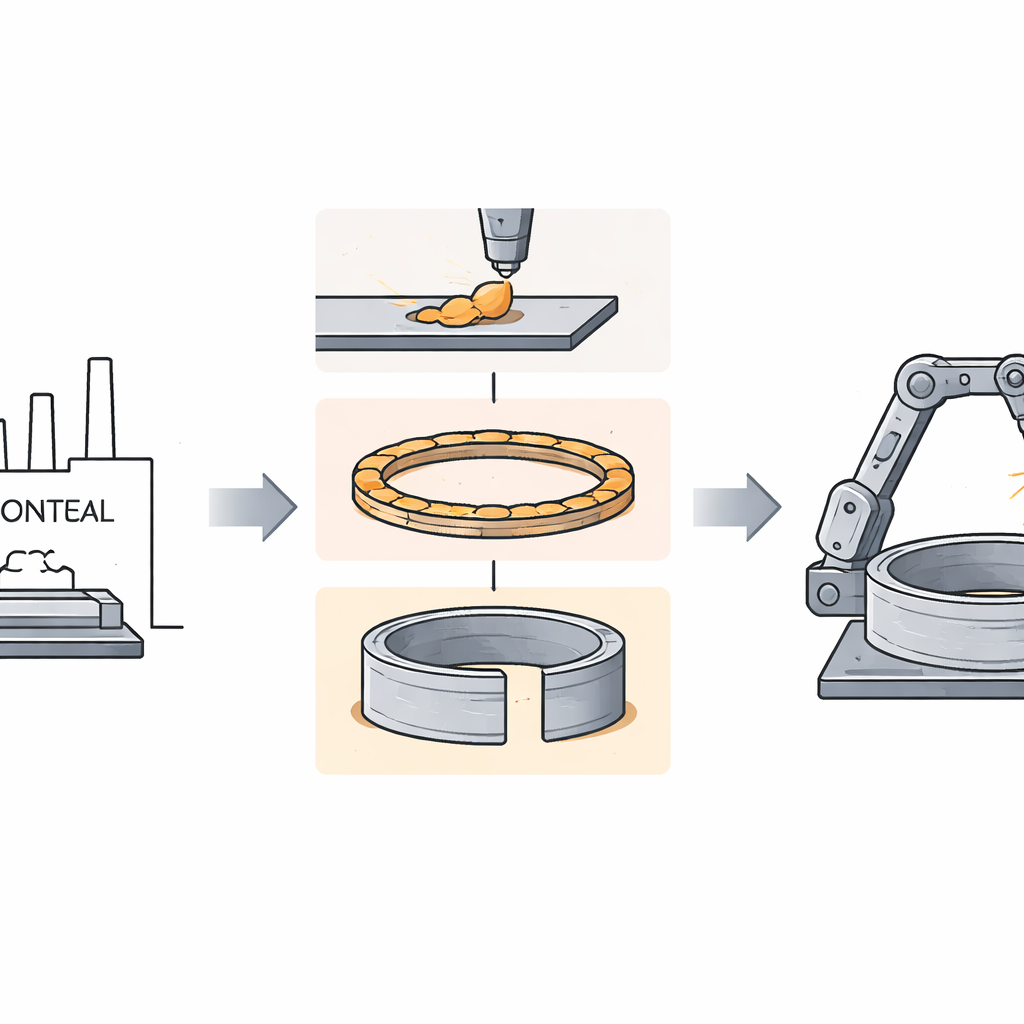
Drie stappen: van enkele draad tot volledige wand
De auteurs stellen een hiërarchisch model met drie niveaus voor dat weerspiegelt hoe een echte print groeit: eerst een enkele parel, dan een volledige laag, en ten slotte de gehele wand. Op elk niveau gebruiken ze dezelfde onderliggende fysica — hoe warmte stroomt en hoe het metaal uitzet en krimpt — maar ze stellen er verschillende vragen mee. Op parelniveau controleren ze of de gekozen spanning, stroom en voortstroomsnelheid een realistisch smeltgebied en veilige spanningsniveaus in de basisplaat geven. Op laagniveau plaatsen ze veel parels langs een cirkelvormig pad en volgen ze hoe de temperatuur op een sleutelpunt stijgt en daalt terwijl de toorts voorbijgaat. Op wandniveau stapelen ze tien van zulke lagen tot een 30 millimeter hoge, 60 millimeter brede cirkelwand met een opzettelijke opening van 3 millimeter, die echte openingen voor sensoren of toegangssleuven nabootst en de warmtegeleiding verstoort.
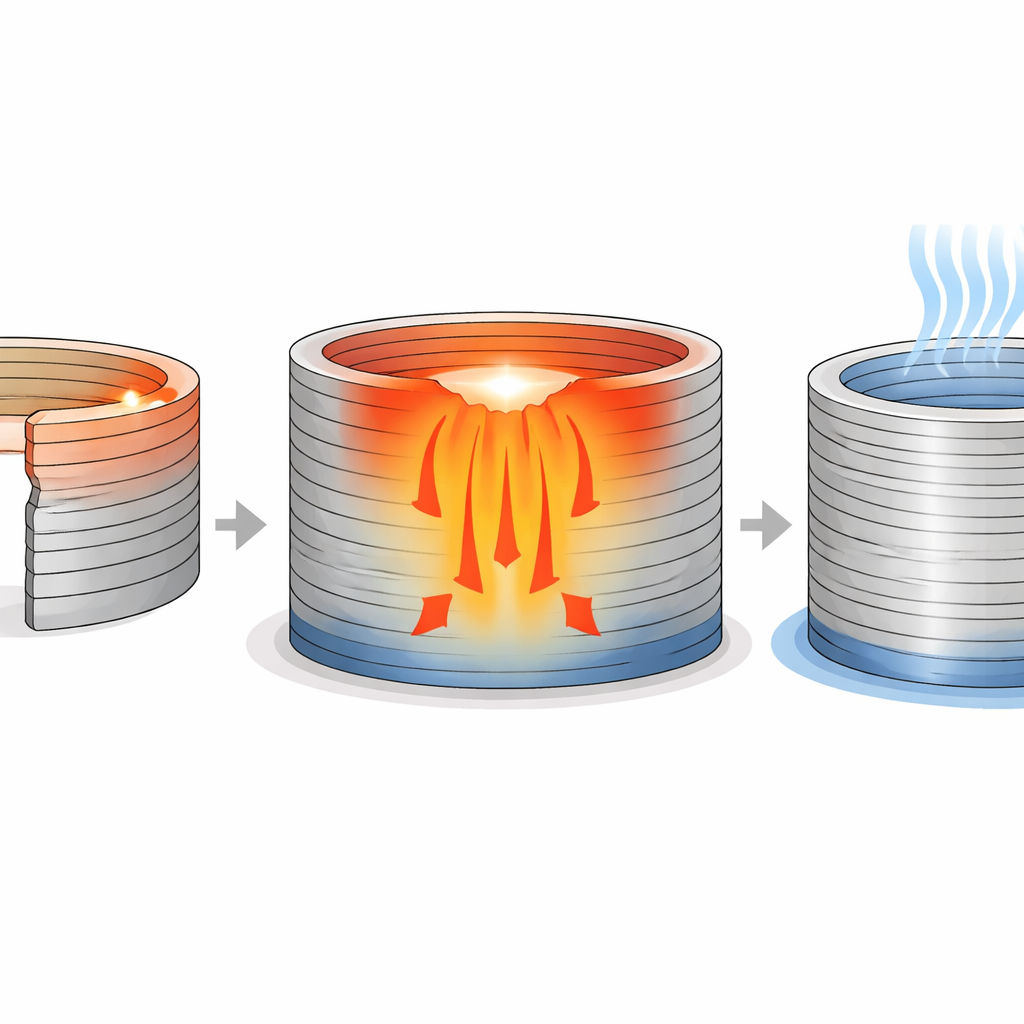
Verborgen warmteopbouw vinden en verhelpen
Door gedetailleerde simulaties uit te voeren in commercieel eindige-elementensoftware ontdekten de onderzoekers dat de eerste twee niveaus goed gedroegen: temperaturen stegen en daalden op gecontroleerde wijze, en achtergebleven spanningen bleven binnen veilige grenzen. Problemen verschenen pas op het volledige-wandniveau. Naarmate er meer lagen werden toegevoegd, had de warmte geen tijd meer om te ontsnappen; temperaturen in de lagere lagen stegen geleidelijk tot ze dicht bij het smeltpunt kwamen, wat gedeeltelijke her-smelting veroorzaakte en de wand dreigde te vervormen. Omdat dit in het virtuele model werd gezien voordat er metaal werd geprint, konden de onderzoekers verschillende koelstrategieën digitaal testen. Ze probeerden te pauzeren na elke laag en het hele deel naar verschillende doeltemperaturen te laten afkoelen. Afkoeling tot zeer lage temperaturen was veilig maar onpraktisch, terwijl hogere doelwaarden oververhitting niet voorkwamen. Een tussenwaarde — afkoelen tot ongeveer 60 graden Celsius — bleek de beste balans: het stopte cumulatieve warmteopbouw zonder het proces onredelijk traag te maken.
Van scherm naar werkplaats
Gewapend met de gesimuleerde instellingen printte het team de daadwerkelijke aluminium wand met een robotisch lassysteem en infrarood-temperatuurmonitoring. Ze hielden dezelfde elektrische en bewegingsparameters aan als in het model en pasten de laag-voor-laag koelregel toe. Metingen lieten zien dat piektemperaturen en tussenlaagt-temperaturen nauw overeenkwamen met de voorspellingen, en de afgewerkte wand kwam binnen enkele procenten overeen met de geplande vorm voor hoogte, diameter, parelbreedte en laagdikte. Er traden geen scheuren of ernstige vervormingen op, hoewel een kleine fout aan het einde van één parel de reële effecten liet zien die het geïdealiseerde model nog niet volledig vangt, zoals kleine variaties in draadtoevoer of robotbeweging bij starten en stoppen.
Wat dit betekent voor toekomstig metaalprinten
In eenvoudige termen laat de studie zien dat zorgvuldig opgebouwde computersimulaties kunnen fungeren als repetitie voor complexe metaal-3D-prints. Door te werken van parel naar laag naar wand en de stabiliteit bij elke stap te controleren, kunnen ingenieurs gevaarlijke warmteaccumulatie vroegtijdig opsporen, praktische koelregels kiezen en voorkomen dat tijd en materiaal worden verspild aan mislukte onderdelen. De aanpak verkort ook rekentijd en bespaart opslagruimte vergeleken met het in één keer volledig simuleren van het stuk vanaf nul. Naarmate deze drielaagsstrategie wordt uitgebreid naar nieuwe vormen, materialen en geautomatiseerde besturingssoftware, kan ze helpen grootschalig metaalprinten voorspelbaarder, efficiënter en klaar voor dagelijks industrieel gebruik te maken.
Bronvermelding: Anikin, P., Bastos, F. & Shilo, G. Thermo-mechanical modelling and experimental production of aluminium circular form detail using three-level hierarchical WAAM model. Sci Rep 16, 12561 (2026). https://doi.org/10.1038/s41598-026-42149-z
Trefwoorden: wire arc additive manufacturing, metaal 3D-printen, thermische simulatie, proceskoeling, restspanning